工艺流程 用于电力线路的金属线芯有铜和铝两类,其生产工艺流程是放线架→调直滾轮组→预热箱→机头包塑→水槽冷却→测径仪→电火花测试仪→收卷机。放线是双架,收卷也是双盘,才能保证连续生产不停机。电线包覆速度很快,为了防止产生大量废品,必须检测绝缘包覆层的空隙或缺陷。如果还装设了测径仪,则还可以根据包覆直径的波动数及时调整工艺参数。表8-1 几种电线、电缆生产时的工艺参数......
2023-06-15
(1)工艺流程 电线、电缆包覆挤出成型生产线。该生产线没有用牵引机,而是通过绞盘牵引电线。如图8-2所示。
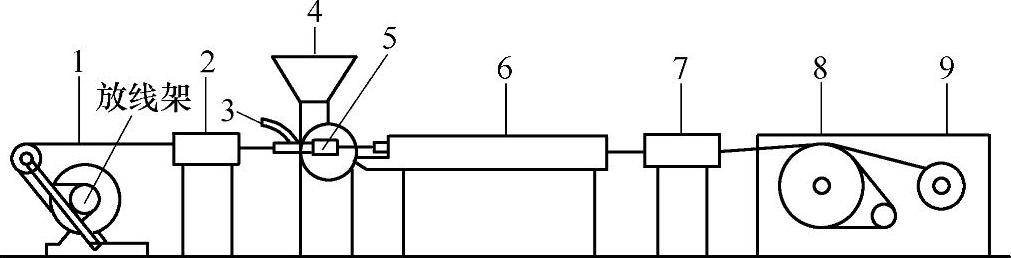
图8-2 电线电缆包覆挤出成型生产线
1—芯线 2—芯线预热处理 3—抽真空管 4—单螺杆挤出机 5—机头 6—冷却水槽 7—测试仪 8—绞盘 9—卷绕
电线电缆包覆挤出成型工艺流程:放线装置→芯线调直装置→芯线预热筒→抽真空接管→包覆机头→单螺杆挤出机→冷却水槽→电火花测试仪与外径测试→长度计量→自动排线→绞盘。(绕圈牵引)→双盘收卷→取盘入库。
通信电缆包覆挤出成型工艺流程:
HDPE电缆料→预热干燥
铜线→拉丝→软化→预热→挤出→牵引→电火花检验→外径测试→自动收线→通信电缆
(2)电线、电缆包覆挤出成型生产设备 电线、电缆包覆挤出成型生产设备如图8-3所示,它由放线架、线盘、导向辊、预热箱、挤出机、机头、冷却水槽、牵引机、收卷机组成。

图8-3 电线、电缆包覆挤出成型生产设备
1)放线装置。芯线从线盘放出后要通过调直压轮组,把芯线压直再进入预热孔加热。
2)挤出机。一般选用ϕ45mm的单螺杆挤出机,最大选用ϕ65mm的单螺杆挤出机。螺杆结构为等距不等深渐变型,长径比L/D为18~25,压缩比为3。
3)机头。一般选用直角机头,便于芯线通过。
4)冷却水槽。冷却水槽长为3~4m。因线速度较快,水槽太短冷却时间不够。
5)电火花测试仪。用于检测包覆质量。如果芯线没有包好,塑料层有针孔或包层过薄绝缘不好,通过电火花测试仪就会被电击穿产生火花。
6)测径仪。用于光电测径。如果配套安装自动控制软件,可用牵引速度或挤出压力对应直径变化自动调节参数,可闭环控制和视屏数据显示。还可安装长度计量装置,或达到设定长度进行自动切断换卷盘。
7)收卷机。可选用双盘快换式,实现不停机换卷盘。

工艺流程 用于电力线路的金属线芯有铜和铝两类,其生产工艺流程是放线架→调直滾轮组→预热箱→机头包塑→水槽冷却→测径仪→电火花测试仪→收卷机。放线是双架,收卷也是双盘,才能保证连续生产不停机。电线包覆速度很快,为了防止产生大量废品,必须检测绝缘包覆层的空隙或缺陷。如果还装设了测径仪,则还可以根据包覆直径的波动数及时调整工艺参数。表8-1 几种电线、电缆生产时的工艺参数......
2023-06-15

管状机头口模结构如图8-5b所示。其特点是口模可调节包覆层的厚薄偏差,变换口模和分流锥芯棒就可改变包覆生产规格,实现一个机头生产多个规格的产品。直角式机头有利于芯线通过口模。线缆包覆机头成型生产的线速度非常快,供胶量大,熔胶在模内停滞时间短,为使线缆表面粗糙度较低,在生产过程中往往采用较高的加热温度和口模温度。......
2023-06-15

灭菌乳达到商业无菌,无须冷藏,可以在常温下保存。牛乳经预热及均质后,进入板式或管式热交换器的加热段,被加压热水系统加热至 137°C。离开保温管后,灭菌乳进入无菌冷却段,被水冷却。灭菌乳在无菌条件下被连续地从管道内送往包装机。......
2023-06-15

聚氯乙烯电缆料 塑料电线、电缆的结构是铜、铝金属线作线芯,外面用挤塑方法包覆一层塑料作绝缘护套层。聚氯乙烯电缆料的耐压等级和绝缘电阻比较高,但介电常数和介电损耗较大,一般用作1000V以下电缆的绝缘材料。聚氯乙烯电线、电缆配方(质量份)。但聚酰胺的力学性能好、熔点高、耐油性好,是制作电线电缆护套层的好材料。......
2023-06-15

确定链霉素生产工艺流程,如图1-2-10所示。链霉素是一种高极性并有很强亲水性的有机碱,整个分子成为一个三价盐基强碱。链霉素易溶于水,难溶于有机溶剂。适合于菌丝生长的pH为6.5~7.0,适合于链霉素合成的pH为6.8~7.3,pH低于6.0或高于7.5,都对链霉素的生物合成不利。......
2023-06-24

图7-43 圆网生产工艺流程及设备平网机头设计 平网成型机头中的上、下模板内是衣架式熔料流道,上、下口模由偏心轴带动,能在齿条上左右移动,完成成型和平网丝的粘接成型工作。成型机头由机头体3、梳板4、导板1、偏心轴2等组成。......
2023-06-15
子任务二麦芽的制取把大麦制成麦芽,称为麦芽制取。图2.3麦芽制取工艺流程一、大麦的预处理(一)大麦的后熟与储藏新收获的大麦有休眠期,发芽率较低,只有经过一段时间的后熟期才能达到应有的发芽力,一般后熟期需要6~8周。为减少呼吸消耗,大麦水分应控制在12.5%以下,温度在15℃以下。......
2023-12-07
图8-1所示为电线电缆包覆挤出成型工艺流程,其生产设备包括送线装置、调直加热装置、挤出机、机头、冷却装置、牵引装置、卷取装置。图8-1 电线电缆包覆挤出成型工艺流程1—送线装置 2—挤出机 3—机头 4—冷却装置 5—牵引装置 6—卷取装置电线、电缆包覆一般都是包覆铝线、铜线,铝、铜线作为导电线芯,外包塑料作为绝缘层,线芯既有单股,也有多股铰制在一起的。......
2023-06-15
相关推荐