13mm×2.5mm加二色花纹包纱管内管机头设计 聚氯乙烯纤维编织增强加色花纹管的外管外径为13mm,内径为8mm,壁厚为2.5mm,其内管外径为11mm,内径为8mm,壁厚为1.5mm,采用直角式机头,其内层管机头结构如图8-22所示。机头如果设计不好,口模出胶压力和速度就不一致。本机头的进口设计为斜缓冲槽和二级环形缓冲槽相连。④纤维缠绕线夹子只夹一根纱线,而钢丝缠绕线夹子夹一组线,且按组编织在胶管外边。......
2023-06-15
聚氯乙烯纤维编织增强软管与普通PVC软管基本相同,不同之处是原料中加入了一定比例的增塑剂、稳定剂、润滑剂和其他一些辅料成分。经造粒再加入挤出机成型,先挤出内管,冷却定型后,在内管外圆周由纤维编织成网络,其结构如图8-19所示。
由于聚氯乙烯纤维编织增强软管是由以聚氯乙烯为主的多种原料组合而成型,中间又有起增强的作用化学纤维编织网,所以这种塑料管除有PVC软管的耐腐蚀、质量轻、柔软可自由弯曲的性能外,还可在工作时承受一定的压力。目前,它在工业设备和运输机械的气体或液体的输送管路中应用非常广泛。

