图8-1所示为电线电缆包覆挤出成型工艺流程,其生产设备包括送线装置、调直加热装置、挤出机、机头、冷却装置、牵引装置、卷取装置。图8-1 电线电缆包覆挤出成型工艺流程1—送线装置 2—挤出机 3—机头 4—冷却装置 5—牵引装置 6—卷取装置电线、电缆包覆一般都是包覆铝线、铜线,铝、铜线作为导电线芯,外包塑料作为绝缘层,线芯既有单股,也有多股铰制在一起的。......
2023-06-15
(1)聚乙烯粒料包覆成型
1)原料选择。聚乙烯由甲基构成,成长链对称排列,具有与烷烃相似的结构,分子对称无极性,分子间作用力小,为惰性稳定聚合物,加上吸湿性小,因而具有优异的电绝缘性。此外,聚乙烯介电损耗很低,且耐高压,在隔绝空气加热至200℃时,其电性能仍变化很小。线缆包覆所用原料主要选用密度为0.92g/cm3、熔体流动速率(MFR)为0.25g/10min的聚乙烯树脂。因纯聚乙烯的耐大气老化和日光曝晒性能差,要提高耐大气老化和日光曝晒性能,需加入辅助料如抗氧剂、紫外线吸收剂、炭黑等,以增强制品的抗老化性能。原料选择完成后,把主料与辅料混合造粒。电缆粒料如果受潮有水分,应先在80℃的热风循环烘箱中干燥处理后再投产。
2)铜线进模前的预热温度为80~110℃。
3)机筒加热温度。
①交联聚乙烯电线电缆包覆工艺。挤出机用突变形螺杆,各段温度分别为加料段130~150℃,塑化段150~170℃,均化段170~190℃,机头温度为170~180℃。
②通信电缆包覆工艺。滤网目数和层数为80目/120目/120目/80目共四层。机筒温度分别为加料段150~180℃,塑化段190~220℃,均化段230~250℃,机头温度为230~240℃。
4)采用PE包覆作护套的优点。
①原料来源丰富,价格便宜。
②质量轻,具有优良的电绝缘性、耐化学腐蚀性及耐低温性,相同尺寸时单位质量长度大。
③加有炭黑的PE耐大气老化性能好,使用寿命可达20年以上。
④采用聚乙烯-铝带-聚乙烯塑料防护套防潮性能好,可保证塑料通信电缆各种参数长期稳定。
⑤能消除铅包电缆由于振动疲劳、电腐蚀和化学药剂等产生的障碍,质量比铅包电缆小50%,能大幅节约原材料。
⑥加工成型方便。
5)生产设备。
