板(片)材挤出机头口模的调节方式 口模平直段的长度,一般要根据板材的厚度而定,通常取板材厚度的20~30倍。图6-22所示为格子板机头用螺钉调节模唇上下移动而控制口模出胶间隙的方法。一般情况下,生产板材的扁平机头都兼用阻流块、阻流棒和口模间隙调节装置。板材机头口模技术参数与制品质量关系1)板坯进入三辊的方向与制品质量关系。图6-30 ABC塑料板材的机头温度分布5)口模宽度与出料均匀性。......
2023-06-15
塑料电线电缆是指用塑料作电线电缆的绝缘层、护套层的电线电缆,它广泛用于电力传输、照明、动力机械、通信及控制信号等许多方面。
塑料电线电缆所用塑料的品种繁多,按原料分有聚氯乙烯、聚乙烯、聚丙烯、聚酰胺和聚苯乙烯等;按耐热温度分又有普通绝缘级、耐热级、耐寒级;按用途分有通信电线、电缆,输电绝缘电线、电缆,还有低压、高压电线、电缆,电线、电缆护套等。
图8-1所示为电线电缆包覆挤出成型工艺流程,其生产设备包括送线装置、调直加热装置、挤出机、机头、冷却装置、牵引装置、卷取装置。
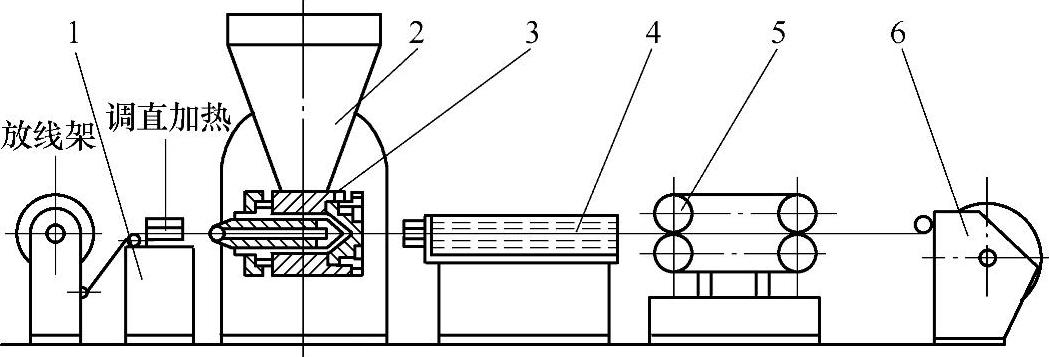
图8-1 电线电缆包覆挤出成型工艺流程
1—送线装置 2—挤出机 3—机头 4—冷却装置 5—牵引装置 6—卷取装置
电线、电缆包覆一般都是包覆铝线、铜线,铝、铜线作为导电线芯,外包塑料作为绝缘层,线芯既有单股,也有多股铰制在一起的。此外还有包覆铁线用于制作铁线衣架和阳台隐形网,包覆绳子用作晒衣绳,软管包铁线用作医用胃、肠插管,仿藤条包铁线用于编织床垫、坐椅垫以增加强度和承载能力。线缆覆层挤出机头又称包覆机头,这种机头是将金属线连续包覆一层塑料并随之定型,其定型装置一般都非常简单。
塑料具有良好的电气绝缘性和一定的机械强度、耐热性、耐老化性,加工生产容易,是最理想的电绝缘材料。塑料的绝缘层越厚,线缆的绝缘性就越好,机械强度也越高。但太厚散热性能差,柔软度也差。电缆的覆层是多股电线的外护层,其作用是保护内层电线不受损伤和防止潮气浸入,防止酸、碱等化学物侵蚀。

板(片)材挤出机头口模的调节方式 口模平直段的长度,一般要根据板材的厚度而定,通常取板材厚度的20~30倍。图6-22所示为格子板机头用螺钉调节模唇上下移动而控制口模出胶间隙的方法。一般情况下,生产板材的扁平机头都兼用阻流块、阻流棒和口模间隙调节装置。板材机头口模技术参数与制品质量关系1)板坯进入三辊的方向与制品质量关系。图6-30 ABC塑料板材的机头温度分布5)口模宽度与出料均匀性。......
2023-06-15

