干式热切风送冷却机组由挤出机、机头、热切粒装置、料粒风送系统、冷却装置等组成,如图9-2所示。图9-2 干式热切风送冷却机组图9-3 热切造粒机头结构1—刀架 2—固定螺钉 3—刀架轴 4—集料罩 5—电动机 6—刀片 7—压板干式热切风送冷却机组,主要适合于熔融黏度较大的PVC塑料造粒。......
2023-06-15

图9-16 空中热切粒装置
1—机筒 2—螺杆 3—过滤板 4—机头 5—多孔模板 6—玻璃罩 7—切刀 8—带轮 9—旋风分离器 10—冷却箱 11、12—鼓风机

图9-17 挤出条料冷切机组

图9-18 强制拉条冷切粒机组
(1)挤出条料冷切机组 挤出条料冷却造粒是最早使用也是应用最广泛的造粒方式,挤出条料冷切机组如图9-17所示。这种造粒方式要求树脂熔体强度比较好,不容易拉断,不适合PP、PET、PA这类塑料。挤出条料冷切机组主要由挤出机、机头、冷却水槽、切粒机等组成。图9-18所示为强制拉条冷切粒机组,其工艺流程为挤出机→多孔板与滤网→拉条机头→风冷或水冷却→切粒→圆柱颗粒→包装入库。
有时为了便于操作或在难于成条的情况下,使用强制拉条切粒机。强制拉条切粒机上有引导装置和把料条引向切刀的一对传递带,它们把料条引入水槽。水槽可以是倾斜的,使冷却水向后自动排出,料条晾干后切粒。料条数目一般不超过40根。料条直径由牵引速度决定,粒料的长度由送料辊速度确定。料条牵引速度一般为60~70m/min。
(2)挤出片料冷切机组 挤出片料冷切机组的组成基本与挤出条料冷切机组一样,只是片料不用水冷,而采用的是冷却辊冷却,如图9-19所示。由于片料在被输送到切粒机的过程中不容易像条料那样拉断掉在地上报废,所以一个员工可以同时操作几台机组。
图9-20所示的冷切机是与挤出片料冷切机组配套使用的,它也可用于条料冷切,只是在进行条料切断时需拆除纵向切条辊(片料专用辊)。
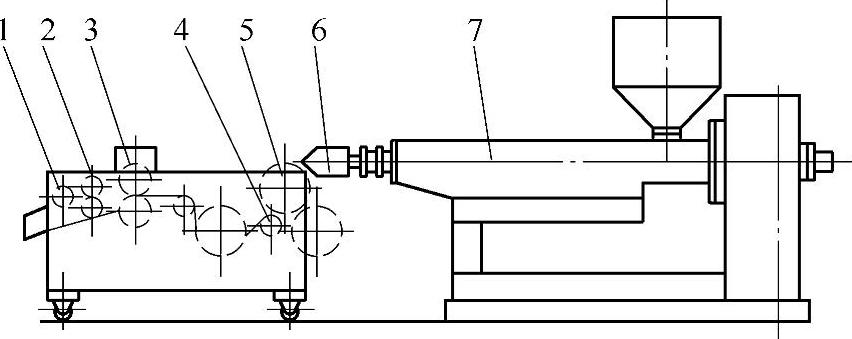
图9-19 挤出片料冷切机组
1—旋转切粒装置 2—切条辊 3—牵引辊 4—导辊 5—冷却辊 6—机头 7—挤出机

图9-20 冷切机

干式热切风送冷却机组由挤出机、机头、热切粒装置、料粒风送系统、冷却装置等组成,如图9-2所示。图9-2 干式热切风送冷却机组图9-3 热切造粒机头结构1—刀架 2—固定螺钉 3—刀架轴 4—集料罩 5—电动机 6—刀片 7—压板干式热切风送冷却机组,主要适合于熔融黏度较大的PVC塑料造粒。......
2023-06-15

图5-27 冲切制件留载体3.留载体也留制件留载体也留制件这种方式常常用于满足后步工序的需要,带料(条料)上的制件虽经多工位级进模冲压结束了,但仍留在载体上,如小电流接线端子。......
2023-06-26

导向装置采用滚动式导柱、导套,导柱固定在上模座上,采用可拆卸固定方式,方便模具的拆装、维修、更换,精度等级为0级,可以保证模具动作平稳,凸、凹模的间隙均匀。卸料垫板采用整体式,材料为40Cr调质处理,采用与导柱滚动式配合,冲压时使上模座、卸料板、下模座连成一体,保证冲压过程中的精密导向。凸模与卸料板的配合取冲裁间隙的1/3,弹压卸料板具有卸料、压料、保护凸模、控制步距和精密导向的综合作用。......
2023-06-26

板(片)材挤出机头口模的调节方式 口模平直段的长度,一般要根据板材的厚度而定,通常取板材厚度的20~30倍。图6-22所示为格子板机头用螺钉调节模唇上下移动而控制口模出胶间隙的方法。一般情况下,生产板材的扁平机头都兼用阻流块、阻流棒和口模间隙调节装置。板材机头口模技术参数与制品质量关系1)板坯进入三辊的方向与制品质量关系。图6-30 ABC塑料板材的机头温度分布5)口模宽度与出料均匀性。......
2023-06-15

从年理论发电量和等效满负荷小时数的高低方面考虑,选取V90-2000风电机组作为进一步优化比选的机型。风电机组布机点坐标及年理论发电量见表3-9。......
2023-06-23

现以某厂2号高炉的液压传动为例,说明无料钟炉顶液压传动系统的概貌。无料钟炉顶液压传动泵站系统如图7-13所示。液压泵长期运转,一台工作,一台备用。当主油路的压力达9.5MPa时,控制溢流阀的电磁阀4接通,使液压泵在卸荷状态下运转。当压力达到10.5MPa或下降到6MPa时,液压泵就自动停泵并发出信号,过高的压力说明控制电磁阀和溢流阀失灵,过低的压力说明管路破裂大量漏油。......
2023-06-15
任务导引蜗杆传动主要用于传递空间垂直交错两轴间的运动和动力。蜗杆传动具有传动比大、结构紧凑等优点,广泛应用于机床分度机构、汽车、仪表、起重运输机械、冶金机械及其他机械设备中。......
2023-06-22
卷取机跑偏EPC控制系统的工作目的就是要保证钢带卷齐的精度。按照现有的文献资料和设计手册中的介绍,钢带卷取时,钢带位移的偏移xi存在一个跑偏频率ωp,只有当EPC系统的频宽ωb大于ωp时,系统才能及时纠偏,这样才能保证卷齐精度。然而,该参数的范围太大,据此进行的设计不够准确,为此,又实测了机组的跑偏频率ωp和纠偏速度vp。......
2023-06-15
相关推荐