原材料准备 聚乙烯瓶是指容积为几十毫升至几升的各种小规格中空制品。这类塑料瓶用挤出吹塑成型,与聚乙烯桶的生产成型工艺相似。聚乙烯瓶既可用熔体流动速率为0.5~3g/10min的线型低密度聚乙烯,也可用熔体流动速率为0.10~1.2g/10min的高密度聚乙烯树脂。吹胀成型中空制品的模具温度控制在20~50℃。聚乙烯瓶的质量要求1)瓶的外观质量要求。③跌落性能试验。应达到无破裂现象。②高度150mm≤H≤220mm时垂直度的极限偏差≤4.5mm。......
2023-06-15
(1)开机前的准备工作
1)调整内层壁厚。根据管子口径及生产速度,确定挤出机与电动机的变频频率、螺杆转速等参数,然后加热内层挤出机头,使机头内的残余料完全熔融。起动内层挤出机,调整相应的有关参数。通过机头的两个调节螺栓,调节内层胶厚度,达到厚薄均匀,然后关停内层挤出机。
2)将铝带穿过成型轮,装配定位铝片,并与牵引机相连。
3)调整超声波焊机的位置,使滚焊焊头与内层成型模具的铝管机头垂直,并保证其滚装部分位于铝管的正上方。落下焊头,焊头与铝管之间要保持0.1mm的间隙,再升起焊头。
4)起动牵引机,观察铝带打褶情况,一般两褶距离以5mm左右为宜。
5)起动焊机,将焊机的升降和滚动开关同时扳到自动位置。按下升降和滚动开关,先将焊头速度设定为3m/min。同时按下控制板上的“合(分)”与“牵引”两个按钮,观察焊缝情况,通过底部的调节螺栓调整焊头压力,使焊缝的花纹清晰,同时,必须保证焊缝的中心在铝带搭接处的中心上。调整焊机频率,以保证焊缝的连接强度。升起焊头,同时按控制板上的“合(分)”与“牵引”两个按钮,停止焊头转动。退出焊机,通入冷却水,再用汽油喷灯加热内层成型机头,确保其中残余料完全熔融。
