铝塑复合管是一种由五层复合而成的管材,它的内外层均为聚乙烯,两层塑料的中间为铝合金管。铝塑复合管的特点1)既具有金属管的坚硬,又易于弯曲、伸直,在变形中无脆性。8)质量轻,仅为镀锌管的十分之一。因有铝合金层,也可用作电屏蔽和磁屏蔽套管。铝塑复合管的应用领域1)用作自来水的冷热水管路,可保证水质清洁,无二次污染。7)可用作医院中输氧管道。8)可作为工业输油和输冷却液用管。12)可作为农用喷灌工程用管。......
2023-06-15
(1)铝管成型装置 由铝片放带机、四副冷弯模具、铝管成型辊及涨紧装置等组成。铝管成型装置的作用是将铝带冷弯成半圆状,并包覆在内层挤出模具的外套上进入成型辊。成型辊的作用是保证铝管为圆形状态。
(2)复合成型机头 图8-12所示为一步法三台挤出机铝塑复合管成型机头结构。一步法四台挤出机铝塑复合管成型内外挤出涂层是分开的。图8-16所示为内层共挤出机头结构,图8-17所示为铝塑复合管外层共挤出机头结构。图8-18所示是铝塑复合管成型原理(一步式三台挤出机),它由机头主体、内层共挤模具、外层共挤模具、铝管最后成型模具组合而成。机头主体提供三台挤出机的熔料流道,保证熔料流道畅通和内外层热熔胶合理分配。内层共挤模具采用吹涨法,将通过机头的内层交联聚乙烯和热溶胶生成的管坯用压缩空气吹附在成型好的铝管内壁。外层共挤模具的作用是在已涂覆了内层的铝管上,包覆由机头输送过来的外层交联聚乙烯和热溶胶组成的外层物料。铝管最后成型模具的作用是一方面保持铝管的圆形,另一方面开一缺口以便超声波焊机工作,最终成型由交联聚乙烯、热熔胶、铝管、热熔胶、交联聚乙烯五层材料组成的复合管材。
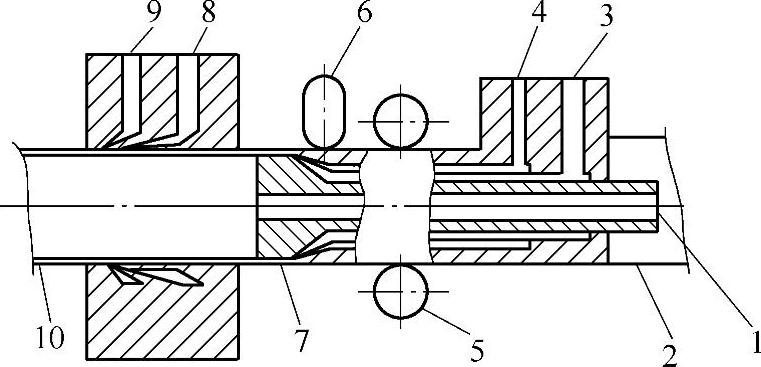
图8-18 铝塑复合管成型原理
1—充压管 2—铝带 3—内层聚乙烯 4—内层热熔胶 5—成型轮 6—超声波焊机 7—内层复合 8—外层热熔胶 9—外层聚乙烯 10—成品铝塑复合管
(3)内外塑料管层挤出机和热熔胶挤出机
内外塑料管层挤出机为两台卧式挤出机,热熔胶挤出机为一台立式挤出机。这些设备都应选用BM混练型螺杆,温度和转速控制都要精确可靠,电器组件也应性能优异,以确保供给复合成型机头的熔料流速、流量、压力稳定。
(4)超声波薄壁铝管焊接机 超声波焊接技术,具有良好的力学性能,尤其是对在熔化焊及电阻焊中焊接不良的金属,如铝、铜等,更能显示这一固相焊接方法的优点。超声波点焊比电阻点焊的性能更加优良,对铝铜合金焊接强度可提高约30%。超声波的焊点抗剪强度好,焊点的平均剪力变化值小于10%。对于0.5mm以下薄板,超声波缝焊的接头强度一般为母材强度的85%~100%。由于这种接头的母材未发生过熔化,因而焊缝在抗介质腐蚀性方面与母材几乎没有差别。
(5)辅助机械及自动化控制系统 辅助机械由冷却装置、牵引机、印刷机、收卷取机四部分组成。冷却装置是一个长为8m的不锈钢水槽,具有喷淋功能,可上下、前后、左右调节,可使从复合机头挤出的复合管材迅速有效地冷却。牵引机为上下履带式,气动夹持,变频调速,可均匀稳定地牵引出冷却后的管材。印刷机为喷墨式,具有同步印字、字迹清晰、油墨牢固的特点。收卷取机为双盘式,在第一盘收满后可迅速接到第二盘,通过力矩电动机驱动,可平稳地完成收卷取任务。自动化控制系统为在线数控式,利用超声波探测仪,可精确地测出管材的外形尺寸、线速度并反馈给计算机,计算机根据数据自动调节相关的技术参数。

