机头是挤出机的成型部件,它主要包括机头体、分流器、分流器支架、芯棒、口模、调节螺栓等。2)按机头内压力大小分类。3)按挤出制品的形状分类。管材挤出成型机头主要是挤出软质和硬质圆形塑料管状制品,另外还有塑料与塑料、塑料与金属复合管状制品。板与片的挤出成型模具主要指机头,定型在辅机中进行。又称电缆挤出成型机头。棒材一般是指实心的圆棒、方棒、多角棒等,挤出成型模具包括机头和定型模套。⑨坯料挤出机头。......
2023-06-15
(1)钢管包覆机头 钢管包覆机头结构如图8-7所示。
此机头可以对已成型的标准钢管进行包覆生产。即已成型的钢管,经调试合格后直接送入包覆机头,起动挤出机进行包覆,制管和包覆是分开的。也可以用钢带条,通过放卷、滚压成型、焊接、包覆塑料一条龙式生产线进行包覆生产。如果要求包覆层紧贴钢管,在钢管进模具前应用超声波进行清洗,以除油、除污渍。并在模具内抽真空,把管外表面残留空气除净,在真空状态下使塑料紧贴钢管。也可以用两台挤出机,在复胶之前先在钢管外边涂一层粘接层,再复合胶层。
(2)涂覆消防管机头 涂覆消防管机头结构如图8-8所示。
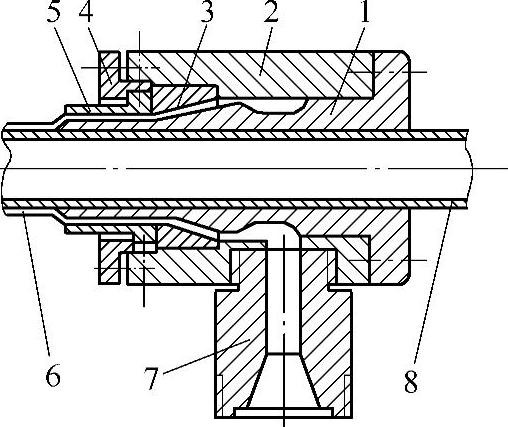
图8-7 钢管包覆机头结构
1—芯模 2—机头体 3—缩接 4—并紧帽 5—口模 6—包覆层 7—颈接 8—钢管
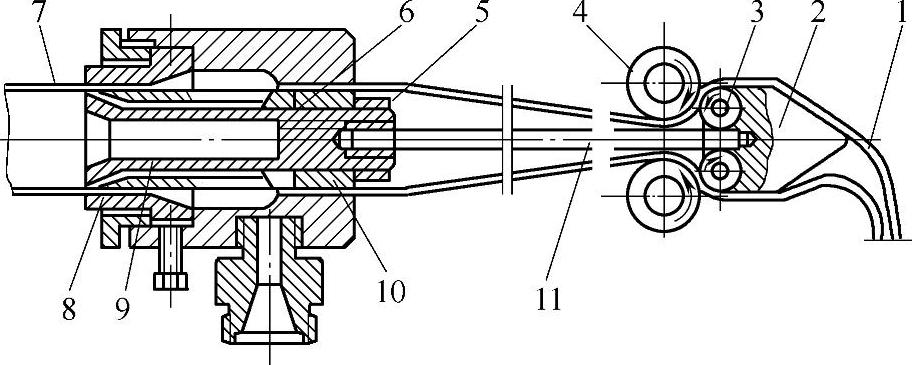
