按几何形状分类 挤出造粒按几何形状可分为以下三类。挤出切粒法生产粒料稳定且自动化程度高,生产效率高。挤出造粒才是真正意义上的造粒,也是本章所要论述的内容。表9-1 切粒方法与颗粒形状按用途分类 为了便于挤出成型加工,将树脂粉和各种助剂混合在一起,经捏合挤出,制成一定形状的颗粒,这个过程就叫造粒加工。挤出造粒按用途可分为专业造粒、自用造粒、回收废旧塑料造粒。......
2023-06-15
(1)原材料与配方
1)塑料鞋粒料。塑料鞋粒料所用树脂多为SG3中等黏度的型号,增塑剂的加入量一般在70份(质量份)以下。几种增塑剂搭配使用,根据使用地区可适当添加耐低温的增塑剂。稳定剂用铅盐类或硬脂酸盐类,特殊情况下可用有机锡类。
泡沫鞋料(质量份):PVC,100;DOP,35;DBP,30;环氧硬脂酸丁酯,5;石油酯,10;3PbO,0.5;2PbO,1.0;PbSt,0.5;BaSt,1.0;AC,0.5;HSt,0.1;CaCO3,3。
不透明鞋料(质量份):PVC,100;DOP,20;DBP,25;环氧硬脂酸丁酯,5;石油酯,15;3PbO,2;2PbO,2;PaSt,0.5;BaSt,1.0;CaCO3,3。
半透明鞋料(质量份):PVC,100;DOP,26;DBP,26;DOS,6;有机锡,1.5;3PbO,0.3;BaSt,0.2;CdSt,0.8。
珠光鞋料(质量份):PVC,100;DOP,28;DBP,26;环氧大豆油,10;月桂酸二丁基锡,2.2;BaSt,0.9;CdSt,0.8;珠光颜料,2。