图8-19 聚氯乙烯纤维编织增强软管结构
1—PVC塑料外层 2—纤维层 3—PVC塑料内层
(1)原材料及配方 聚氯乙烯纤维编织增强软管主要选用悬浮法PVC中的SG2、SG3、SG4型树脂为主料,并加入一定比例的增塑剂、稳定剂和润滑剂等辅料。其原料配方如下(质量份):
聚氯乙烯树脂(PVC SG3),100;硬脂酸钡(BaSt),1.0;邻苯二甲酸二辛酯(DOP),28.0;硬脂酸镉(CdSt),0.7;邻苯二甲酸二丁酯(DBP),22.0;石蜡(P-C1),0.2。
(2)成型设备 聚氯乙烯纤维编织增强软管成型设备如图8-20所示。生产工艺流程:按配方计量PVC树脂及辅料→原料在混合机中热混合→原料降温搅拌→造粒→注入第一挤出机→机头成型内管→浸泡水槽冷却定型→带式牵引机牵引→纤维编织缠绕机绕纱网格→预热烘干箱→第二挤出机供料→外管包覆机头涂覆外层→浸泡水槽冷却定型→带式牵引机牵引→定长切断机切断→双盘排列式收卷机卷取→检验包装入库。如果要高速生产,挤出机应适当配大一些,冷却水槽也应当加长。因是软管,不用抽真空定型,但为了保持第一挤出机挤出内管的圆度,可控制微调开关向模内吹气,使内管压力等于或稍大于大气压力,以保证管坯冷却定型后不变形。
1)挤出机。聚氯乙烯纤维编织增强软管成型需要两台规格相同的挤出机,一台用来成型软管的内层(内管),另一台用来成型软管的外层(包覆管层)。挤出机的螺杆结构与普通聚氯乙烯软管成型的设备基本相同,可选用普通的等距不等深渐变型单螺杆机,螺杆的长径比L/D为20~22,压缩比为2.5~3.5。挤出机的规格根据产品管径的大小而定。一般ϕ25mm以下的编织软管用螺杆直径为50~60mm的挤出机,ϕ30~ϕ50mm的编织管用螺杆直径为65~75mm的挤出机,当生产速度达到15~20m/min时,必须采用螺杆直径为80~90mm挤出机才能满足塑化供给熔融料的需求。
2)冷却水槽。ϕ25mm以下的编织软管和牵引速度在10m/min以下时可用4m长的水槽,ϕ25mm以上的编织软管和牵引速度在10m/min以上时水槽长度应为6m。
3)牵引机。一般采用1.0~1.5m的带式牵引机。
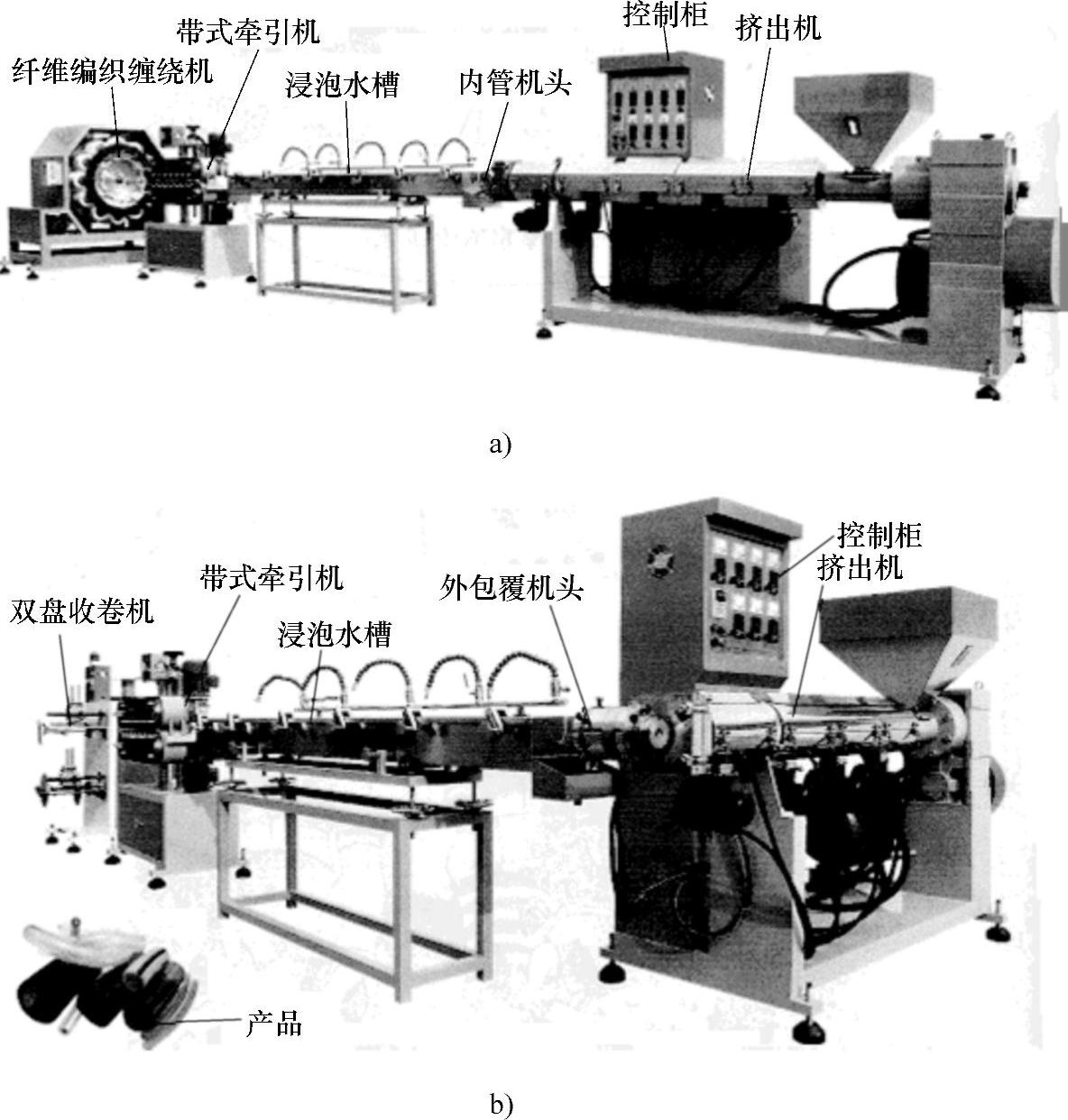
图8-20 聚氯乙烯纤维编织增强软管成型设备
a)前段设备 b)后段设备
4)纤维编织缠绕机。纤维编织缠绕机是编织软管中纤维网的设备。工作时通过双线盘的异向旋转,即前线盘与后线盘不是一个方向旋转,在内管的外圆表面把纤维均匀地编成网状。线盘的线锭数根据管直径的大小决定。一般直径在50mm以下的小管可用16支纱,纤维线规格为210D/1×3,前后两线盘的线锭数相等,缠绕网格的线夹角为60°或90°,线速度可调,用直流电动机驱动,可任意调节速度,缠绕网格的线速度为2m/min。
