铝塑复合管是一种由五层复合而成的管材,它的内外层均为聚乙烯,两层塑料的中间为铝合金管。铝塑复合管的特点1)既具有金属管的坚硬,又易于弯曲、伸直,在变形中无脆性。8)质量轻,仅为镀锌管的十分之一。因有铝合金层,也可用作电屏蔽和磁屏蔽套管。铝塑复合管的应用领域1)用作自来水的冷热水管路,可保证水质清洁,无二次污染。7)可用作医院中输氧管道。8)可作为工业输油和输冷却液用管。12)可作为农用喷灌工程用管。......
2023-06-15
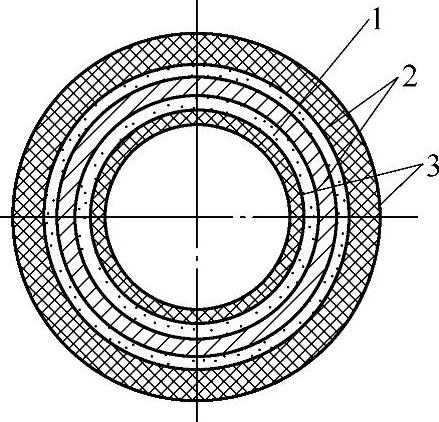
图8-11 铝塑复合管结构
铝塑复合管的结构如图8-11所示,它由五层组成,成型后多以搭接方式采用超声波焊接。它的特点是最小0.2mm厚度也可以焊接,且焊接时温度不升高,费用低,接点强度高,因此被广为采用。它的生产方式有两步法和一步法。两步法是先复合成型内管,待内管冷却定型后再将铝层和外层塑料分别包覆而成;一步法是一次同时成型铝管、粘合层、塑料内管和外层塑料管。大多数企业都采用一步法生产铝塑复合管。铝塑复合管内外层一般都选用高密度聚乙烯或交联高密度聚乙烯(交联高密度聚乙烯成型复合管适用于高温、高压场合)。铝管的对接焊缝用惰性气体或激光焊接。图8-12所示为一步法三台挤出机铝塑复合管成型机头结构。成型工艺主要依靠成型机头,机头有四个进料口,分别与两台挤出机、PE熔料挤出机和一台挤出热熔胶的挤出机相通。铝塑管在机头内的成型顺序是:先把进入机头内的铝带管接缝用超声波焊机焊牢,成型为铝管,然后把热熔胶涂覆在铝管的内壁上,再把PE熔料涂在铝管内壁的热熔胶层外,成型铝管内壁PE塑料层。随着涂覆好内壁塑料层的铝管向模口方向的移动,又将铝管外层热熔胶和PE熔料顺次涂覆在铝管的外壁表面,然后移动推出机头口,经冷却定型成为铝塑复合管。
图8-13所示为由三台挤出机组成的铝塑复合管生产设备布局。
图8-14所示为由三台挤出机组成的铝塑复合管生产工艺流程。
目前许多厂家采用四台挤出机配置,即内层塑料挤出机、内层热熔胶挤出机、外层塑料挤出机、外层热熔胶挤出机。采用三台挤出机,前后复合机头是连接在一块分胶板上的,而采用用四台挤出机,前后复合机头虽然没有连接,但是却紧贴在一起。这种组合减少了铝塑复合管生产线制作、组装、调整试模的难度,被许多用户接受采用。一步法四台挤出机搭接焊铝塑复合管(PP-R管)生产设备布置如图8-15所示。
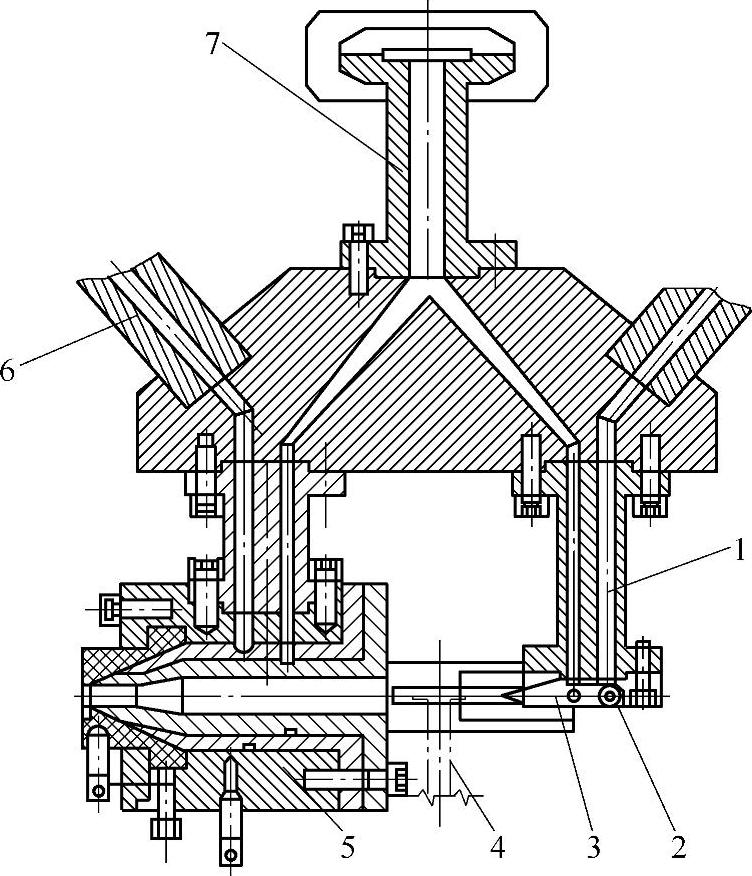
图8-12 一步法三台挤出机铝塑管复合成型机头结构
1—管内层PE熔料输入孔 2—复合管内层PE熔料用模具 3—铝片成型管装置 4—焊机 5—复合管外层PE熔料用模具 6—管外层PE熔料输入孔 7—热熔胶输入孔