仿皮鞋底鞋料(质量份):PVC,100;DOP,20;DBP,20;M-50,15;氯化石蜡6;CPE;8;3PbO,2;2PbO,2;BaSt,0.8;PbSt,0.4;石蜡,0.2。
2)硬质与半硬质PVC日用品粒料。
镜框粒料(质量份):PVC,100;DOP,10;PbSt,0.6;BaSt,0.3;CdSt,0.6;螯合剂,0.8;石蜡,0.8;着色剂,适量。
仿藤条(质量份):PVC,100;DOP,8;3PbO,4;BaSt,2;月桂酸二丁基锡,0.5;石蜡,0.5;着色剂,适量。
塑料帽(质量份):PVC,100;DOP,5;3PbO,4;BaSt,2;石蜡,0.5;着色剂,适量。
梳子粒料(质量份):PVC,100;DBP,9.5;环氧油酸丁酯,2.5;BaSt,0.8;CdSt,1;月桂酸二丁基锡,1;石蜡,0.5;着色剂,适量。
透明丝粒料(质量份):PVC,100;DOP,7;DBP,4;BaSt,0.8;CdSt,0.5;月桂酸二丁基锡,1.2;螯合剂,0.8;着色剂,适量。
3)挤出母粒料。
聚烯烃填充母粒料(质量份):载体树脂(PE或PP),15~20;重质碳酸钙,70~80;偶联剂,0.6~1.2;润滑剂,5~7;分散剂,适量;光稳定剂,适量。
分散剂可选用聚乙烯蜡或硬脂酸。
聚烯烃色母粒料(质量份):载体树脂(PE或PP),70~30;颜料,30~70;分散剂,适量;润滑剂,0.1~0.2;添加剂,适量。
(2)挤出造粒质量要求
1)粒的尺寸规格。可以是边长为3mm或边长为4mm的立方体,也可是直径为3mm、长度为2~6mm的圆柱体。
2)颗粒大小要均匀、无碎末料。
3)塑化均匀、色泽光亮、无杂质。
