水环湿式热切粒机组用于聚乙烯、聚丙烯造粒,是挤出造粒产量最高的高效新型设备。虽然在聚烯烃树脂中加入大量填料或颜料时,也可用干式热切粒,但产量非常低,所以聚乙烯、聚丙烯这些冷却慢的和弹性体、热熔胶这些软且易粘连的塑料造粒广泛采用水环湿式热切粒机组。水环湿式热切粒机组采用直角机头,挤出的料条向下将机头口模置于高速回转的水环中间,采用热切装置,料粒从机头口模切下后,立即浸入冷却水中,不会发生粘接现象。......
2023-06-15
水下湿式热切机组用于PE、PP树脂的造粒,是挤出造粒产量较高的新型设备。水下切粒挤出机的螺杆直径较大,一般为350~480mm,长径比为25~28,带混炼头,工艺流程如图9-12所示,机头和切刀在循环的温水中进行工作。
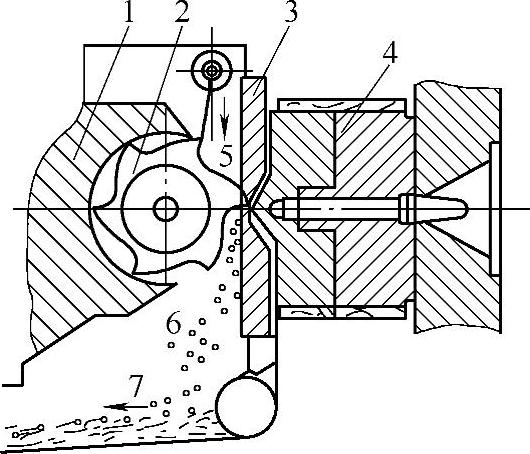
图9-11 水冷模面切粒机
1—切粒机构 2—铣齿切刀 3—模板 4—机头体 5—喷水 6—粒料 7—排水
水下切粒的优点是颗粒不易粘连,大小均匀,外形光滑、圆润,加工时易下料,机头模板孔数多,切刀可高速旋转,因此产量高。用直径480mm的螺杆,转速110r/min,电动机功率2200kW的挤出机制造聚乙烯粒料,最大生产率可达15t/h。
水下切粒机头如图9-13所示。挤出机头的隔热保护非常重要。隔热保护的目的是要减少被水带走的热量。相对于机头近200℃的温度,尽管此时循环水的温度只有70~80℃,但如果不搞好隔热处理,热量的损失是惊人的。隔热的目的就是确保机头的温度不能下降太多,以免导致机头过冷出不了料。隔热层可以是外置的(见图9-14),也可以是内置的(见图9-15)。外置隔热层的水下切粒机头由螺钉、机头口模板、隔热板、机头体等组成。内置隔热层的水下切粒机头由隔热板、口模板、耐磨表面、隔热流道、机头体、热载体流道、密封圈等组成。
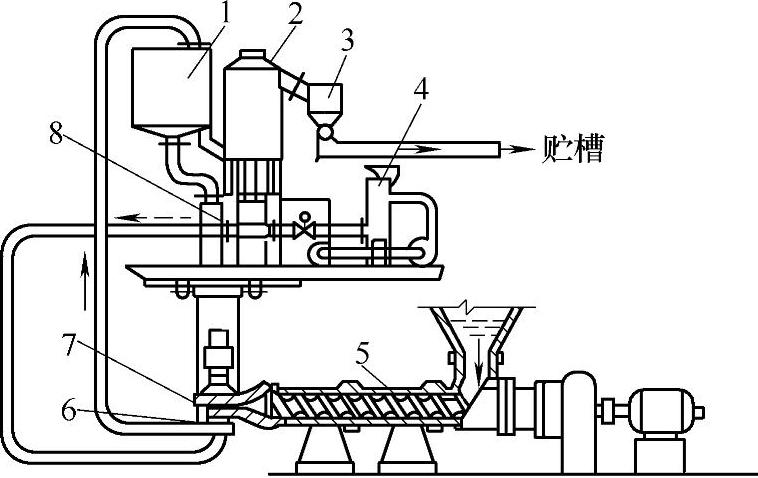
图9-12 水下切粒工艺流程
1—脱水槽 2—干燥器 3—产品接受器 4—过滤器 5—挤出机 6—多孔模板 7—水下切粒机头 8—加热器
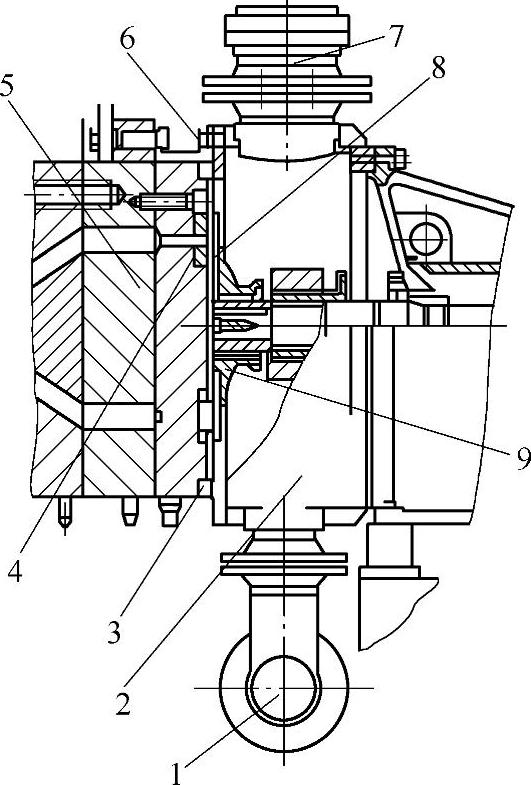
图9-13 水下切粒机头