(2)开机
1)推入焊机,起动焊头,焊头打到“落下”位置。
2)起动内层挤出机,当有内层料从铝带搭接处溢出时,迅速同时按下“合(分)”与“牵引”两个按钮。
3)当内层料随铝带到达冷却水槽时,开动进气阀,同时夹住复合管,观察焊缝处是否漏气,根据现场实际情况调整焊头压力和焊接超声波频率、功率。
4)起动热熔胶挤出机,观察出胶量,并作适当调整。
5)起动外层挤出机,观察出料情况,若出现外层料不连续时,应增大挤出量,即提高螺杆转速。若外层料出现厚薄不均匀情况时,应减少挤出量,即降低挤出机螺杆转速,直到外层出料连续且均匀为止。
6)起动喷墨打印机。
7)在复合管进入冷却水槽处夹住复合管,同时在牵引机后剪断复合管,检查内外壁厚情况,并作适当微调,这时卷取机应处于待命状态。
8)连续检查复合管的内外径及壁厚情况,当全部达到标准要求时,就可用卷取机卷取,生产线进入正常状态。
(3)铝塑复合管生产中的异常现象、原因分析及解决方法(见表8-3)。
表8-3 铝塑复合管生产中的异常现象、原因分析及解决方法
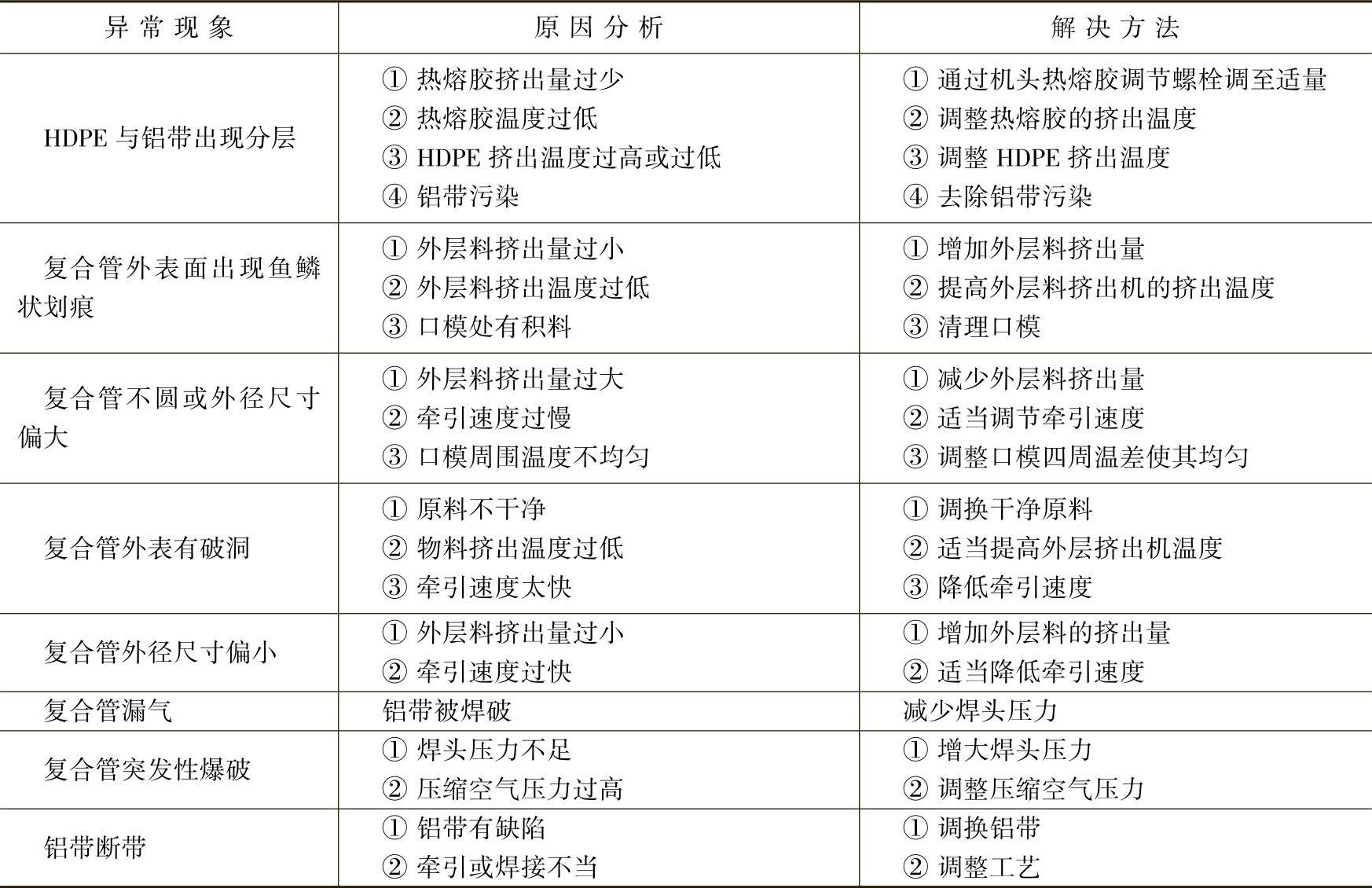
注:生产中若出现铝带断带、爆破等问题进行处理时,为要防止冷却水从断带和破损处倒流进入机头中,此时不得停止压缩空气供应。

