聚乙烯粒料包覆成型1)原料选择。此外,聚乙烯介电损耗很低,且耐高压,在隔绝空气加热至200℃时,其电性能仍变化很小。①交联聚乙烯电线电缆包覆工艺。⑥加工成型方便。捏合的目的是使组分混合均匀。电缆包覆料中炭黑分散的好坏,直接影响包覆的外观质量、拉伸强度、断裂伸长率、环境应力龟裂性能、低温脆化性能等,而母料中炭黑分散的好坏又直接影响电缆包覆料中炭黑分散度。8)黑色PE电缆护套料的应用。......
2023-06-15
(1)医用聚氯乙烯管造粒工艺
1)原料配方(质量份)。PVC(医疗级)树脂,100;DOP,40;有机酸钙,1.5;有机酸锌,1.8;有机酸铝,1.6;亚磷酸酯,2;其他,适量。
2)生产设备。高速热混合机、冷混合器、挤出机、切粒机。
3)生产工艺。医用聚氯乙烯造粒工艺流程如图9-24所示。在挤出生产中,挤出机的机筒应保持一定的真空度,以抽出低分子挥发物。

图9-24 医用聚氯乙烯造粒工艺流程
4)PVC医用粒料外观尺寸和要求见表9-4。
表9-4 PVC医用粒料外观尺寸和要求

(2)铝塑复合管专用粒料
1)原料配方(质量份)。HDPE,60;LLDPE,40;抗氧剂168,0.5~1.0;聚乙烯蜡,5~10;其他,适量。
2)生产设备。选用SJSH-72平向同向双螺杆挤出机塑化造粒。
3)生产工艺。
①采用2480、7042、7006A三种树脂共混,同时添加一定量的抗氧剂和分散剂,用双螺杆挤出机挤出造粒。
②工艺条件。内管各段温度分别为进料段170~180℃、塑化段190~200℃、均化段210~220℃、机头温度为200~210℃。主机螺杆转速为120~140r/min,喂料机转速为23~25r/min。
外管的包覆速度一般为10~15m/min,且管材表面应光滑、平整。外管各段温度分别为下料段180~200℃、塑化段210~220℃、均化段230~240℃、机头温度为220~230℃。出模温度若超过240℃,管材表面会出现鱼鳞纹和鲨鱼皮斑。
(3)PVC和木粉的共混挤出造粒
1)原料配方:废PVC(硬质)、细木粉(经筛选,以松木为主)、POE-MAH(接枝改性料)。
①配方a(质量分数)。PVC,40%;木粉,55%;POE-MAH,5%。
②配方b(质量分数)。PVC,50%;木粉,45%;POE-MAH,5%。
③配方c(质量分数)。PVC,60%;木粉,35%;POE-MAH,5%。
2)生产设备。
①选用SJ-72平行同向双螺杆挤出机塑化造粒。
②干燥装置。
③粉碎机。
④混合机
⑤天平。
⑥烘箱。
