挤出成形是一种利用挤出机把热塑性塑料连续加工成各种截面形状制品的方法,主要用于管材、棒材、线材、薄膜、电线电缆和异形截面型材的加工。挤出成形是塑件成形的主要方法之一,在塑件成形生产中占有重要的地位。......
2023-06-24
(1)原材料准备
1)氯化聚乙烯(CPE)。含氯量应为28%~30%。
2)磁粉。磁粉是决定塑料磁性能的主要原料。铁氧体磁粉属六角晶系磁铅石型晶体结构,其磁性能是由晶体的完整性所决定的。因此,导致晶体破碎或结构不完整的任何因素都会促使磁粉性能下降。磁粉的粒径及其分布是衡量磁粉结构的一个重要指标。铁氧体磁粉粒径为1~1.2μm时,磁性能最佳,因为此值与磁畴尺寸相等。当磁粉粒径大于或小于磁畴尺寸时,磁性能都会下降。
3)增塑剂。邻苯二甲酸二辛酯(DOP)与环氧大豆油(ES-BO)都可以作为增塑剂使用。DOP和CPE有很好的相容性,而ES-BO还兼有稳定剂的作用。
(2)生产设备
1)高速混合机。
2)二辊塑炼机。
3)切粒机。
4)挤出机。挤出机的螺杆长径比和压缩比都应比常规挤出机小。
5)机头与定型模。按板式异型材设计机头,真空定型模比常规定型模短,真空量也小。因密封条是软质料,不需要长定型和大的真空度。
(3)成型工艺
1)工艺流程。电冰箱塑料门磁性密封条生产工艺流程如图7-50所示。
2)磁粉表面处理。取适量表面处理剂对磁粉表面进行处理。
3)混合与炼塑。将磁粉、CPE、DOP等按比例加入高速混合机内高速搅拌6~8min,然后取出在二辊塑炼机上塑炼,制成薄片,再经切粒机切成颗粒。
4)挤出成型。在特制的挤出机上成型加工,该挤出机比常规挤出机的螺杆长径比、压缩比都要小。
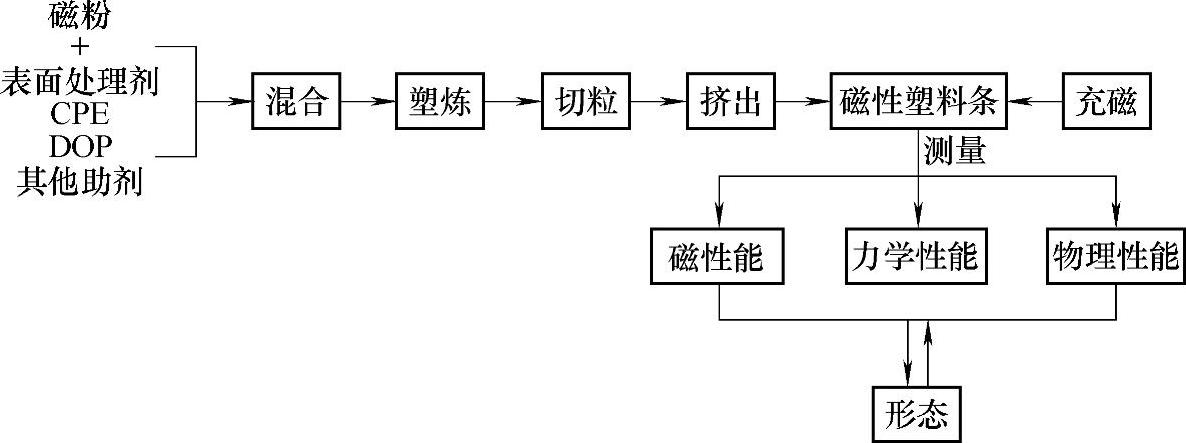
图7-50 电冰箱塑料门磁性密封条生产工艺流程
5)充磁。挤出成型的磁性塑料密封条不具有磁性,还要通过磁化过程,即充磁后才具有磁性。充磁方式是采用电容脉冲放电方式对磁性密封条进行充磁。
6)磁性能。塑料在磁性密封条中的作用仅是粘接磁粉,所以为了提高磁性能,应尽量减少塑料的含量,增加磁粉的填充量。实践证明,当磁粉量超过86%时,磁性塑料密封条具有最好的磁性能。