5)加热烘箱。加热烘箱在纤维编织缠绕机后的下一道工序,主要是为软管的内层和编织缠绕在内层表面上的纤维网加热,同时还可去除内管从水槽出来黏附的水分,确保在包覆网格内层管时,内外层塑料及纤维网能很好地熔合成一起,牢固结合不松弛。
加热烘箱可用电热棒或热风循环加热,工作温度一般控制在300~500℃。因编织网格内管仅仅是从加热烘箱中通过,温度太低达不到标准。按标准要求应加热到编织缠绕纤维线和内管表面略成熔融态,纤维线因受热收缩紧抱在内管外圆上。
(3)成型编织工艺
1)聚氯乙烯纤维编织增强软管挤出成型工艺流程如图8-21所示。
加入适量碳酸钙填料(CaCO3)的作用是提高管的强度和加工尺寸的稳定性,同时也可以降低生产成本。而在中间层编织高强度、低弹性的涤纶纤维的目的就是要达到增加强度和承受压力的要求。
2)成型工艺温度。
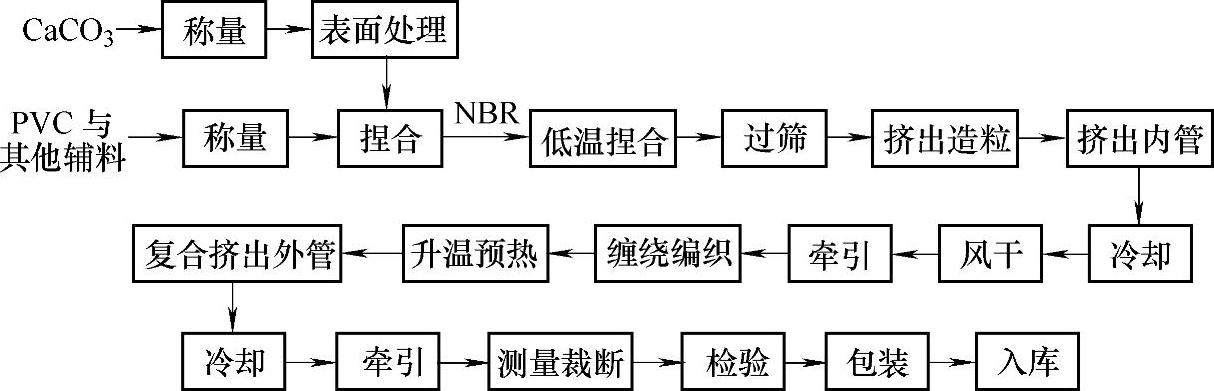
图8-21 聚氯乙烯纤维编织增强软管挤出成型工艺流程
注:NBR为丁腈橡胶-丙烯腈-丁二烯共聚物的英文缩写代号。
内层管成型温度:各段温度分别为加料段110~130℃,塑化段140~160℃,均化段170~180℃,挤出机头温度为165~175°。
外层管挤出成型温度:各段温度分别为加料段110~130℃,塑化段140~160℃,均化段170~180,挤出机头温度为165~175℃。
挤出温度太高PVC易焦化产生焦痕,温度太低表面不光洁。
3)挤出速度。一般选择螺杆转速为40r/min。小管应调低温度,降低转速;较大的管应适当调高温度,提高转速。
4)牵引速度。速度太快制品纵向收缩增高,太慢产生皱纹。一般直径为9~16mm管的牵引速度为10~13m/min,直径为19~32mm管的牵引速度为6~10m/min。要想高速挤出,即牵引速度达到15~20m/min时,必须加大挤出机规格以增大塑化能力,同时把水槽加长以增加管坯在水槽的冷却时间。
5)外观质量。制品内外圆表面应光滑、平整、无气泡、无未塑化硬包及杂质,管壁均匀,颜色一致,外层透明性好。
6)聚氯乙烯纤维编织增强软管的性能。拉伸强度≥11.50MPa,剥离强度≥9.5Ν/cm,断裂伸长率≥200%。水压试验在1.2MPa以下保持5min不破裂。耐寒试验在-10℃±2℃保持5min撞击不破裂。
(4)聚氯乙烯纤维编织增强软管成型操作注意事项
1)第二台挤出机较第一台挤出机挤塑成型的速度应有一定的递增,使管坯在运行中保持一定的张力。这样可使两台挤出机中间工序的纤维缠绕比较均匀,在通过烘箱时管坯不至于松弛,同时也可保证外表面层挤出成型厚度均匀。两台挤出机的挤出成型速度差应控制在0.1~0.3m/min。
2)注意保持两线盘的线锭个数对应相等,各线锭张力一致。纤维线应用夹子夹住,缠绕线应从夹子内抽出,且保持线张力以避免出现纤维网格松弛错位变形。纤维的张力应随管径的增大而增加。纤维软管的直径与壁厚应保证均匀,调整操作方法与聚氯乙烯软管相同。