3)混合造粒。将木粉在80℃的烘箱中烘2h,同时将废PVC用粉碎机粉碎成小颗粒,并按上述配方混合。再加入适量的邻苯二甲酸二丁酯,充分混合后送入挤出机。挤出机各段温度分别为进料段140~150℃、塑化段150~160℃、均化段160~170℃、连接段160~170℃,机头温度为155~165℃。熔料挤出后经切粒机切成粒状。
4)粒料烘干。将粒料放入60℃的烘箱中再干燥5h。
(4)耐老化防雾滴农膜母粒料
1)主料。主料采用熔体流动速率为2g/min(1分钟挤出量,按GB/T 3682—2000标准测定)的薄膜级低密度聚乙烯,以保证主料与助剂有较好的掺混效果,同时又能分散均匀,在吹膜时能达到与吹膜基料有相近的流动性和共混相容性。
2)光稳定剂。高分子材料的老化是在热、氧、光等因素引发下进行的自由基链反应过程,要阻止和延期反应过程就要加入光稳定剂。选择双功能受阻胺光稳定剂与镍螯合型光稳定剂并用,使它们产生协同效应,不但对光氧化和热氧化有较好的稳定作用,还有猝灭激发态和捕捉活性自由基的功能。
3)防雾滴剂。可选择几种复合型非离子表面活性剂(防雾滴剂)复合使用。这些防雾滴剂的分子结构由亲水基团和疏水基团组成,能在较高的气温(30℃)和低温(-5℃)环境中,使附在膜上的水蒸气附在亲水基团上。由于表面活性剂均匀地分布在膜上,疏水基团使水珠向周围扩散,增大了水珠的曲率半径使其流入地下,消除了水雾的存在。如果棚膜有水雾存在,阳光被遮挡,影响植物生长。在选择防雾滴剂时应满足下列要求:有良好的防雾持久性,不影响PE膜的性能,如透光性、稳定性等;热稳定性好,在塑料成型加工温度下不会分解;与其他助剂的配合性好,不妨碍其他助剂的功能。防雾滴剂在母料中的含量一般不超过20%,防雾滴剂在薄膜内的最佳含量为1%~2%,防雾滴剂母粒料在LDPE树脂中的掺混比例为1∶10。
4)光调节剂。在母料中加入少量复合型光调节剂,可使薄膜对白天照射的波长为0.3~3.0μm光线产生折射,对夜晚从地面大气层散射的波长为3.0~8.0μm的红外线产生阻隔,有效地提高光照均匀性和薄膜保温性。
5)主要设备。
①高速加热混合机。
②同向平行双螺杆挤出机,长径比为30,螺杆直径为60mm,螺杆转速为0~300r/min。
③平板切粒机。
④测试仪器主要有熔体流动速率测试仪、干燥箱、微机型光度分光仪、老化试验设备等。
6)母粒料生产。
①工艺流程。耐老化、防雾滴农膜中加入的助剂多数都具有一定的润滑性,或者是相对密度较小的粉状物,在吹塑薄膜时如果将其直接加入树脂中会造成螺杆打滑,在树脂中分散不均匀,加工时会飞扬,影响薄膜质量,污染生产环境,造成不必要的经济损失,所以要先把树脂与助剂做成母粒料后再使用。母粒料的生产方法有:①炼塑法;②单螺杆挤出机挤出造粒;③双螺杆挤出机挤出造粒。其生产工艺流程如图9-25所示。