塑料打包带被广泛用于日常百货、纺织、轻工、电器、仪表、医药、建材等行业,是理想的打包和捆扎材料,也可用来编织提篮、凉席等用品,使用非常广泛。塑料打包带可分为人工打包带、机用打包带和齿形带等。聚丙烯打包带约占总产量的90%以上,其配方一般是100份普通PP料再加入20~40份无规聚丙烯母料,以及适量的抗氧剂、色料等。......
2023-06-15

原材料准备 聚乙烯瓶是指容积为几十毫升至几升的各种小规格中空制品。这类塑料瓶用挤出吹塑成型,与聚乙烯桶的生产成型工艺相似。聚乙烯瓶既可用熔体流动速率为0.5~3g/10min的线型低密度聚乙烯,也可用熔体流动速率为0.10~1.2g/10min的高密度聚乙烯树脂。吹胀成型中空制品的模具温度控制在20~50℃。聚乙烯瓶的质量要求1)瓶的外观质量要求。③跌落性能试验。应达到无破裂现象。②高度150mm≤H≤220mm时垂直度的极限偏差≤4.5mm。......
2023-06-15
聚乙烯粒料包覆成型1)原料选择。此外,聚乙烯介电损耗很低,且耐高压,在隔绝空气加热至200℃时,其电性能仍变化很小。①交联聚乙烯电线电缆包覆工艺。⑥加工成型方便。捏合的目的是使组分混合均匀。电缆包覆料中炭黑分散的好坏,直接影响包覆的外观质量、拉伸强度、断裂伸长率、环境应力龟裂性能、低温脆化性能等,而母料中炭黑分散的好坏又直接影响电缆包覆料中炭黑分散度。8)黑色PE电缆护套料的应用。......
2023-06-15

8)连续检查复合管的内外径及壁厚情况,当全部达到标准要求时,就可用卷取机卷取,生产线进入正常状态。铝塑复合管生产中的异常现象、原因分析及解决方法。表8-3 铝塑复合管生产中的异常现象、原因分析及解决方法注:生产中若出现铝带断带、爆破等问题进行处理时,为要防止冷却水从断带和破损处倒流进入机头中,此时不得停止压缩空气供应。......
2023-06-15

聚丙烯板挤出成型试模调机1)原材料选择。由于板材从机头挤出后首先接触三辊压光机的中辊,因此中辊的温度最高,约高出10~20℃。④PP熔体的冷却速度对制品的结晶度影响较大,进而影响制品的透明度。这样PP在成型时易发生分子取向,因而使制品产生各向异性。硬质板口模中间部位温度为155~165℃,中间区和两端面的过渡区部位温度为165~175℃,口模两端部位温度为170~180℃。......
2023-06-15

原料选择PP打包带挤出成型主要用料是聚丙烯树脂,树脂的熔体流动速率为2~3.5g/10min,密度为0.91g/cm3。聚丙烯母料采用无规聚丙烯,需加入一定比例的碳酸钙和其他辅料制成。机头模唇温度应比机筒最高温度低10℃,这样成型较好。料坯合格后,才能把带坯引入冷却水槽和拉伸牵引辊,并引进压花辊和双盘收卷机。7)通常模唇口宽度是打包带制品宽度的4~4.5倍,模唇口间隙是打包带成品厚度的3倍。......
2023-06-15

管状机头口模结构如图8-5b所示。其特点是口模可调节包覆层的厚薄偏差,变换口模和分流锥芯棒就可改变包覆生产规格,实现一个机头生产多个规格的产品。直角式机头有利于芯线通过口模。线缆包覆机头成型生产的线速度非常快,供胶量大,熔胶在模内停滞时间短,为使线缆表面粗糙度较低,在生产过程中往往采用较高的加热温度和口模温度。......
2023-06-15
相关推荐