原材料准备 聚乙烯瓶是指容积为几十毫升至几升的各种小规格中空制品。这类塑料瓶用挤出吹塑成型,与聚乙烯桶的生产成型工艺相似。聚乙烯瓶既可用熔体流动速率为0.5~3g/10min的线型低密度聚乙烯,也可用熔体流动速率为0.10~1.2g/10min的高密度聚乙烯树脂。吹胀成型中空制品的模具温度控制在20~50℃。聚乙烯瓶的质量要求1)瓶的外观质量要求。③跌落性能试验。应达到无破裂现象。②高度150mm≤H≤220mm时垂直度的极限偏差≤4.5mm。......
2023-06-15

聚乙烯扁丝生产操作要点1)生产时应用冷却循环水为料斗和机筒进料口部位降温,以确保原料的供给和连续向前输送。扁丝的热处理温度应略高于拉伸温度,可控制在130~150℃。当扁丝拉伸倍数超过8时,其拉伸强度反而下降。为了保证织物的外形尺寸,扁丝的回缩率应控制在1%左右。高密度聚乙烯扁丝树脂的屈服强度应为24~30MPa,拉伸强度应为30~33MPa,伸长率应为500%。......
2023-06-15

聚丙烯板挤出成型试模调机1)原材料选择。由于板材从机头挤出后首先接触三辊压光机的中辊,因此中辊的温度最高,约高出10~20℃。④PP熔体的冷却速度对制品的结晶度影响较大,进而影响制品的透明度。这样PP在成型时易发生分子取向,因而使制品产生各向异性。硬质板口模中间部位温度为155~165℃,中间区和两端面的过渡区部位温度为165~175℃,口模两端部位温度为170~180℃。......
2023-06-15
图8-1所示为电线电缆包覆挤出成型工艺流程,其生产设备包括送线装置、调直加热装置、挤出机、机头、冷却装置、牵引装置、卷取装置。图8-1 电线电缆包覆挤出成型工艺流程1—送线装置 2—挤出机 3—机头 4—冷却装置 5—牵引装置 6—卷取装置电线、电缆包覆一般都是包覆铝线、铜线,铝、铜线作为导电线芯,外包塑料作为绝缘层,线芯既有单股,也有多股铰制在一起的。......
2023-06-15

原料选择PP打包带挤出成型主要用料是聚丙烯树脂,树脂的熔体流动速率为2~3.5g/10min,密度为0.91g/cm3。聚丙烯母料采用无规聚丙烯,需加入一定比例的碳酸钙和其他辅料制成。机头模唇温度应比机筒最高温度低10℃,这样成型较好。料坯合格后,才能把带坯引入冷却水槽和拉伸牵引辊,并引进压花辊和双盘收卷机。7)通常模唇口宽度是打包带制品宽度的4~4.5倍,模唇口间隙是打包带成品厚度的3倍。......
2023-06-15

板(片)材挤出机头口模的调节方式 口模平直段的长度,一般要根据板材的厚度而定,通常取板材厚度的20~30倍。图6-22所示为格子板机头用螺钉调节模唇上下移动而控制口模出胶间隙的方法。一般情况下,生产板材的扁平机头都兼用阻流块、阻流棒和口模间隙调节装置。板材机头口模技术参数与制品质量关系1)板坯进入三辊的方向与制品质量关系。图6-30 ABC塑料板材的机头温度分布5)口模宽度与出料均匀性。......
2023-06-15

3)吹塑成型制品的吹塑冷却定型模具温度为20~50℃。2)聚丙烯瓶成型前所用的管坯挤出设备都相同,不同的是成型管坯后坯管的制颈和封底工艺。PP制品的拉伸比为1.5~2.5,吹胀比为3~5。管坯加热烘道把聚丙烯瓶坯加热至原料的玻璃化温度和熔化温度之间,即145~155℃,且瓶坯各部位温度应一致。瓶内装满水后旋紧盖从1.2m高处坠落3次应无破裂、损坏,卫生指标应符合GB 9688—1988《食品包装用聚丙烯成型品卫生标准》的规定。......
2023-06-15

聚丙烯薄膜的挤出吹塑成型1)原料准备。聚丙烯薄膜挤出吹塑成型应选用熔体流动速率为4~10g/min、密度为0.89~0.91g/cm3的树脂。聚丙烯塑料薄膜平挤下垂吹塑生产线如图2-35所示。生产设备 聚丙烯薄膜选用通用型单螺杆挤出机,螺杆结构可用等距渐变型或等距突变型,长径比L/D为20~25,压缩比应小于4,一般为3~4。成型模具结构与聚乙烯薄膜挤出吹塑模具结构相同,一般都选用螺旋式芯棒结构模具。......
2023-06-15
相关推荐