图9-25 耐老化防雾滴农膜母粒料生产工艺流程
②工艺条件。主机转速为160~220r/min,各段温度分别为加料段70~80℃,过渡段100~120℃,塑化段130~150℃,均化段140~160℃,机头温度为120~140℃,冷却水温为30~50℃。
由于加入的助剂具有润滑性、黏性,主要成块状,同时还有相对密度较小的粉状物。如采用密炼法难以使助剂与载体很好混合,相容性差。且平板切粒机切出的颗粒成方形,粒度较大,在吹膜时,会造成与基料掺混不均和下料不匀,影响薄膜质量,所以不宜采用密炼机。
③生产设备。实践证明,选择双螺杆挤出机挤出造粒是最理想的。因为两根螺杆的间隙很小,具有较强的剪切力,树脂与助剂在混合后进入双螺杆挤出机,物料在螺杆中的输送轨迹为∞形,在螺杆设计的反流区、混炼区会产生短暂的滞留增压,物料能够得到较好的共混,且分散均匀。另外由于加工工艺温度较低,助剂不会挥发,助剂含量损失较小,因此生产的母料颗粒均匀、性能稳定。
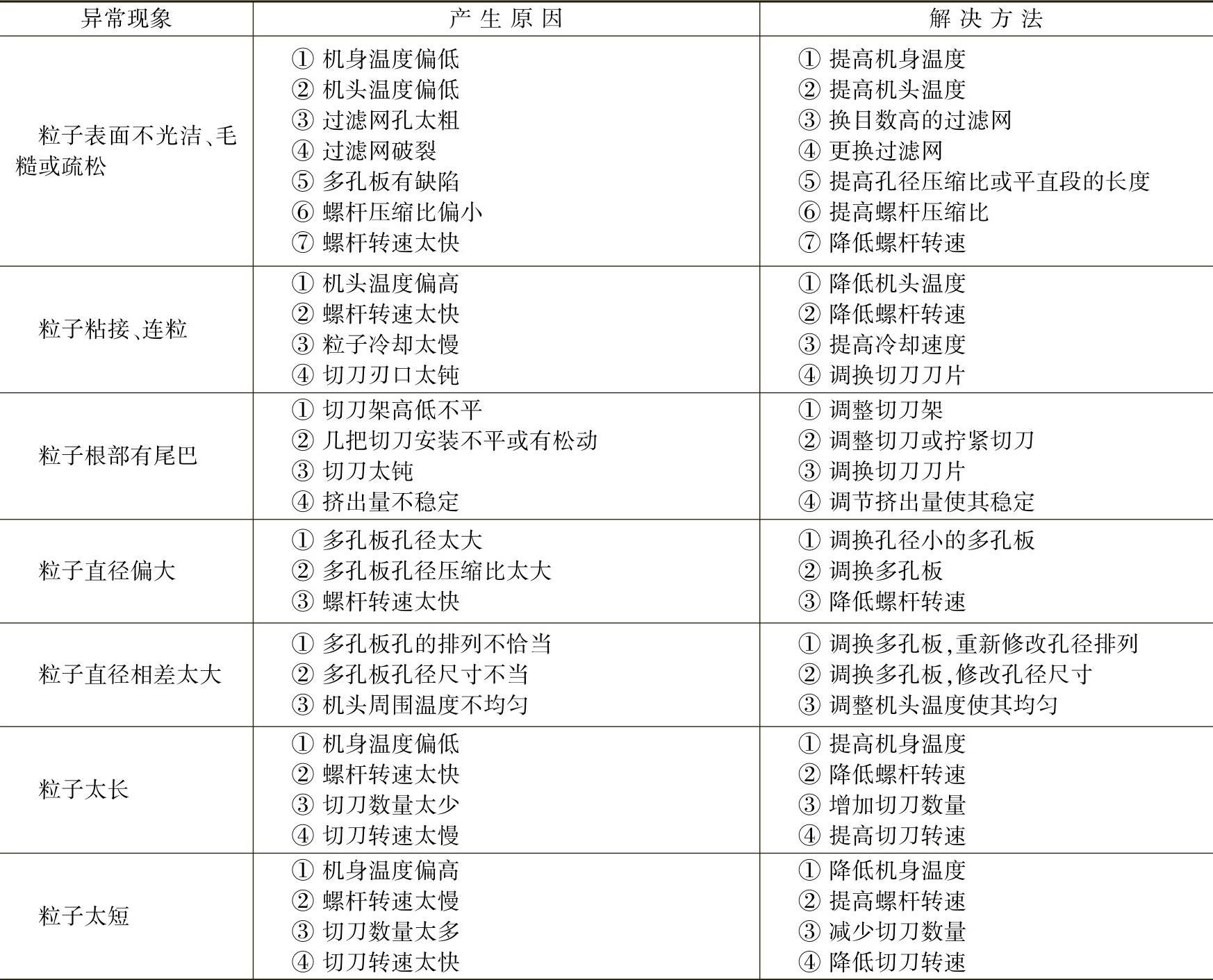
(5)挤出造粒生产中的异常现象、产生原因及解决方法(见表9-5)
表9-5 挤出造粒生产中异常现象、产生原因及解决方法
(6)挤出造粒辅机设备完好标准
1)冷却水槽无水垢,上、下水通畅,无漏水现象。
2)减速箱运转平稳,无异常声响和振动。
3)V带、链条的松紧度适度、传动平稳。
4)牵引辊压力均匀,牵引速度平稳,调速范围达到设计要求。
5)切刀锋利,切料装置旋转无异常声响和振动。
6)电器元件齐全完好。
8)设备外观整洁,无黄袍,无油垢,铭牌齐全清楚。
9)随机附件齐全,保管妥善。