4)颗粒无粘连现象,不允许有较长的(长度超过30mm)的条形粒。
(3)粒料的优点 采用颗粒料不仅比粉料加工成型好,而且还具有以下优点。
1)加料方便,不需要在加料斗安装强制加料器。
2)颗粒料相对密度比粉末料大,塑料制品强度较好。
3)造粒后树脂与各种固体粉末料或液体助剂的混合较均匀,塑料制品的物理性能也较均匀。
4)塑料制品色泽较均匀。
5)颗粒料含空气剂挥发物较少,塑料制品不易产生气泡。
6)因无粉末飞散,颗粒料对挤出机和生产环境无污染,改善了劳动条件,提高了环保指标。
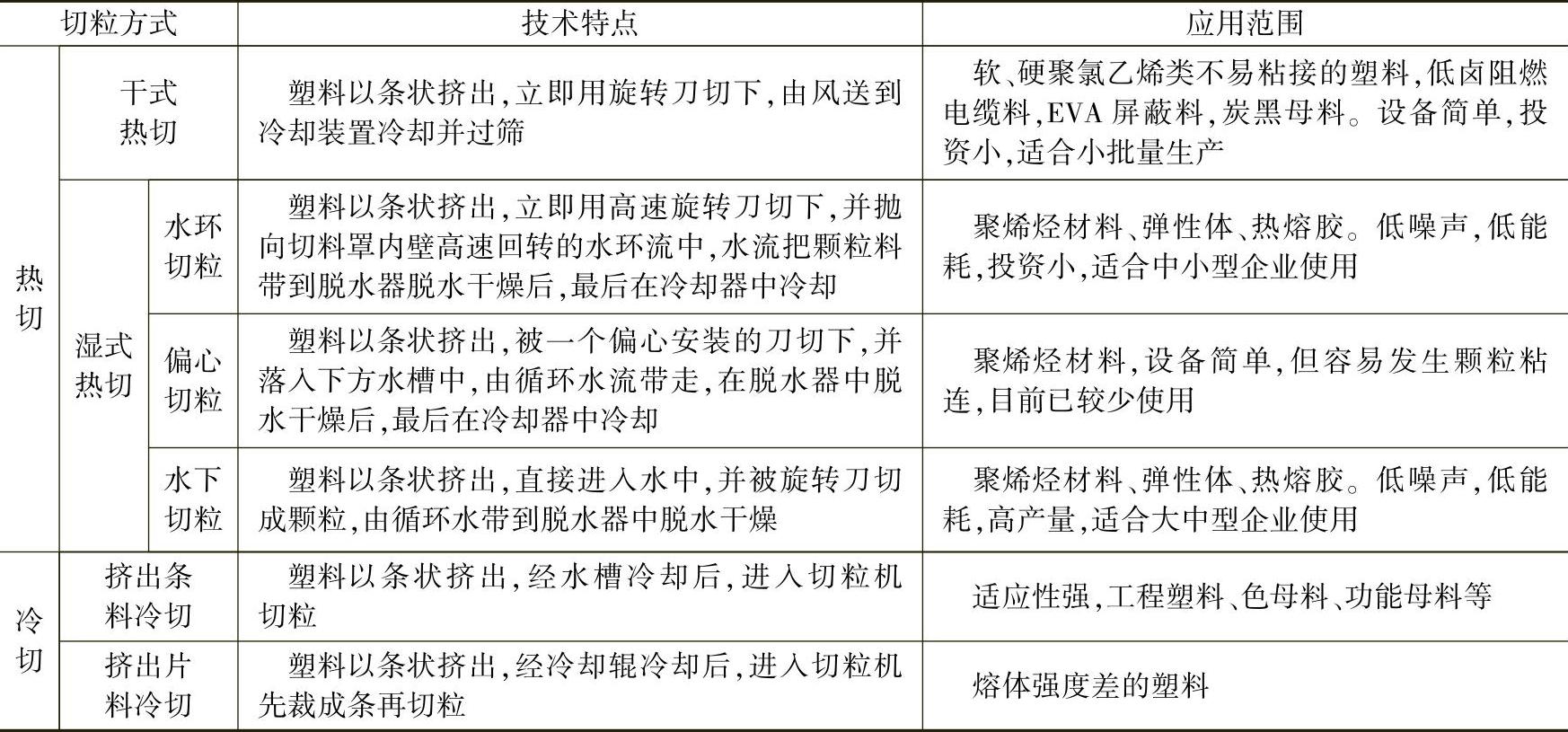
(4)不同造粒方式比较和应用 挤出造粒分为热切和冷切两大类,热切分干式热切和湿式热切,湿式热切中又有水环切粒、水下切粒、偏心切粒等不同方式。各种不同挤出造粒方式的特点和应用范围见表9-2。
表9-2 不同挤出造粒方式的特点和应用范围
造粒是将树脂及各种助剂经计量、混合及塑炼制成便于成型的密实的球形、圆柱形、立方形颗粒的生产过程,它是塑料制品生产的中间环节。粒料是树脂合成厂的最终产品,同时又是塑料制品厂的原料。
不同的造粒方法各有其优缺点,也各有其适用的树脂种类。由密炼机塑炼、开炼机压片后切粒的方法,塑炼与混合质量容易控制,但劳动强度特大。挤出造粒操作连续、密闭,杂质滤出容易,产量高,劳动强度小,环境洁净,噪声小,但炼塑质量不如密炼压片方式好控制。几种常用树脂适用的造粒方法见表9-3。
表9-3 几种常用树脂适用的造粒方法
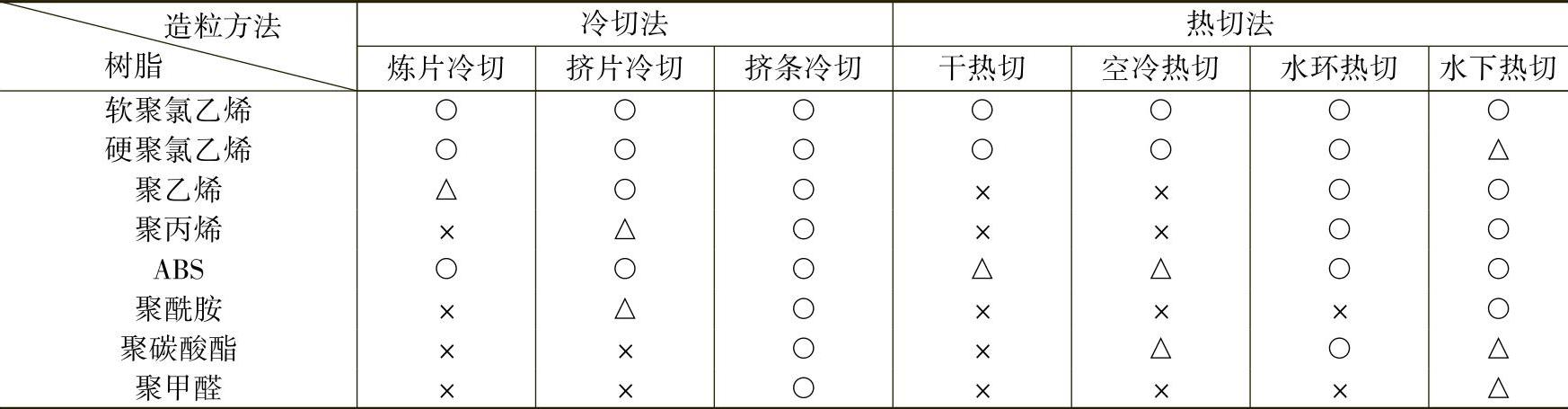
注:○—适宜;△—较适宜;×—不适宜。