13mm×2.5mm加二色花纹包纱管内管机头设计 聚氯乙烯纤维编织增强加色花纹管的外管外径为13mm,内径为8mm,壁厚为2.5mm,其内管外径为11mm,内径为8mm,壁厚为1.5mm,采用直角式机头,其内层管机头结构如图8-22所示。机头如果设计不好,口模出胶压力和速度就不一致。本机头的进口设计为斜缓冲槽和二级环形缓冲槽相连。④纤维缠绕线夹子只夹一根纱线,而钢丝缠绕线夹子夹一组线,且按组编织在胶管外边。......
2023-06-15

生产设备 对于硬质聚氯乙烯螺旋增强PVC软管的挤出成型,由于制品是用两种性能不同的PVC制品复合成型,所以生产时,两种制品的不同配方原料应分别在两台混合机中混配,然后再分别在两台挤出机中塑化熔融。硬质聚氯乙烯螺旋增强PVC软管挤出成型要求和注意事项如下。1)硬质聚氯乙烯螺旋增强软管复合成型硬、软两种PVC制品用料的挤出熔料要与成型用料相匹配。......
2023-06-15

捆扎绳挤出成型生产设备 捆扎绳挤出成型工艺流程:把PP树脂和一些辅料按工艺配方要求计量后,掺混在一起搅拌均匀投入到挤出机内,经塑化熔融由螺杆推入到机头模具内,从模具唇口挤出成型筒状膜管。聚丙烯捆扎绳挤出成型生产线如图7-36所示。图7-36 聚丙烯捆扎绳挤出成型生产线1—挤出机 2—机头 3—风环 4—人字板 5—夹辊及牵引辊 6—切刀 7—热拉伸板 8—拉伸辊 9—吹飞装置 10—卷取装置生产辅机①风环。......
2023-06-15

图1-52 定型模三模串联图1-53 低发泡木塑镜框制品图1-54 普通木塑产品低发泡挤出制品的性能。常规生产过程中,挤塑未交联和未发泡的型坯片材,当这类挤出物离开口模后,并不立即发泡,而是在随后的烘箱中交联发泡。即不能过早在挤塑机或挤塑模中发泡,否则会造成气泡流经模壁时被撕破,致使型材表面不良或粗糙。图1-61所示为共挤发泡机头及定型模。它是采用两台挤出机分别挤出不发泡的表层和发泡的芯层物料,经共挤出成型的工艺。......
2023-06-15

聚氯乙烯密封条概述PVC塑料密封条截面可以有多种形状,其原料大多是软质PVC塑料。这里介绍耐油聚氯乙烯密封条的成型方法。2)把聚氯乙烯树脂及稳定剂等辅料按配方计量,加入高速混合机内,把原料混合均匀,掺混搅拌后料温控制在125℃。聚氯乙烯树脂与丁腈橡胶共混料在挤出机筒内塑化温度比挤塑PVC料塑化温度略低。......
2023-06-15
棒材挤出成型生产线HDPE实心硬棒挤出成型生产线如图7-6所示,它由挤出机、机头、隔热垫圈、冷却定型套、冷却水槽、牵引机、切断装置、制品堆放架等组成。不同塑料挤出成型棒材的收缩率见表7-2。根据试验数据,直径40~120mm的聚酰胺1010连续挤出棒材的收缩率为2.5%~3.0%。①棒材的冷却定型模与挤出机头紧密相连,连接处要加隔热垫圈。但应注意温度高于250℃时易变形损坏。不能夹得过紧,否则阻力过大棒材挤不出口模,会造成胀死在定型模腔内。......
2023-06-15

表2-9 几种管材的成型工艺条件(二)软管配方聚氯乙烯软管可分为液体输送管、耐热的各种流体输送管及电器套管。表2-17 几种软管的成型工艺条件(三)典型配方1.UPVC供水管配方配方(质量份):PVC100;ABS5;碳酸钙12;钙/锌复合稳定剂3.5;其他适量。......
2023-06-28
合成纤维的生产成型温度相对较高,整个挤出机机筒上要有良好的保温隔热措施。③合成纤维挤出成型与塑料单丝挤出成型所使用的挤出机和机头基本相同,只是成型合成纤维的挤出机的保温、隔热要求严格,机头喷丝板孔的直径也稍小。喷丝头组件中的精密齿轮泵使熔体从喷丝板中喷出,形成纤维,然后通过冷却系统进行冷却,上述过程称为挤出成型区,简称Ⅰ区。......
2023-06-15
相关推荐