水环湿式热切粒机组用于聚乙烯、聚丙烯造粒,是挤出造粒产量最高的高效新型设备。虽然在聚烯烃树脂中加入大量填料或颜料时,也可用干式热切粒,但产量非常低,所以聚乙烯、聚丙烯这些冷却慢的和弹性体、热熔胶这些软且易粘连的塑料造粒广泛采用水环湿式热切粒机组。水环湿式热切粒机组采用直角机头,挤出的料条向下将机头口模置于高速回转的水环中间,采用热切装置,料粒从机头口模切下后,立即浸入冷却水中,不会发生粘接现象。......
2023-06-15
干式热切风送冷却机组由挤出机、机头、热切粒装置、料粒风送系统、冷却装置等组成,如图9-2所示。
热切造粒机头结构如图9-3所示。
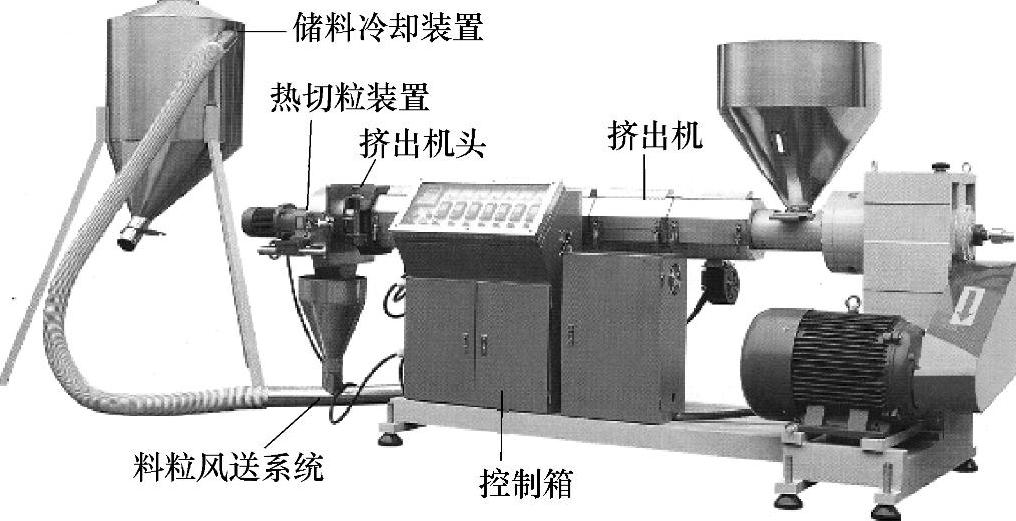
图9-2 干式热切风送冷却机组
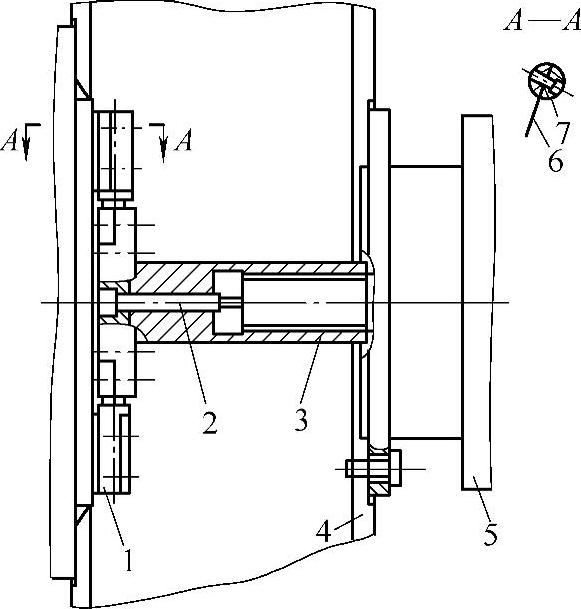
图9-3 热切造粒机头结构
1—刀架 2—固定螺钉 3—刀架轴 4—集料罩 5—电动机 6—刀片 7—压板
干式热切风送冷却机组,主要适合于熔融黏度较大的PVC塑料造粒。该设备结构简单,操作方便。它将切粒机的旋转切刀紧贴在机头出口模板上,直接将从机头挤出来的热的圆条状塑料切成粒料,然后用冷风将粒料吹到粒仓,经风冷至常温后装袋入库。
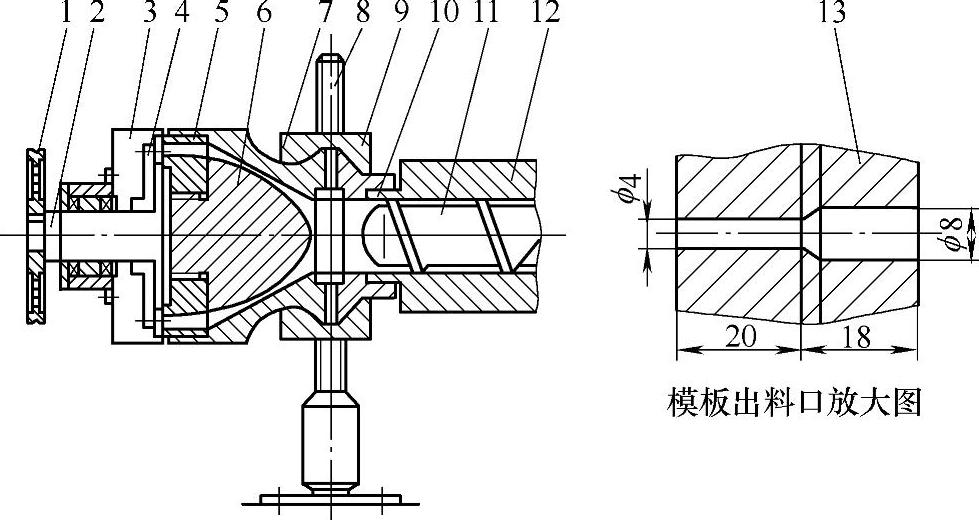
图9-4 干式热切造粒机头与切刀的连接
1—带轮 2—切刀轴 3—罩子 4—切刀 5—多孔模板 6—分流器 7—机头体 8—丝杆 9—哈夫锁紧法兰 10—多孔板 11—螺杆 12—机筒 13—模板出料孔
干式热切造粒机头为带有分流器的多孔机头,分流器将从过滤网、多孔板挤出的物料逐渐减薄,分流到多孔模板的出料孔。出料孔为同心圆分布,一般是两圈。若机头和挤出机较大,出料孔也可多排几圈。模板出料孔的直径进端大,出端小,对熔融物料起压缩作用,使挤出的圆料条光滑密实,无凹陷和气泡。切刀轴上一般安装2~4把切刀,若挤出机和机头较大,模孔排列较多,挤出条料多,切刀数量可增至6~8把。切刀形状可为长条形,也可为镰刀形。镰刀形效果较好,不易产生“连粒”现象。干式热切造粒机头与切刀的连接如图9-4所示。切刀紧贴模板出料口平面上,切刀装置可以前后移动,以方便对机头的清洗工作。另外刀片或刀轴一般都装有弹簧压紧装置,用于消除刀片与出胶模板的间隙。

