原料选择PP打包带挤出成型主要用料是聚丙烯树脂,树脂的熔体流动速率为2~3.5g/10min,密度为0.91g/cm3。聚丙烯母料采用无规聚丙烯,需加入一定比例的碳酸钙和其他辅料制成。机头模唇温度应比机筒最高温度低10℃,这样成型较好。料坯合格后,才能把带坯引入冷却水槽和拉伸牵引辊,并引进压花辊和双盘收卷机。7)通常模唇口宽度是打包带制品宽度的4~4.5倍,模唇口间隙是打包带成品厚度的3倍。......
2023-06-15
(1)工艺参数及操作要点
1)机筒温度。加料段为140~170℃,塑化段为175~200℃,均化段为200~220℃。
2)机头温度为210~220℃。
3)吹胀。生产捆扎绳的吹胀比和牵引比都要小于吹塑薄膜,吹胀比一般为1.1~1.3,拉伸比一般为1.5~2.0。采用上吹法。
4)分切。经牵引辊牵引出的双层膜,被一排切刀切成一定尺寸的窄条,其宽度应可调。
5)拉伸。分切后的窄条经过弓形板加热并拉伸,热拉伸温度约为110~130℃,拉伸倍数为5~7倍。在弓形加热板表面应覆盖一层聚四氟乙烯膜,以确保加热均匀,减少拉伸时的摩擦系数,同时保护弓形加热板。拉伸速度为80~100m/min。