图8-8 涂覆消防管机头结构
1—纱管 2—锥头 3—轴承 4—支承辊 5—螺母 6—紧定螺钉 7—内、外涂层 8—口模 9—芯模 10—隔套 11—拉杆
此机头在芯模接装一根拉杆,拉杆另一端与锥头相连,纱管从锥头导入由牵引机拉动前行。在锥头后面有两个支承轮,它把芯模固定在模具中间。芯模上套有隔套,隔套在型腔流道区且四周开有通孔。熔融料通过纱管的孔隙流向芯模,使纱管内外表面都均匀粘覆塑胶料,纱管从模口挤出后,再经过风冷进入牵引机,最后由收卷机收卷。
(3)医疗管包铁线机头 医疗上用的胃镜、肠镜插管和洗胃、洗肠专用管,要求柔软能自由弯曲且扭转自如,插拔方便,有一定的强度和刚度,单用塑料成型的管无法达到所有要求。但通过在管子内设置骨架铁线,并用铁线芯支承就可以满足所有要求。此时铁线芯要通过放线架放线,再经过压轮组调直、预热进入模具包覆,管坯出模后还要用微量真空定型,在水槽冷却后,经牵引机牵引,自动测直径检查合格后,收卷成盘。医疗管包铁线机头如图8-9所示。
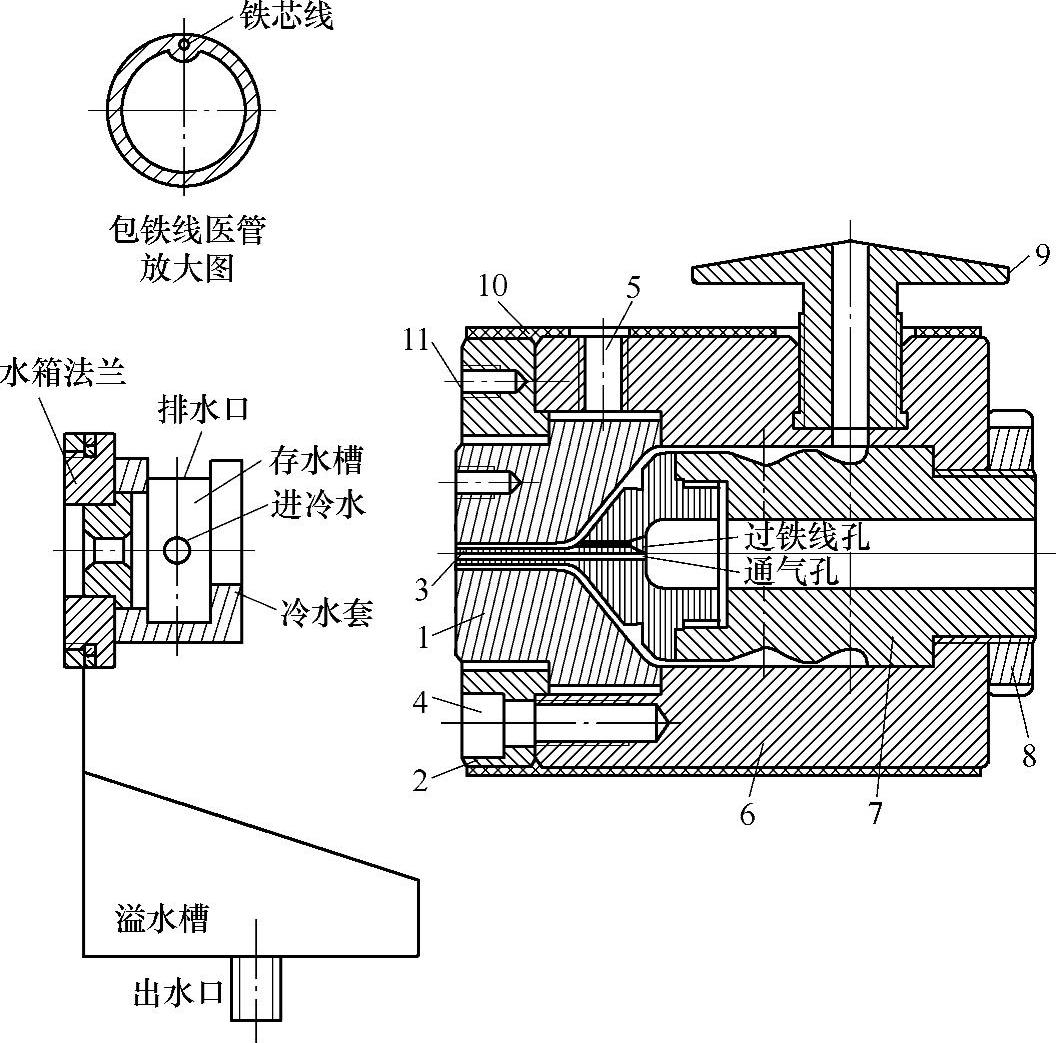
图8-9 医疗管包铁线机头
1—口模 2—前压盖 3—芯棒 4—内六角螺栓(M12×30) 5—内六角螺栓(M12×40) 6—模体 7—芯棒体 8—后端盖 9—进胶接颈 10—多孔板 11—热电偶
(4)仿藤条包铁线机头 加色仿藤条包铁线生产线如图8-10所示。生产流程:放线架→轮压调直机组→预热箱预热→导入机头→包覆胶成型→下水冷却定型→牵引→通过排线架引导入收卷盘→定长切断验收入库。