①加长密炼机。
②单螺杆挤出机。
③双螺杆挤出机。
6)制作工艺
①工艺流程。原辅料→称量→密炼辊压→挤出成条→自然风冷→切粒→包装。
②加长型密炼机生产工艺流程。原辅料→储罐→计量→密炼机→挤出成条→水下切粒→粒料干燥→包装。
③单螺杆挤出机生产工艺流程。原辅料→储罐→计量→单螺杆挤出机→水下造粒→粒料干燥→包装。
④双螺杆挤出机生产工艺流程。原辅料→称量→捏合→螺旋加料器→锥形双螺杆挤出机→水下造粒→粒料干燥→包装。
7)工艺过程。
①捏合。捏合的目的是使组分混合均匀。由于母料中炭黑含量高达30%,而捏合时炭黑无孔不入,它会污染环境,损害健康,如捏合不好,还会影响产品质量。因此,理想的捏合工艺应该是捏合温度控制在PE的熔点附近,在料已结成小块而未成大块时排料。此时的料没有游离炭黑,即使用手捏后手心也不黑。
②密炼。电缆包覆料中炭黑分散的好坏,直接影响包覆的外观质量、拉伸强度、断裂伸长率、环境应力龟裂性能、低温脆化性能等,而母料中炭黑分散的好坏又直接影响电缆包覆料中炭黑分散度。
③辊压。辊压温度应控制在既不粘辊又不包辊的温度。如果温度过高,料片粘辊,强度低;温度过低,料片不包辊,孔洞多,易断。
④挤出造粒。挤出(温度不宜超过220℃)造粒既可使成品料粒外表规整、美观,又能克服PE护套料生产中难以拉片切粒的困难。
⑤冷却。PE是一种低熔点的结晶型塑料,自然风冷虽然设备简单,但效率低,占地面积大,不适合大批量生产。
⑥环境卫生保护。炭黑的飞散是PE护套料生产中突出的问题,因此捏合应采用封闭、集中的生产方式。
⑦废品处理。生产中的废品除可安排其他用途外,也可回收再用作电线包覆料。只需适当加入一些抗氧剂,不会影响制品的使用性能。
⑧母料的制备。要想得到较好的分散质量,必须采用预制母料工艺。因预制母料后炭黑均匀分散在PE中,从而保证炭黑在PE料中分散良好,可避免炭黑与空气接触,防止因氧化受潮引起的质量变化。同时预制母料还可净化环境,节约电能,生产出质量稳定、分散均匀的黑色PE电缆护套料。