6)吹飞。吹飞的作用除了使窄带进一步冷却,还可防止窄带缠绕在高速旋转的拉伸辊筒上。
(2)塑料捆扎绳生产辅机完好标准
1)传动装置应运转正常,变速平稳,无异常声响和振动。
2)减速箱的润滑管路畅通,油质合格,油量适中,油标醒目,无漏油。
3)导辊、牵引辊移动灵活,速度达到设计要求,表面无严重磨损、锈蚀。
4)V带、链条的松紧度适度,传动平稳。
5)卷曲机摆杆上下运动自如,无窜动,制品卷绕平稳。
6)电器元件齐全、完好,仪表指示准确。
7)拉伸板加热元件完好,温度均匀。
9)设备外观整洁,无黄袍,无油垢,铭牌齐全、清楚。
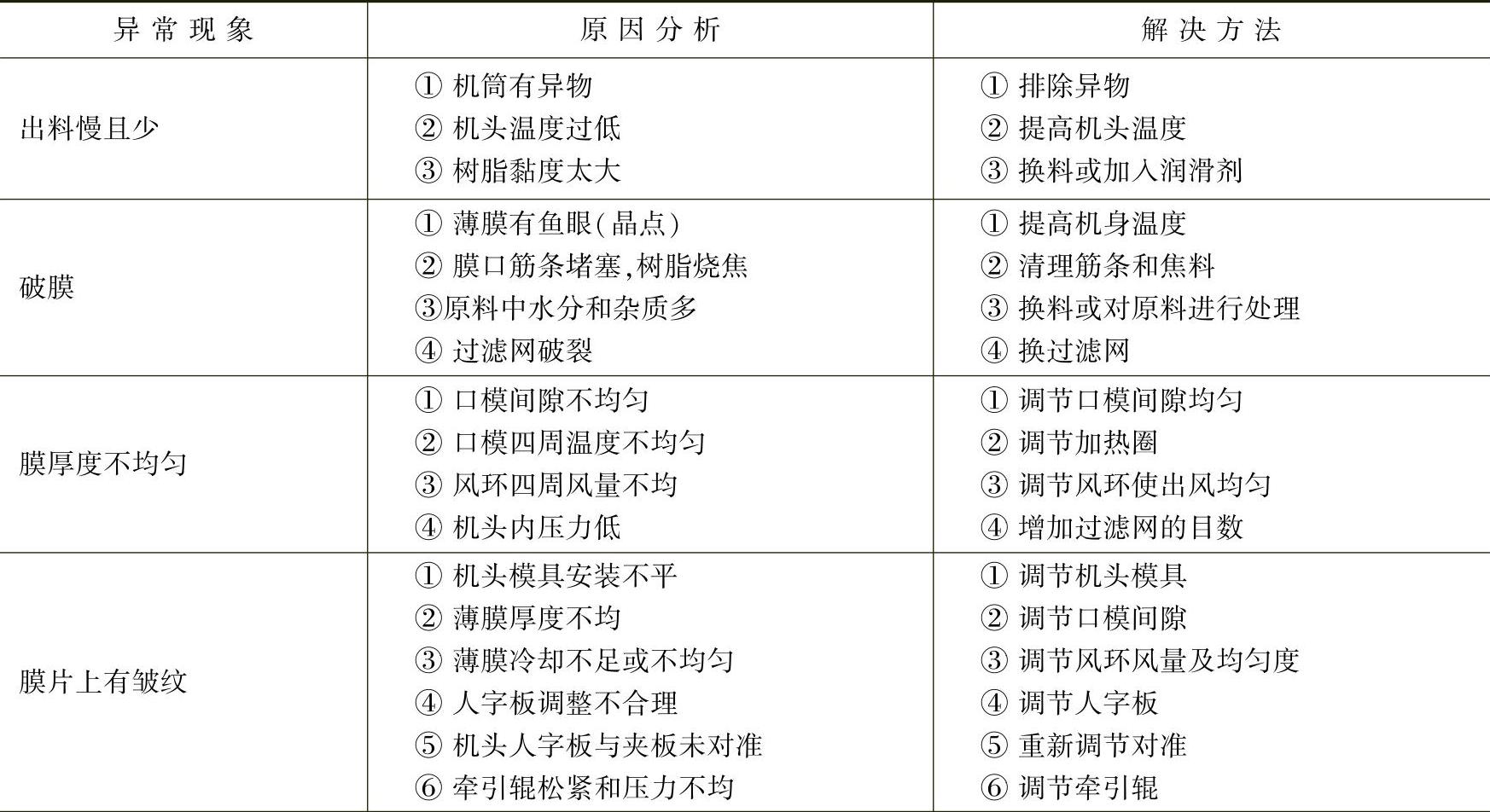
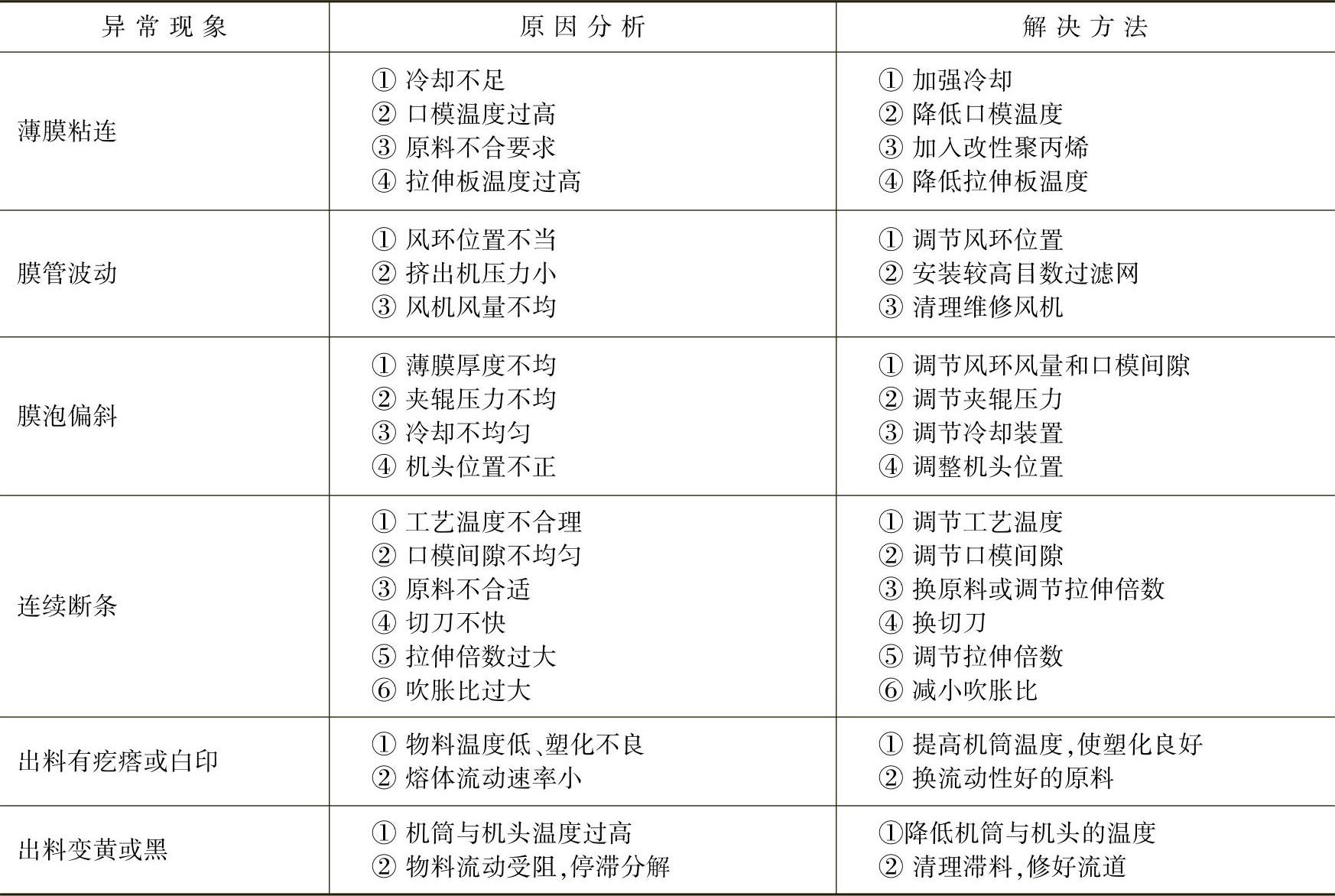
(3)聚丙烯捆扎绳生产中的异常现象、原因分析及解决方法(见表7-13)
表7-13 聚丙烯捆扎绳生产中的异常现象、原因分析及解决方法
(续)