仿藤条包铁线后,可使仿藤条的强度和承载能力大大提高。对要求承载能力大的仿藤条,如编织床垫、椅子坐垫、条椅坐垫等产品的仿藤条,如没有加铁线芯,那么编织的床、椅垫将不能承载一个成人的重量。藤条包铁线后,承载能力大幅提高,1~2个大人坐或睡在藤条编织的床垫、椅子上,藤条板面也不会断裂或严重凹陷。
仿藤条的生产过程是先将铁线从有制动装置的放线架拉出,然后通过定向套固定铁线使它不能摆动,再经过压轮组调直后穿过预热套给铁线加热。铁线进入模具导嘴时,导嘴紧贴铁线,继续给铁线加热。铁线再经过一段热空腔,经充分预热后进入模嘴包覆塑胶,然后直接下水冷却定型,而不需真空定型。最后通过水槽完全冷却,由轮式牵引机牵引到收卷机,经过排线装置,整齐排列在盘上。
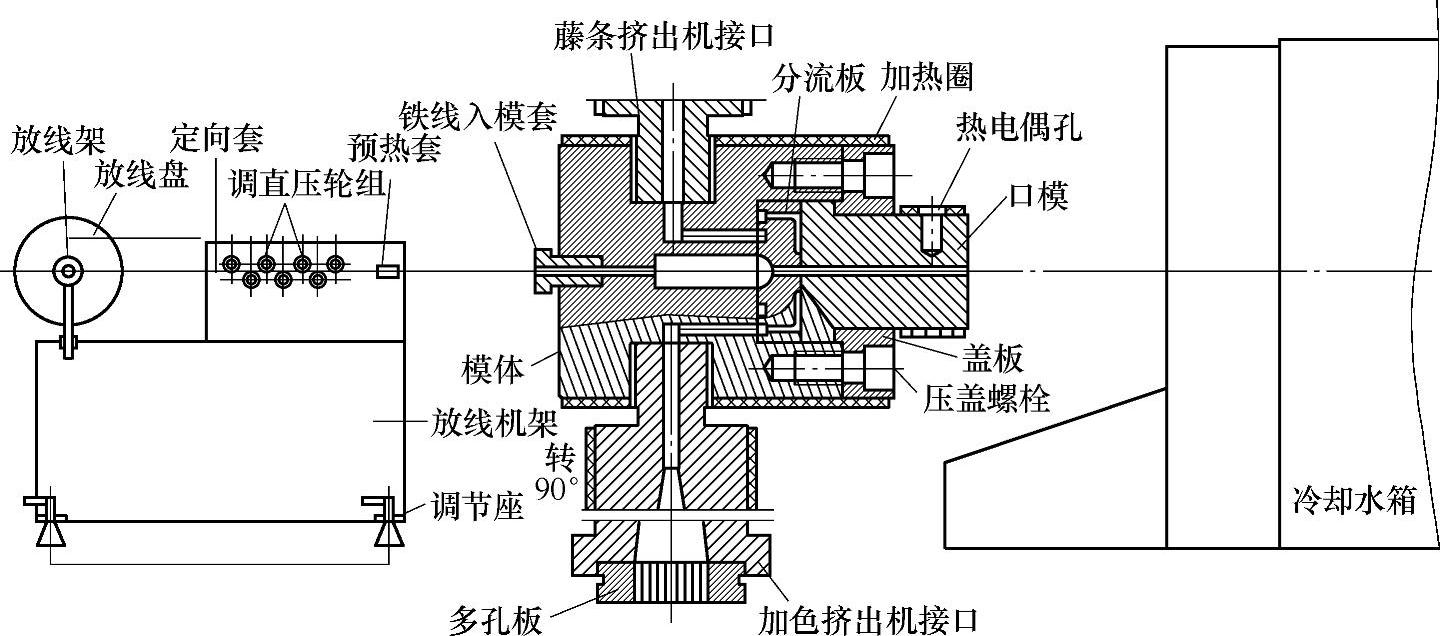
图8-10 加色仿藤条包铁线生产线

机头是挤出机的成型部件,它主要包括机头体、分流器、分流器支架、芯棒、口模、调节螺栓等。2)按机头内压力大小分类。3)按挤出制品的形状分类。管材挤出成型机头主要是挤出软质和硬质圆形塑料管状制品,另外还有塑料与塑料、塑料与金属复合管状制品。板与片的挤出成型模具主要指机头,定型在辅机中进行。又称电缆挤出成型机头。棒材一般是指实心的圆棒、方棒、多角棒等,挤出成型模具包括机头和定型模套。⑨坯料挤出机头。......