铝塑复合管是一种由五层复合而成的管材,它的内外层均为聚乙烯,两层塑料的中间为铝合金管。铝塑复合管的特点1)既具有金属管的坚硬,又易于弯曲、伸直,在变形中无脆性。8)质量轻,仅为镀锌管的十分之一。因有铝合金层,也可用作电屏蔽和磁屏蔽套管。铝塑复合管的应用领域1)用作自来水的冷热水管路,可保证水质清洁,无二次污染。7)可用作医院中输氧管道。8)可作为工业输油和输冷却液用管。12)可作为农用喷灌工程用管。......
2023-06-15

图8-12所示为一步法三台挤出机铝塑复合管成型机头结构。图8-14所示为由三台挤出机组成的铝塑复合管生产工艺流程。这种组合减少了铝塑复合管生产线制作、组装、调整试模的难度,被许多用户接受采用。一步法四台挤出机铝塑复合管生产的工艺参数:1)外层塑料挤出机。......
2023-06-15

机头 吹膜法生产采用吹塑薄膜机头结构,模唇间隙为0.8~1.0mm。平膜法生产采用歧管型和衣架式机头结构,膜向下挤出。热处理设备 热处理设备由弓形加热板和一对热处理辊筒组成,目的是保证扁丝的尺寸稳定,防止扁丝发生明显的后收缩并消除内应力。热处理的辊筒通常称为第三拉伸辊筒。分丝架 一条扁丝生产线一般一次可生产60~100根扁丝。......
2023-06-15
8)连续检查复合管的内外径及壁厚情况,当全部达到标准要求时,就可用卷取机卷取,生产线进入正常状态。铝塑复合管生产中的异常现象、原因分析及解决方法。表8-3 铝塑复合管生产中的异常现象、原因分析及解决方法注:生产中若出现铝带断带、爆破等问题进行处理时,为要防止冷却水从断带和破损处倒流进入机头中,此时不得停止压缩空气供应。......
2023-06-15
图7-43 圆网生产工艺流程及设备平网机头设计 平网成型机头中的上、下模板内是衣架式熔料流道,上、下口模由偏心轴带动,能在齿条上左右移动,完成成型和平网丝的粘接成型工作。成型机头由机头体3、梳板4、导板1、偏心轴2等组成。......
2023-06-15

垂直铺塑防渗技术主要设备是开槽机,辅助设备有拌浆机、循环泥浆泵、抽砂泵、水泵等。图13-24往复式射流开槽机1—牵引绳;2—牵引机;3—主减速机;4—曲轴;5—滑动元件;6—摇臂;7—刀杆;8—卷扬机;9—刀架 (大臂);10—反循环泥浆管;11—喷嘴;12—刀齿;13—后行走轮;14—大架;15—主机架;16—铁鞋;17—转盘;18—花兰丝往复式射流开槽机最适应于砂壤土、粉土地质情况。......
2023-06-29

机头技术参数包括压缩比、分流梭头部圆角半径及口模的过渡压缩角、拉伸比和口模定型段长度等。5)管材拉伸比。管材拉伸比是指口模定型段的环缝隙面积与管材实际截面积之比。表3-10 几种常用硬、软管材拉伸比管材机头设计要点1)根据不同的管子品种和挤出材料性能特点,确定机头结构。10)合理设计加热装置,确保机头各部位加热均匀。13)合理地设置阻流区和缓冲区,使物料沿口模圆周各点流速一致。......
2023-06-15

按生产原料不同,单丝挤出成型生产设备有多种结构布置方式。图7-28 聚氯乙烯单丝水平挤出成型生产线1—挤出机 2—机头 3—分丝板 4—牵伸装置 5—热水槽 6—第二牵伸装置 7—分丝导辊 8—收卷装置塑料单丝挤出成型原理和特性①塑料材料挤出。无论是单丝或扁丝,其成型原理相同,又都采用加热拉伸技术,可以提高纵向拉伸强度,在日常生活中随处可见。在7.3.2节中将详细介绍。......
2023-06-15
相关推荐