挤出成形是一种利用挤出机把热塑性塑料连续加工成各种截面形状制品的方法,主要用于管材、棒材、线材、薄膜、电线电缆和异形截面型材的加工。挤出成形是塑件成形的主要方法之一,在塑件成形生产中占有重要的地位。......
2023-06-24

塑料异型材挤出是由一条生产线来完成的,生产线包括单、双螺杆挤出机、异型材机头、真空定型装置、风冷或水冷却装置、牵引装置、切割装置、堆料装置或料台等。当型材断面积小,每米重量小于250g时,只能用单螺杆机生产;型材截面积大时,建议选用双螺杆挤出机。3)异型材用双螺杆挤出机时,可直接用混合搅拌均匀的粉料挤出成型,但机筒温度控制和单螺杆挤出机不一样。......
2023-06-15

聚丙烯密封条主要用于两个零件结合处的静止密封。聚丙烯密封条成型用原料配方(质量份)如下:1)聚丙烯配方一。聚丙烯密封条挤出成型方法简单,先把主料和辅料按配方要求分别计量后,在混合机混合均匀再投入挤出机混炼造粒,塑化熔融后由机头挤出成型,经水槽冷却定型后再收卷即可成型密封条制品。......
2023-06-15
聚氯乙烯密封条概述PVC塑料密封条截面可以有多种形状,其原料大多是软质PVC塑料。这里介绍耐油聚氯乙烯密封条的成型方法。2)把聚氯乙烯树脂及稳定剂等辅料按配方计量,加入高速混合机内,把原料混合均匀,掺混搅拌后料温控制在125℃。聚氯乙烯树脂与丁腈橡胶共混料在挤出机筒内塑化温度比挤塑PVC料塑化温度略低。......
2023-06-15

图1-52 定型模三模串联图1-53 低发泡木塑镜框制品图1-54 普通木塑产品低发泡挤出制品的性能。常规生产过程中,挤塑未交联和未发泡的型坯片材,当这类挤出物离开口模后,并不立即发泡,而是在随后的烘箱中交联发泡。即不能过早在挤塑机或挤塑模中发泡,否则会造成气泡流经模壁时被撕破,致使型材表面不良或粗糙。图1-61所示为共挤发泡机头及定型模。它是采用两台挤出机分别挤出不发泡的表层和发泡的芯层物料,经共挤出成型的工艺。......
2023-06-15

合成纤维的生产成型温度相对较高,整个挤出机机筒上要有良好的保温隔热措施。③合成纤维挤出成型与塑料单丝挤出成型所使用的挤出机和机头基本相同,只是成型合成纤维的挤出机的保温、隔热要求严格,机头喷丝板孔的直径也稍小。喷丝头组件中的精密齿轮泵使熔体从喷丝板中喷出,形成纤维,然后通过冷却系统进行冷却,上述过程称为挤出成型区,简称Ⅰ区。......
2023-06-15

用聚合度为P2500的高相对分子质量的PVC生产出的密封条不仅密封性能好,还耐低温。①增塑剂DOP增塑效率高,价格便宜,加入量可在40~60份。DOA增塑剂耐寒,具有低温柔软性、耐光性、润滑性,制品手感好,但价格高,加入量可少些,一般为20~30份。这两种增塑剂与PVC树脂的相容性好,增塑速度快,耐久性好。采用DOA增塑剂的高相对分子质量PVC密封条生产工艺流程如图7-49所示。......
2023-06-15

牵引运行正常后,起动机头模具,使坯料成型丝网。塑料网典型产品试模调机1)聚乙烯网成型工艺。2)聚乙烯发泡网成型。这些辅料加入低密度聚乙烯主料中,经均匀混合后即可挤出成型发泡网。发泡网挤出成型设备可选用PE料通用型单螺杆挤出机,螺杆直径为45mm和65mm,长径比L/D≥20。发泡网的牵引速度应与发泡网从成型模具口挤出的速度匹配。......
2023-06-15
相关推荐