图8-13 三台挤出机组成的铝塑复合管生产设备布局
1—放卷机 2—接带机 3—储带仓 4—焊接平台 5—预成型机构 6—加热器 7,8,9—挤出机 10—流道板 11—内管机头 12—焊枪 13—外管机头 14—冷却器 15—烘干机 16—牵引机 17—测径仪 18—探伤仪 19—喷码机 20—切割机 21—翻转台 22—卷取机

图8-14 三台挤出机组成的铝塑复合管生产工艺流程

图8-15 一步法四台挤出机搭接焊铝塑复合管(PP-R管)生产设备布置
一步法铝塑复合管内层共挤出机头结构如图8-16所示。机头通过连接板1和连接板2与挤出机连接,挤出机在铝管的内层挤出一层HDPE和一层热熔胶。从挤出机挤出的热熔胶通过支座上的小孔进入支座与外芯棒之间,从另一台挤出机挤出的HDPE通过支座上的大孔进入外芯棒和内芯棒之间,最后共同涂覆在铝管的内表面。
一步法铝塑复合管外层共挤出机头结构如图8-17所示。
一步法四台挤出机铝塑复合管生产的工艺参数:
1)外层塑料挤出机。各段温度分别为加料段160~180℃,塑化段190~210℃,均化段220~230℃,机头温度为210~220℃。
2)内层塑料挤出机。各段温度分别为加料段160~180℃,塑化段190~210℃,均化段220~230℃,机头温度为210~220℃。

图8-16 一步法铝塑复合管内层共挤出机头结构
1—内芯棒 2—外芯棒 3—支座 4—连接板1 5—连接杆 6—连接板2 7—气嘴 8—定位套 9—测温器
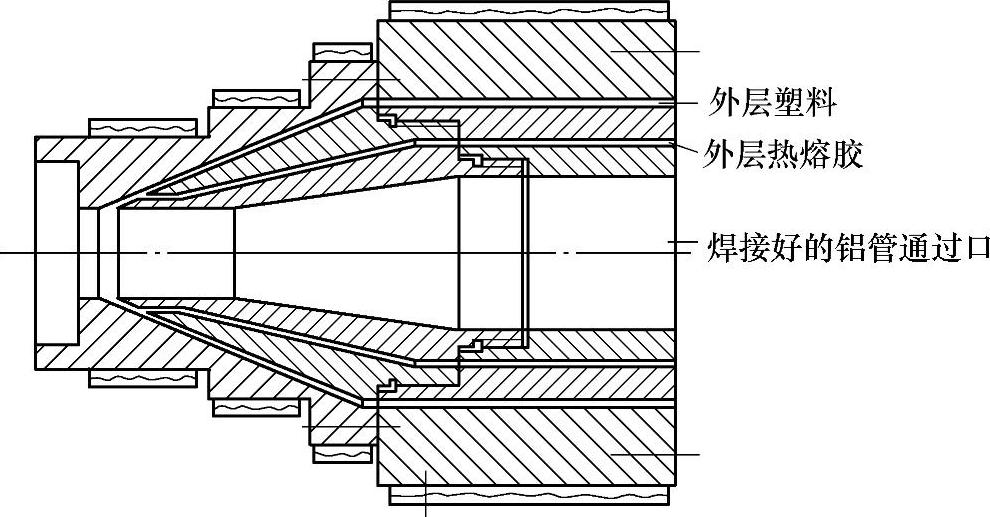
图8-17 一步法铝塑复合管外层共挤出机头结构
3)热熔胶挤出机。两台挤出机参数相同,各段温度分别为加料段130~150℃,塑化段落180~200℃,均化段210~230,机头温度为210~220℃。
4)内管的吹胀压力为4~6kg/cm2。
5)牵引速度为3~12m/min。