聚乙烯粒料包覆成型1)原料选择。此外,聚乙烯介电损耗很低,且耐高压,在隔绝空气加热至200℃时,其电性能仍变化很小。①交联聚乙烯电线电缆包覆工艺。⑥加工成型方便。捏合的目的是使组分混合均匀。电缆包覆料中炭黑分散的好坏,直接影响包覆的外观质量、拉伸强度、断裂伸长率、环境应力龟裂性能、低温脆化性能等,而母料中炭黑分散的好坏又直接影响电缆包覆料中炭黑分散度。8)黑色PE电缆护套料的应用。......
2023-06-15

原料选择PP打包带挤出成型主要用料是聚丙烯树脂,树脂的熔体流动速率为2~3.5g/10min,密度为0.91g/cm3。聚丙烯母料采用无规聚丙烯,需加入一定比例的碳酸钙和其他辅料制成。机头模唇温度应比机筒最高温度低10℃,这样成型较好。料坯合格后,才能把带坯引入冷却水槽和拉伸牵引辊,并引进压花辊和双盘收卷机。7)通常模唇口宽度是打包带制品宽度的4~4.5倍,模唇口间隙是打包带成品厚度的3倍。......
2023-06-15

3)吹塑成型制品的吹塑冷却定型模具温度为20~50℃。2)聚丙烯瓶成型前所用的管坯挤出设备都相同,不同的是成型管坯后坯管的制颈和封底工艺。PP制品的拉伸比为1.5~2.5,吹胀比为3~5。管坯加热烘道把聚丙烯瓶坯加热至原料的玻璃化温度和熔化温度之间,即145~155℃,且瓶坯各部位温度应一致。瓶内装满水后旋紧盖从1.2m高处坠落3次应无破裂、损坏,卫生指标应符合GB 9688—1988《食品包装用聚丙烯成型品卫生标准》的规定。......
2023-06-15
聚丙烯薄膜的挤出吹塑成型1)原料准备。聚丙烯薄膜挤出吹塑成型应选用熔体流动速率为4~10g/min、密度为0.89~0.91g/cm3的树脂。聚丙烯塑料薄膜平挤下垂吹塑生产线如图2-35所示。生产设备 聚丙烯薄膜选用通用型单螺杆挤出机,螺杆结构可用等距渐变型或等距突变型,长径比L/D为20~25,压缩比应小于4,一般为3~4。成型模具结构与聚乙烯薄膜挤出吹塑模具结构相同,一般都选用螺旋式芯棒结构模具。......
2023-06-15

单丝冷却水箱温度控制在25~35℃,单丝出机头的温度在300℃以上。包角为20°时,单丝在机头喷丝板处不易产生熔融断丝,单丝质量好。辊筒牵引拉伸倍数为8~10,烘道内温度可达140~160℃,单丝强度较高。挤出机温度控制为170~190℃、190~210℃、210~230℃、230~250℃,接颈温度为240~250℃,机头温度为230~240℃。挤出前需干燥至含水量小于0.1%。聚氯乙烯单丝生产工艺RPVC单丝挤出成型要选用流动性好的SG4和SG5拉丝级专用树脂。......
2023-06-15

棒材生产工艺 原料中如果有水分,挤出的棒材内部就会产生气泡,形成大量的蜂窝状空隙。4)挤出成型不同截面形状制品时,要注意口模形状的选择。6)塑料棒材的挤出塑化成型温度应控制在比原料的熔融温度高30℃。7)较大直径棒材成型后要及时进行热处理,以消除内应力。聚酰胺棒材热处理方法是放在100℃水中浸泡3~4h。常用工程塑料棒材挤出成型工艺条件见表7-4。......
2023-06-15

聚丙烯扁丝是用聚丙烯树脂经挤出机塑化熔融后,先挤出成薄片或薄膜,经分切成一定宽度,再纵向拉伸和热处理而制成。图7-32a所示为平膜(流延)法,聚丙烯树脂在挤出机内塑化熔融后,采用T形机头流延法生产下水冷却,经分切后拉伸成型。生产设备 聚丙烯扁丝挤出成型工艺流程如下其生产设备主要包括挤出机、机头、冷却装置、切割装置、弓形加热板、拉伸辊筒、热处理设备、分丝架和卷取装置。......
2023-06-15

原材料准备 聚乙烯瓶是指容积为几十毫升至几升的各种小规格中空制品。这类塑料瓶用挤出吹塑成型,与聚乙烯桶的生产成型工艺相似。聚乙烯瓶既可用熔体流动速率为0.5~3g/10min的线型低密度聚乙烯,也可用熔体流动速率为0.10~1.2g/10min的高密度聚乙烯树脂。吹胀成型中空制品的模具温度控制在20~50℃。聚乙烯瓶的质量要求1)瓶的外观质量要求。③跌落性能试验。应达到无破裂现象。②高度150mm≤H≤220mm时垂直度的极限偏差≤4.5mm。......
2023-06-15
相关推荐