学生的自主学习,主要指学生的学习活动是在一定的目的和计划下,独立地实现的,它是主体性的重要表现。课堂上,让学生拥有自主阅读的时间是自主学习的首要条件。我们知道,课堂40分钟是个常数,只有把教师在课堂的占有量减下来,学生才能有更多的时间去自主学习。......
2024-01-31
(1)螺杆速度检测 螺杆速度一般用转速表测试并显示,也可以用带显示屏的仪表测试并显示。
对挤出机的速度要求是一要无级调速,二要有一定的调速范围。调速范围是挤出机螺杆最高转速与最低转速之比。对大多数挤出机调速比为8,而小规格的挤出机调速比为20,正常运行所需的调速比随材料不同而变化。对硬质塑料,因产生大量的剪切热,螺杆转速范围通常为30~90r/min。对软质塑料,螺杆转速范围通常为70~200r/min。其他材料如ABS,螺杆转速位于二者之间。几种常用的调速方法如下。
①三相异步整流子电动机调速。
②直流电动机调速。
⑤滑差电动机调速。
⑥通过可控硅整流器控制系统进行调速。
⑦变频调速。
(2)牵引装置速度调控 图10-13所示是M3R10型全数字式直流电动机调速器的操作面板,它是我国(四川英杰电气有限公司)开发的产品,是模拟式直流电动机调速器的换代新产品,用在挤出机螺杆调速比大的无级调速直流驱动系统上。它功能齐全,性能稳定,完全代替了进口产品。
管材、异型材的带式、履带式牵引机,片(板)材生产线的三辊压光机,单丝、扁丝的拉伸装置,薄膜的牵引辊实际上都是牵引装置。每个牵引装置中都有一个变速驱动装置,它具有良好的速度调节功能,用来控制产品的线速度。牵引速度的稳定性直接决定了产品尺寸的稳定性。生产过程中牵引速度如果波动,产品尺寸立刻就会波动。为克服波动,可通过测量线速度,采用波动反馈测量系统,对波动通过闭环控制进行补偿。线速度测量滑轮通常安装在牵引装置附近。
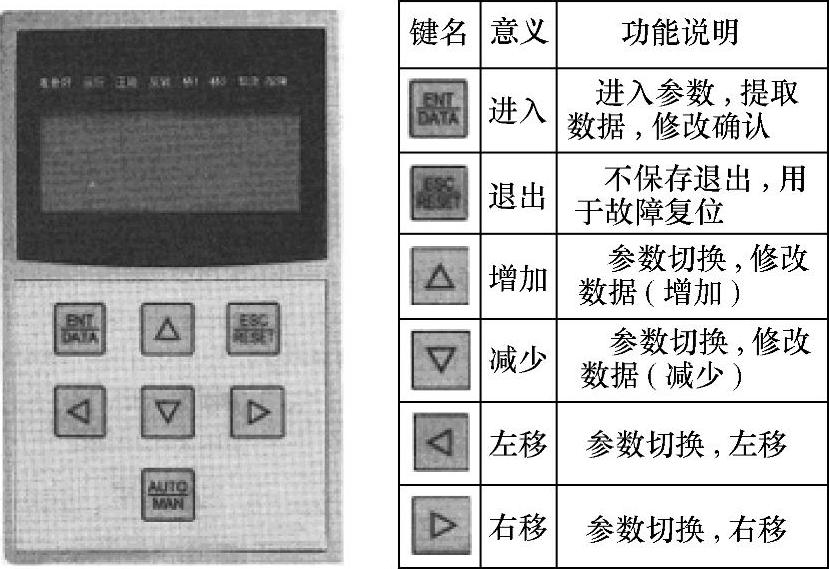
图10-13 M3R10型全数字式直流电动机调速器操作面板

学生的自主学习,主要指学生的学习活动是在一定的目的和计划下,独立地实现的,它是主体性的重要表现。课堂上,让学生拥有自主阅读的时间是自主学习的首要条件。我们知道,课堂40分钟是个常数,只有把教师在课堂的占有量减下来,学生才能有更多的时间去自主学习。......
2024-01-31

问卷法也是常采用的研究方法之一,随着互联网的发展,网络问卷成了研究者青睐的研究方法。网络问卷的公告一般被放置在博客、邮件列表以及社交网站中,采用多级评价制来获取受访者的看法。[84]Deborah S.Chung &Seungahn Nah调查公民记者对自身的角色概念认知时,也使用了问卷法。......
2023-11-21

有关“幺〔yao夭〕”字的孳乳演进过程,使我们能体验到中国人的逻辑思维方式。“幺”的古文字作, 是丝线的象形。纷乱的丝线经过整理而获得秩序,所以“乱”这个字既有“纷乱”的意思,又有“治理”的意思。从“幺”孳乳出“幽”,是小小的两根丝掉落在大山里边,自然更看不见了,所以“幽”有“隐蔽”、“深藏”的意思。......
2024-01-26

下面以模型pocketing.prt为例,紧接着上节的操作,说明创建工序的一般步骤。选择下拉菜单命令,系统弹出图2.7.1所示的“创建工序”对话框。图2.7.1 “创建工序”对话框图2.7.2 “型腔铣”对话框:刀具会以圆形回环模式运动,生成的刀轨是一系列相交且外部相连的圆环,像一个拉开的弹簧。......
2023-06-18

象征就是用具体事物表示某种抽象概念。寻求和体现意义与表现之间的关系是象征的实质所在。如天坛祈年殿的柱子,最内层4根,中层12根,檐柱12根,分别象征一年四季、12个月与一天中的12个时辰,并取天圆地方之意。......
2023-09-18

刀具工作角度即动态角度,是刀具去掉假设条件后的角度,它是刀具工作中真正起作用的角度。(一)考虑进给运动时的工作角度1.横车如图1-9所示,考虑横向进给运动后,应以合成运动为基准建立坐标系即动态参考系,由工作基面pre、工作切削平面pse、工作正交平面poe组成。图1-12安装偏斜时的工作角度......
2023-06-23
复合粉末是由两种或两种以上不同性质的固相物质颗粒经机械团聚而非合金化所形成的颗粒,分为团聚复合粉末、包覆复合粉末和烧结复合粉末。用镍铝复合粉末喷涂的涂层十分致密,孔隙率低,气密性好,导电性较好,无磁性。喷涂时,在Al的熔点附近,Ni、Cr和Al发生强烈的放热反应,生成3Al型金属间化合物,显著地提高了涂层与基体的结合强度,在Q235钢基体上等离子喷涂涂层的结合强度可达MPa,比Ni-Al复合粉末喷涂层更高。......
2023-06-18

下面的内容会以龙母的照片为案例,介绍如何在Lightroom中对照片的颜色进行精细调整。①以《权力的游戏》视频截图作为调色参考,对图片进行分析。这是一张明暗对比弱,但是色差反差强的图片。因为横轴上的像素在右侧空出了一块区域,所以在调整明暗关系时,并没有把白色色阶调得很高,以防止白色背景过曝。略微增加色温,现在两张照片的直方图已经非常接近了,但衣服和皮肤的颜色差距还比较大,需要进一步精细调整。......
2023-06-23
相关推荐