2023-06-15

管状机头口模结构如图8-5b所示。其特点是口模可调节包覆层的厚薄偏差,变换口模和分流锥芯棒就可改变包覆生产规格,实现一个机头生产多个规格的产品。直角式机头有利于芯线通过口模。线缆包覆机头成型生产的线速度非常快,供胶量大,熔胶在模内停滞时间短,为使线缆表面粗糙度较低,在生产过程中往往采用较高的加热温度和口模温度。......
2023-06-15

图7-31所示为直角式单丝机头结构,它主要用于聚氯乙烯单丝挤出成型生产。图7-30 直通单丝机头结构1—机头体 2—熔体过滤器 3—支承隔板 4—加热带 5—喷丝板图7-31所示为直角式单丝机头结构。以下我们以生产聚乙烯单丝的技术参数对机头及喷丝板进行介绍。从喷丝板出来的单丝温度很高,聚乙烯可达300℃。表7-7 单丝直径与喷丝板孔径关系......
2023-06-15

图3-24所示为PVC波纹管挤出机头结构,图3-25所示为波纹管成型原理。图3-23 直角式软管挤出机头1—芯模 2—机头体 3—口模 4—并紧帽 5—颈接图3-24 PVC波纹管挤出机头结构1—气塞棒 2—口模 3—锁母 4—分流锥支架 5—调节螺钉 6—机头体 7—进气管 8—芯轴 9—芯棒图3-25 波纹管成型原理1—波纹管 2—成型模具 3—口模 4—芯棒图3-26 筛孔式机头双层异形式机头 其挤出原理如图3-27所示,此种机头可用直通式结构,但采用筛孔式结构更好。......
2023-06-15
中空型材挤出机头的典型结构如图4-24所示,长圆柱流道起稳流作用的中空型材挤出机头如图4-25所示。对于简单的异型材机头,也可以将预成型板与口模板合为一块板。a.选择异型材横截面的重心作为挤出中心。这种机头没有死角停滞现象,对敞口式异型材也可采用无型芯和无支架结构。......
2023-06-15

挤出制品对机头设计与制造的要求1)制品的尺寸精度。熔体在口模各处的流速、压力降均不相同,给机头的设计、制造、调试加大了难度。为防止收缩痕,应在模具设计中尽可能使壁厚均匀,加强筋的壁厚比本体减薄20%以上,让加强筋与本体冷却速度平衡,或在出现收缩痕的部位设置补偿性凸缘。挤出成型机头的设计原则1)机头内腔要呈流线型。......
2023-06-15

芯棒式机头(侧进料)芯棒式吹塑薄膜机头(侧进料)结构如图2-15所示。螺旋式吹塑薄膜机头另一种结构如图2-19所示,其特点是在芯棒中开设3~8条螺纹形流道。图2-18 螺旋式吹塑薄膜机头(一)d0—进料口直径 d—口模内直径 d1—芯模直径 d2—模体......
2023-06-15
头盔外壳成型模的总装配图,如图4-6所示。同样也只有将它们拆解后,才能取出头盔外壳。只有这样将整个模板连成一个整体后,才能在模具的型腔中进行头盔外壳的裱糊。4)头盔外壳的裱糊达到规定的厚度之后,再装进各个模块。5)头盔外壳成型模在装配前,要清理干净各个型面、型腔和钻套孔中的流胶。然后,抽出长导柱22等,先卸掉下中模板16、下左模板16-1,再卸掉下右模板16-2,即可实现“头盔外壳”的脱模。......
2023-06-30
相关推荐