按几何形状分类 挤出造粒按几何形状可分为以下三类。挤出切粒法生产粒料稳定且自动化程度高,生产效率高。挤出造粒才是真正意义上的造粒,也是本章所要论述的内容。表9-1 切粒方法与颗粒形状按用途分类 为了便于挤出成型加工,将树脂粉和各种助剂混合在一起,经捏合挤出,制成一定形状的颗粒,这个过程就叫造粒加工。挤出造粒按用途可分为专业造粒、自用造粒、回收废旧塑料造粒。......
2023-06-15

硬脂酸的熔点为69.6℃,石蜡熔点为60℃。采用加热捏合时,软质聚氯乙烯捏合时间为10~15min,出料温度为95~100℃;硬质聚氯乙烯捏合时间为5~10min,出料温度为100~110℃。挤出造粒 挤出造粒可用单螺杆和双螺杆挤出机,主要应控制好挤出温度、螺杆转速、切刀转速和粒料冷却,使粒料不发生粘粒,且颗粒尺寸均匀,塑化较好。......
2023-06-15

据有关典型试验工程的测算资料,对类似复合机的变频器传动控制而言,应用PROFI-BUS后与“硬接线”相比可节约安装费用35%以上,如图10-18所示。图10-16 复合机的传统控制图10-17 复合机的PROFIBUS控制图10-18 应用PROFIBUS后与“硬接线”相比的成本节省率5.提高了系统的准确性与可靠性由于现场总线设备的智能化、数字化,与模拟信号相比,它从根本上提高了测量与控制的准确度,减少了传送误差。......
2023-06-18

图9-24 医用聚氯乙烯造粒工艺流程4)PVC医用粒料外观尺寸和要求见表9-4。出模温度若超过240℃,管材表面会出现鱼鳞纹和鲨鱼皮斑。①选用SJ-72平行同向双螺杆挤出机塑化造粒。将木粉在80℃的烘箱中烘2h,同时将废PVC用粉碎机粉碎成小颗粒,并按上述配方混合。熔料挤出后经切粒机切成粒状。实践证明,选择双螺杆挤出机挤出造粒是最理想的。......
2023-06-15

生产方法是通过T型机头,将熔融薄膜挤出向下流延至冷却辊表面,冷却定型后,经牵引、切边和卷取,即制得单层流延膜。流延膜生产有以下特点。目前流行的五层共挤流延乳制品、饮料包装片材的组合形式是PP/PE/EVA/EVOH/HIPS或者是PP/PE/EVA/PODC/HIPS。聚丙烯挤出流延薄膜生产要求树脂流动性好,一般选用挤出级聚丙烯,熔体流动速率为10~12g/10min的树脂。辊的表面要抛光镀硬铬达到镜面级,以保证流延膜表面透明光亮。......
2023-06-15

与常规的多效蒸发相比,MVR工艺技术应用于NMMO回收有三个突出的优点:回收产品的质量好、设备运行能耗低和投资成本少。MVR技术可以较大幅度地降低设备投资成本,Lyocell纤维溶剂回收中大都采用并流式多效蒸发工艺,这一工艺的特点是物料借助各效间的压力差流动。MVR系统不存在传热效率降低的问题,因此,不仅减少热交换器的面积,进而节约了近50%的建筑面积,使MVR整体的投资成本比多效蒸发下降了近17%。......
2023-06-25

食用时取生菜叶,舀上少许三丁鳝粒,包卷后即可进食。再放盐、白糖和蚝油翻炒均匀后改大火,倒入生菜略翻炒。把生菜装入盘中,再把麻酱、甜面酱、味精、精盐、蒜末、辣椒油调匀,浇在生菜叶上即成,吃时拌匀。⑸牛肉生菜小炒原料:牛绞肉100克,生菜叶60克,胡萝卜10克,葱花、盐适量。胡萝卜切成小粒,生菜洗净沥干后切成条,备用。......
2023-11-29
相关推荐