原料选择PP打包带挤出成型主要用料是聚丙烯树脂,树脂的熔体流动速率为2~3.5g/10min,密度为0.91g/cm3。聚丙烯母料采用无规聚丙烯,需加入一定比例的碳酸钙和其他辅料制成。机头模唇温度应比机筒最高温度低10℃,这样成型较好。料坯合格后,才能把带坯引入冷却水槽和拉伸牵引辊,并引进压花辊和双盘收卷机。7)通常模唇口宽度是打包带制品宽度的4~4.5倍,模唇口间隙是打包带成品厚度的3倍。......
2023-06-15

聚丙烯薄膜的挤出吹塑成型1)原料准备。聚丙烯薄膜挤出吹塑成型应选用熔体流动速率为4~10g/min、密度为0.89~0.91g/cm3的树脂。聚丙烯塑料薄膜平挤下垂吹塑生产线如图2-35所示。生产设备 聚丙烯薄膜选用通用型单螺杆挤出机,螺杆结构可用等距渐变型或等距突变型,长径比L/D为20~25,压缩比应小于4,一般为3~4。成型模具结构与聚乙烯薄膜挤出吹塑模具结构相同,一般都选用螺旋式芯棒结构模具。......
2023-06-15
单丝冷却水箱温度控制在25~35℃,单丝出机头的温度在300℃以上。包角为20°时,单丝在机头喷丝板处不易产生熔融断丝,单丝质量好。辊筒牵引拉伸倍数为8~10,烘道内温度可达140~160℃,单丝强度较高。挤出机温度控制为170~190℃、190~210℃、210~230℃、230~250℃,接颈温度为240~250℃,机头温度为230~240℃。挤出前需干燥至含水量小于0.1%。聚氯乙烯单丝生产工艺RPVC单丝挤出成型要选用流动性好的SG4和SG5拉丝级专用树脂。......
2023-06-15
牵引运行正常后,起动机头模具,使坯料成型丝网。塑料网典型产品试模调机1)聚乙烯网成型工艺。2)聚乙烯发泡网成型。这些辅料加入低密度聚乙烯主料中,经均匀混合后即可挤出成型发泡网。发泡网挤出成型设备可选用PE料通用型单螺杆挤出机,螺杆直径为45mm和65mm,长径比L/D≥20。发泡网的牵引速度应与发泡网从成型模具口挤出的速度匹配。......
2023-06-15

棒材生产工艺 原料中如果有水分,挤出的棒材内部就会产生气泡,形成大量的蜂窝状空隙。4)挤出成型不同截面形状制品时,要注意口模形状的选择。6)塑料棒材的挤出塑化成型温度应控制在比原料的熔融温度高30℃。7)较大直径棒材成型后要及时进行热处理,以消除内应力。聚酰胺棒材热处理方法是放在100℃水中浸泡3~4h。常用工程塑料棒材挤出成型工艺条件见表7-4。......
2023-06-15

聚乙烯扁丝生产操作要点1)生产时应用冷却循环水为料斗和机筒进料口部位降温,以确保原料的供给和连续向前输送。扁丝的热处理温度应略高于拉伸温度,可控制在130~150℃。当扁丝拉伸倍数超过8时,其拉伸强度反而下降。为了保证织物的外形尺寸,扁丝的回缩率应控制在1%左右。高密度聚乙烯扁丝树脂的屈服强度应为24~30MPa,拉伸强度应为30~33MPa,伸长率应为500%。......
2023-06-15

由于双壁波纹管用料量大,可用双螺杆挤出机。由于双壁波纹管都是大中型管,所以定型模块通常是立式布置,即两组定型模块成上下布置。6)检查波纹管的成型质量,调整芯棒对正螺钉,适当修正管壁厚的均匀性。7)冷却水的温度应控制在不超过10℃,偏高的水温会给双壁波纹管的成型增加难度。......
2023-06-15
五层共挤需要3~5台挤出机。可调式分流道装置,设在多层共挤出机机头前,是使多层物料汇合的装置。多层共挤复合膜采用自动调节厚度机头,其机头结构主要为衣架式。各种树脂挤出温度可参照单层流延膜挤出温度。多层共挤膜关键是机头温度的控制。熔体泵配置 多层共挤流延薄膜挤出生产线,每一组分的物料最好配备一台熔体泵,以获得更高......
2023-06-15
相关推荐