水环湿式热切粒机组用于聚乙烯、聚丙烯造粒,是挤出造粒产量最高的高效新型设备。虽然在聚烯烃树脂中加入大量填料或颜料时,也可用干式热切粒,但产量非常低,所以聚乙烯、聚丙烯这些冷却慢的和弹性体、热熔胶这些软且易粘连的塑料造粒广泛采用水环湿式热切粒机组。水环湿式热切粒机组采用直角机头,挤出的料条向下将机头口模置于高速回转的水环中间,采用热切装置,料粒从机头口模切下后,立即浸入冷却水中,不会发生粘接现象。......
2023-06-15

干式热切风送冷却机组由挤出机、机头、热切粒装置、料粒风送系统、冷却装置等组成,如图9-2所示。图9-2 干式热切风送冷却机组图9-3 热切造粒机头结构1—刀架 2—固定螺钉 3—刀架轴 4—集料罩 5—电动机 6—刀片 7—压板干式热切风送冷却机组,主要适合于熔融黏度较大的PVC塑料造粒。......
2023-06-15

由于该驱动系统各驱动滚轮排列成直线状态,因此称之为直线压滚式扶手带驱动装置,简称直线驱动装置。驱动滚轮仍然是由扶手带驱动链条加以驱动,但链条不对驱动滚轮产生正压力,因此驱动滚轮在工作中只受切向力,所需要的驱动力要小于链条张紧式扶手带驱动装置。图4-2-6 带有摩擦驱动带的扶手带直线驱动装置3.驱动力分析计算下面对弹簧压紧式扶手带驱动装置所能产生的最大驱动力F2HLD的分析与计算作简要介绍。......
2023-06-15
选择单选按钮,可以在启用时,只显示被追踪点的正交追踪路径;选择单选按钮,可以将极轴角设置应用到,即此时可以按极轴角增量及附加角设置追踪指定点的路径。 利用正交和极轴功能完成图2-1的绘制。......
2023-06-21

当软土地基的深层钻进遇到地下水问题时,采用泥浆护壁湿式成孔能够解决施工中地下水带来的孔壁塌落、钻具磨损发热及沉渣问题。常用的成孔机械分为冲击式钻孔机、潜水电钻、斗式钻头成孔机、全套管护壁成孔钻机和回转钻机等。国内尚无斗式钻头成孔机定型产品,多为施工单位自行加工。回转钻机是目前灌注桩施工中用得最多的施工机械,该钻机配有移动装置,设备性能可靠,噪声和振动小,效率高,质量好。......
2023-08-29
因此,进行水下焊接与切割作业时,必须切实遵守水下焊接和切割的安全规定,确保施工安全。水下焊接与切割时,要注意保护作业人员的眼睛。水下焊接舱内不能放置涂料、熔剂等可能放出有毒或刺激性气体的物质。局部干法水下焊接的安全防护要求与湿法水下焊接的要求相同。......
2023-06-26

焊接水深6~7m,采用T203水下焊条,焊条直径4mm,焊接电流为180~200A。牺牲阳极焊完后,测钢管桩电位全部达到-0.95V,说明水下焊接的连接良好,牺牲阳极可起防腐蚀作用。渤海12号钻井平台有6根水下桩,需焊焊缝是连接钢桩和导管的弧形板两端的两条环缝。图1-8-21所示为潜水焊工在挡流筒内进行水下焊接操作的示意图。图1-8-21 水下桩水下焊接操作示意图......
2023-06-26
电子功率开关的通断是由时间比率控制电路产生的脉冲信号进行控制的,也就是说,逆变式弧焊电源采用了TRC控制。PWM控制常用于逆变频率较高的逆变式弧焊电源。图6-14 PWM控制信号a)电路原理图 b)波形图2.PFM控制PFM控制,即脉冲频率控制方式,也就是“定脉宽调频率”控制方式。图6-15所示是逆变式弧焊电源中采用PFM控制的示意图。......
2023-06-30
相关推荐