水环湿式热切粒机组用于聚乙烯、聚丙烯造粒,是挤出造粒产量最高的高效新型设备。虽然在聚烯烃树脂中加入大量填料或颜料时,也可用干式热切粒,但产量非常低,所以聚乙烯、聚丙烯这些冷却慢的和弹性体、热熔胶这些软且易粘连的塑料造粒广泛采用水环湿式热切粒机组。水环湿式热切粒机组采用直角机头,挤出的料条向下将机头口模置于高速回转的水环中间,采用热切装置,料粒从机头口模切下后,立即浸入冷却水中,不会发生粘接现象。......
2023-06-15
水下湿式热切机组用于PE、PP树脂的造粒,是挤出造粒产量较高的新型设备。图9-11 水冷模面切粒机1—切粒机构 2—铣齿切刀 3—模板 4—机头体 5—喷水 6—粒料 7—排水水下切粒的优点是颗粒不易粘连,大小均匀,外形光滑、圆润,加工时易下料,机头模板孔数多,切刀可高速旋转,因此产量高。水下切粒机头如图9-13所示。外置隔热层的水下切粒机头由螺钉、机头口模板、隔热板、机头体等组成。......
2023-06-15

传统插削是采用有滚动或无滚动的往复运动方式插齿,这种加工方式会使工件加工表面产生强烈的变形和加工硬化,从而导致插齿刀后刀面发生磨损,影响插齿过程的进行和插齿质量。试验过程的结果表明,采用涂层刀具,在不降低插齿刀使用寿命和加工质量的条件下,完全可以实现干插齿加工。从图4-63b可以看出,在一定的插齿间歇次数下,干切削加工时的月牙洼磨损深度值比使用切削液时小。......
2023-06-25

对切削加工区加注冷却介质的目的主要是冷却、润滑、排屑和被加工面的防锈保护,从而达到保护刀具,减少切削热,提高工件加工质量和生产率之目的。切削加工的冷却方法大体上可以理解为三种:湿式浇注冷却、自然冷却和干(亚干)式冷却。自然冷却 在切削加工中仅依靠自然环境冷却作用满足加工要求,这主要是相对目前加注切削液冷却切削方法而言,除自然环境外切削加工时不加任何“修饰”完成加工任务,如对铸铁材料的传统加工工艺。......
2023-06-25
数字化淬火冷却控制技术,是指通过计算机模拟确定工艺,并在计算机控制下的淬火冷却设备上采用预冷与水、空气交替控时冷却的方法,实现对于用传统工艺和其他介质难以达到要求的工件的淬火。采用数字化淬火冷却控制技术,可解决上述问题。淬火冷却分三阶段进行。......
2023-06-24

为保证汽车发动机正常工作和延长发动机使用寿命,要求发动机冷却液应具备以下性能。发动机冷却液在较高温度下不沸腾,可保证汽车在满载、高负荷、高速或在山区、热带夏季正常行车,同时沸点高则冷却液蒸发损失也少。因此,要求发动机冷却液应具有较高的沸点。......
2023-06-23

水的冷却构筑物包括水面冷却池、喷水冷却池和冷却塔,其中冷却塔是循环冷却水系统中的主要冷却构筑物。冷却塔根据循环水在塔内与空气是否直接接触,分干式冷却塔和湿式冷却塔。干式冷却塔造价高,冷却效率低,一般只在缺水地区使用;湿式冷却塔更为常用,本教材所介绍的冷却塔主要指湿式冷却塔。除水器主要用于分离回收夹带在空气中的雾状小水滴,以减少水量损失。......
2023-06-19

相关推荐