8)黑色PE电缆护套料的应用。PE可作为高频绝缘材料,用来制造通信电缆,而这一点聚氯乙烯是不可能的。用PE做护套的通信电缆品种很多,如长途对称高频通信电缆、市内电话电缆、同轴电缆、海底通信电缆、泡沫PE绝缘中继电缆、导弹控制用通信电缆等。在高频绝缘方面,PE有取代PS的趋势。PE电缆由于介电常数和介电损耗小,受温度和频率的影响小,体积电阻率系数大,化学稳定性好,能经受比PVC电缆更高的电压,所以还是制作电力电缆的较好绝缘材料。此外,添加炭黑后的聚乙烯还具有耐大气老化性能好、耐化学熔剂和耐水湿性能突出的优点,其缺点是熔点低、易软化变形、应力差、收缩率大,但这些可能通过改性克服。
(2)聚氯乙烯粒料包覆成型
1)原料选择。聚氯乙烯电缆料是以纯度较高的悬浮法PVC-SG1和PVC-SG2型树脂为主料,再加入一定比例的增塑剂和稳定剂组成。增塑剂主要选用磷酸酯,通常用苯二甲酸酯(耐热性好)作主增塑剂。增塑剂的酸值对电线绝缘性、耐热性都有影响,应选择酸值小的增塑剂。稳定剂应以碱性铅盐作主稳定剂,最好三碱式硫酸铅与二碱式亚磷酸铅并用,这样可兼顾热、光稳定性。在包覆前如果电缆粒料受潮,还应在80℃的烘箱中烘干2h。
2)挤出机选用单螺杆挤出机,螺杆结构为等距不等深渐变型,长径比L/D为18~25,压缩比为3。多孔板用40目筛网过筛,稳定剂和着色剂等浆料应研磨成细小颗粒。
3)温度控制。
①聚氯乙烯包覆绝缘级各段温度分别为加料段120~140℃,塑化段140~160℃,均化段160~180℃,机头温度为170~180℃。
②聚氯乙烯包覆护套各段温度分别为加料段120~140℃,塑化段140~160℃,均化段160~180℃,机头温度为170~180℃。
4)芯线预热处理。进模前芯线应预热到80~110℃,以确保芯线能和熔融塑料牢固黏附在一起。
(3)聚丙烯粒料包覆工艺 机筒螺杆采用突变型,机筒温度分别为加料段140~170℃,塑化段180~210℃,均化段220~240℃,机头温度为220~230℃。过滤网采用不锈钢丝编织。
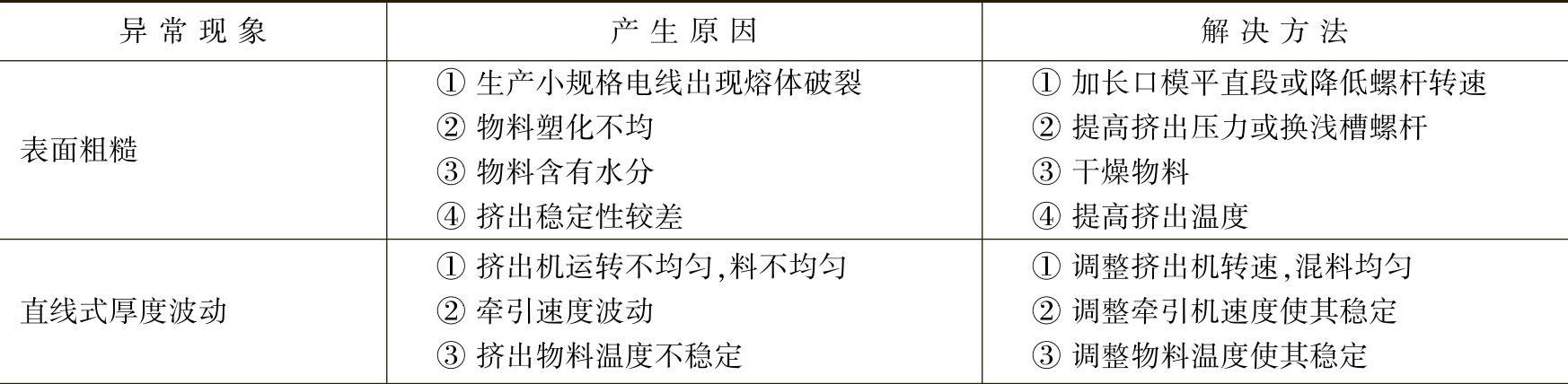
(4)电线、电缆包覆生产中的异常现象、产生原因及解决方法(表8-2)
表8-2 电线、电缆包覆生产中的异常现象、产生原因及解决方法
(续)
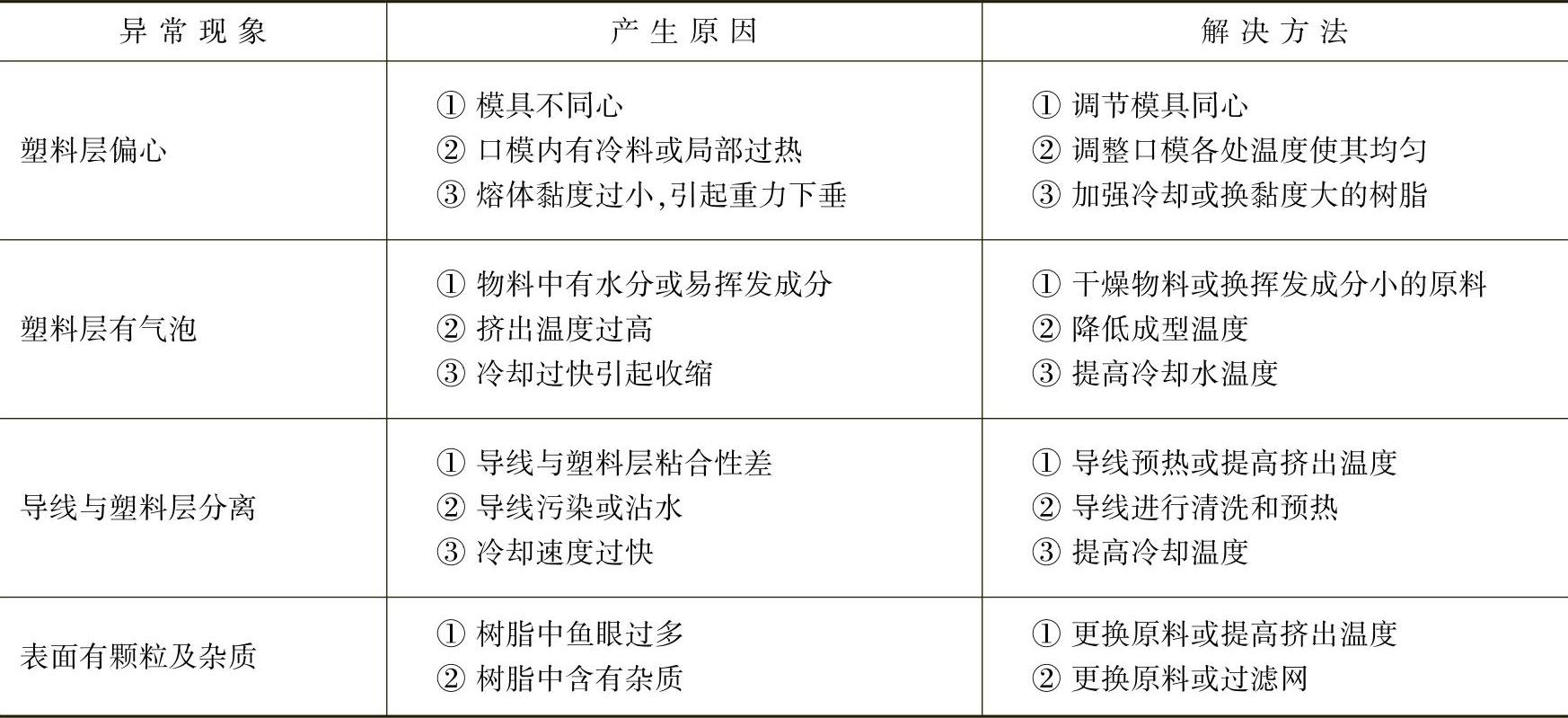