铝塑复合管是一种由五层复合而成的管材,它的内外层均为聚乙烯,两层塑料的中间为铝合金管。铝塑复合管的特点1)既具有金属管的坚硬,又易于弯曲、伸直,在变形中无脆性。8)质量轻,仅为镀锌管的十分之一。因有铝合金层,也可用作电屏蔽和磁屏蔽套管。铝塑复合管的应用领域1)用作自来水的冷热水管路,可保证水质清洁,无二次污染。7)可用作医院中输氧管道。8)可作为工业输油和输冷却液用管。12)可作为农用喷灌工程用管。......
2023-06-15

成型辊的作用是保证铝管为圆形状态。复合成型机头 图8-12所示为一步法三台挤出机铝塑复合管成型机头结构。一步法四台挤出机铝塑复合管成型内外挤出涂层是分开的。图8-16所示为内层共挤出机头结构,图8-17所示为铝塑复合管外层共挤出机头结构。图8-18所示是铝塑复合管成型原理,它由机头主体、内层共挤模具、外层共挤模具、铝管最后成型模具组合而成。......
2023-06-15

8)连续检查复合管的内外径及壁厚情况,当全部达到标准要求时,就可用卷取机卷取,生产线进入正常状态。铝塑复合管生产中的异常现象、原因分析及解决方法。表8-3 铝塑复合管生产中的异常现象、原因分析及解决方法注:生产中若出现铝带断带、爆破等问题进行处理时,为要防止冷却水从断带和破损处倒流进入机头中,此时不得停止压缩空气供应。......
2023-06-15

在确定整个焊接结构的生产工艺过程时,应根据该焊接结构的生产特点和工艺特点,尽量采用现代化焊接技术,并结合现有条件,采取必要措施解决生产技术问题。焊接结构生产的工艺过程包括以下内容。2)在脆性转变温度以下工作的焊接结构,在焊后应进行消除应力回火处理,以减小结构产生脆性破坏的可能性。在制定钢结构的生产工艺时,同时要制定出检验内容和检验程序。......
2023-06-15

使用不同聚合度的浆粕来生产不同强度的Lyocell纤维,开发Lyocell纤维的系列化产品,使纤维潜在的性能得以充分的利用,这是今后产品开发的一个重要方向。Lyocell纤维生产中,溶剂回收的耗能几乎占了总耗能的一半,提高凝固浴浓度可有效减少溶剂回收量。Lyocell纤维目前较高的生产成本实际上限制了其作为黏胶纤维、涤纶等替代品的可能性。......
2023-06-25
用聚合度为P2500的高相对分子质量的PVC生产出的密封条不仅密封性能好,还耐低温。①增塑剂DOP增塑效率高,价格便宜,加入量可在40~60份。DOA增塑剂耐寒,具有低温柔软性、耐光性、润滑性,制品手感好,但价格高,加入量可少些,一般为20~30份。这两种增塑剂与PVC树脂的相容性好,增塑速度快,耐久性好。采用DOA增塑剂的高相对分子质量PVC密封条生产工艺流程如图7-49所示。......
2023-06-15
由于Cu基钎料和Ni基钎料容易和Ti发生反应形成金属间化合物,一般不作中间层或钎料使用。图2-3-23 超塑性成形扩散连接接头质量与压力及时间的关系图2-3-24 钛合金的晶粒度对连接时间和压力的影响2.Ti3Al金属间化合物的扩散连接Ti3Al具有良好的高温性能,与镍基高温合金相比可减轻重量40%。因此,在进行Ti3Al的扩散连接时,应尽量降低Ra值。Ti3Al合金的超塑成形扩散连接温度范围通常在1273K左右,所需的连接时间根据连接温度而定。......
2023-06-26

香菇多糖主要分布于肝,其次为脾、肺、肾等脏器。目前主要用于恶性肿瘤的辅助治疗。图1-6-5香菇多糖结构式香菇多糖为白色粉末。香菇多糖具有广泛的药理学活性,如免疫调节作用,抗肿瘤、抗衰老作用,对化学物质所致肝损害具有保护作用,可作为LAK细胞活性上向调节剂等。香菇多糖毒副作用小,小鼠急性毒性试验表明静脉给药LD50为304.5 mg/kg,腹腔给药LD50>2500 mg/kg。......
2023-06-24
相关推荐