图8-1所示为电线电缆包覆挤出成型工艺流程,其生产设备包括送线装置、调直加热装置、挤出机、机头、冷却装置、牵引装置、卷取装置。图8-1 电线电缆包覆挤出成型工艺流程1—送线装置 2—挤出机 3—机头 4—冷却装置 5—牵引装置 6—卷取装置电线、电缆包覆一般都是包覆铝线、铜线,铝、铜线作为导电线芯,外包塑料作为绝缘层,线芯既有单股,也有多股铰制在一起的。......
2023-06-15

原料选择PP打包带挤出成型主要用料是聚丙烯树脂,树脂的熔体流动速率为2~3.5g/10min,密度为0.91g/cm3。聚丙烯母料采用无规聚丙烯,需加入一定比例的碳酸钙和其他辅料制成。机头模唇温度应比机筒最高温度低10℃,这样成型较好。料坯合格后,才能把带坯引入冷却水槽和拉伸牵引辊,并引进压花辊和双盘收卷机。7)通常模唇口宽度是打包带制品宽度的4~4.5倍,模唇口间隙是打包带成品厚度的3倍。......
2023-06-15

3)吹塑成型制品的吹塑冷却定型模具温度为20~50℃。2)聚丙烯瓶成型前所用的管坯挤出设备都相同,不同的是成型管坯后坯管的制颈和封底工艺。PP制品的拉伸比为1.5~2.5,吹胀比为3~5。管坯加热烘道把聚丙烯瓶坯加热至原料的玻璃化温度和熔化温度之间,即145~155℃,且瓶坯各部位温度应一致。瓶内装满水后旋紧盖从1.2m高处坠落3次应无破裂、损坏,卫生指标应符合GB 9688—1988《食品包装用聚丙烯成型品卫生标准》的规定。......
2023-06-15

单丝冷却水箱温度控制在25~35℃,单丝出机头的温度在300℃以上。包角为20°时,单丝在机头喷丝板处不易产生熔融断丝,单丝质量好。辊筒牵引拉伸倍数为8~10,烘道内温度可达140~160℃,单丝强度较高。挤出机温度控制为170~190℃、190~210℃、210~230℃、230~250℃,接颈温度为240~250℃,机头温度为230~240℃。挤出前需干燥至含水量小于0.1%。聚氯乙烯单丝生产工艺RPVC单丝挤出成型要选用流动性好的SG4和SG5拉丝级专用树脂。......
2023-06-15

图9-24 医用聚氯乙烯造粒工艺流程4)PVC医用粒料外观尺寸和要求见表9-4。出模温度若超过240℃,管材表面会出现鱼鳞纹和鲨鱼皮斑。①选用SJ-72平行同向双螺杆挤出机塑化造粒。将木粉在80℃的烘箱中烘2h,同时将废PVC用粉碎机粉碎成小颗粒,并按上述配方混合。熔料挤出后经切粒机切成粒状。实践证明,选择双螺杆挤出机挤出造粒是最理想的。......
2023-06-15

棒材生产工艺 原料中如果有水分,挤出的棒材内部就会产生气泡,形成大量的蜂窝状空隙。4)挤出成型不同截面形状制品时,要注意口模形状的选择。6)塑料棒材的挤出塑化成型温度应控制在比原料的熔融温度高30℃。7)较大直径棒材成型后要及时进行热处理,以消除内应力。聚酰胺棒材热处理方法是放在100℃水中浸泡3~4h。常用工程塑料棒材挤出成型工艺条件见表7-4。......
2023-06-15

共挤出吹塑也叫多层吹塑,目前广泛用于各种包装容器,特别是饮料的包装。共挤出吹塑的特点 各种塑料对氧、二氧化碳及湿气的渗透率是不同的。在这种情况下,通常采用共挤吹塑成型,即把多种聚合物复合在一起,成型为多层容器。共挤吹塑的优点:1)可提高容器的阻渗性能。共挤出吹塑制品的结构及组成 共挤出吹塑制品壁内的各层由不同的聚合物组成,通常为三层,有时也采用二层、四层或五层。......
2023-06-15

采用双螺杆挤出机可以省略造粒这一工序,目前都是采用向外异向锥形双螺杆挤出机。2)机头和定型模具。这些门、窗异型材大多都是空腔异型材,冷却定型都是多个并联,在喷淋或浸泡式水槽处设计了几组校正定直模块,进一步防止弯曲变形。真空定型真空度为-0.07MPa,冷却水温为10~15℃,牵引速度为1.25m/min。生产出的型材还要通过时效处理,以消除残余应力。......
2023-06-15
相关推荐