棒材挤出成型生产线HDPE实心硬棒挤出成型生产线如图7-6所示,它由挤出机、机头、隔热垫圈、冷却定型套、冷却水槽、牵引机、切断装置、制品堆放架等组成。不同塑料挤出成型棒材的收缩率见表7-2。根据试验数据,直径40~120mm的聚酰胺1010连续挤出棒材的收缩率为2.5%~3.0%。①棒材的冷却定型模与挤出机头紧密相连,连接处要加隔热垫圈。但应注意温度高于250℃时易变形损坏。不能夹得过紧,否则阻力过大棒材挤不出口模,会造成胀死在定型模腔内。......
2023-06-15
按生产原料不同,单丝挤出成型生产设备有多种结构布置方式。一般聚乙烯单丝生产设备由挤出机、机头、冷却水箱、第一拉伸牵引装置、热拉伸水槽、第二拉伸牵引装置、热处理水槽、第三拉伸牵引装置、卷取机等组成,如图7-25所示。

图7-25 聚乙烯单丝生产设备
1—挤出机 2—机头 3—冷却水箱 4—第一拉伸牵引装置 5—热拉伸水槽 6—第二拉伸牵引装置 7—热处理水槽 8—第三拉伸牵引装置 9—卷取机
图7-26所示为聚乙烯单丝用烘箱热处理挤出成型生产线。

图7-26 聚乙烯单丝用烘箱热处理挤出成型生产线
1—挤出机 2—机头 3—水槽 4—牵伸装置 5—热水槽 6—第二牵伸装置 7—烘箱 8—牵引机 9—收卷装置
图7-27所示为聚丙烯单丝挤出成型生产线。
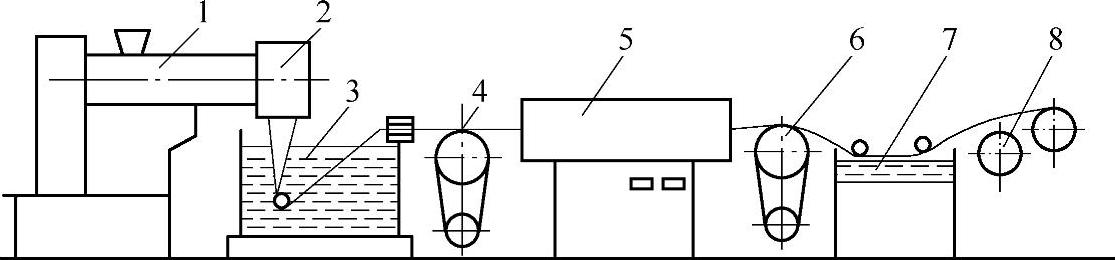
图7-27 聚丙烯单丝挤出成型生产线
1—挤出机 2—机头 3—水槽 4—牵伸装置 5—烘箱 6—第二牵伸装置 7—热水槽 8—收卷装置
图7-28所示为聚氯乙烯单丝水平挤出成型生产线。

图7-28 聚氯乙烯单丝水平挤出成型生产线
1—挤出机 2—机头 3—分丝板 4—牵伸装置 5—热水槽 6—第二牵伸装置 7—分丝导辊 8—收卷装置
(1)塑料单丝挤出成型原理和特性
①塑料材料挤出。塑料材料经挤出塑化后,以一定的速度和压力进入成型机头,熔体再从机头挤出成料坯,然后拉伸入水箱冷却固化。
②单向拉伸。冷却定型后的塑料丝在高弹性状态进行单向拉伸,被不断拉长拉细,取向度进一步提高,成为机械强度高的单向拉伸制品。
③热处理(定型处理)。经过单向拉伸后的制品收缩率和内应力都较大,可用定型处理的方法尽量减小拉伸制品的收缩率和内应力,同时还可提高其耐热性能。
为了不破坏单丝的取向结构,单丝的热处理过程必须在胀紧的状态下进行。对结晶型的聚合物的定型处理温度要保持在达峰时的最高温度附近,可使拉伸制品中的结晶度大幅提高,强度也大幅提高。相对分子质量分布比较窄的高分子材料拉伸丝较容易,拉伸后的机械强度也较高。
塑料单丝由于具有取向方向的机械强度高,同时还具有无毒、耐水、耐化学腐蚀、容易染色、强度高、化学稳定性好的特点,被广泛用于纺织物和绳索生产。如PVC单丝可织成窗纱、滤布、绳索、刷子等;PE单丝可织渔网和缆绳;PP扁丝是编织袋的好材料;PA丝用于制作尼龙刷、纺织丝袜、蚊帐等。无论是单丝或扁丝,其成型原理相同,又都采用加热拉伸技术,可以提高纵向拉伸强度,在日常生活中随处可见。
(2)单丝挤出成型生产设备
1)挤出机。一般选用SJ-45或SJ-65挤出机。聚乙烯选用计量型结构,螺杆长径比为25~30,压缩比为3~4,内设过滤板和过滤网,过滤网为3~4层,如80/40/80目;聚丙烯选用等距突变型螺杆结构,长径比L/D=25~30,压缩比为4~4.5,过滤网为3~4层,如40/80/40/80目;聚氯乙烯选用等距渐变型螺杆,长径比为20~25,过滤网1~3层,聚氯乙烯单丝不需要冷却水箱,可在空气中自然冷却,在热水中牵伸;聚酰胺选用等距突变型螺杆,长径比为25~30,螺槽深度要比PE、PP浅些,过滤网为两层40/120目。
2)单丝挤出机头和喷丝板。在7.3.2节中将详细介绍。
3)冷却水箱。从喷丝板出来的单丝温度很高,如聚乙烯塑料丝出模温度达300℃左右。冷却水箱的作用是把从模中挤出已经成丝的熔料冷却定型,防止单丝相互粘接。冷却水箱是由不锈钢板焊接组合成型,水箱内装有引丝运行导辊(三个导轮),其结构如图7-29所示。水槽内水温控制在20~50℃可调状态。冷却水液面距机头喷丝板孔口在20~50mm可调状态。距离过大,单丝易氧化而降低强度。冷却水的温度应控制在20~50℃,并可按需要调节温度高低。水温太高单丝强度下降,水温过低,单丝内部产生空洞。水箱一般做成长1~2m、宽0.5~0.8m、深0.8~1.0m,其尺寸应保证单丝在水箱内通过的长度在1m以上。水量足,单丝在水中冷却时间充分,才能带走热量。

图7-29 冷却水箱结构
1—挤出机 2—成型模具 3—加热蒸气管 4—冷水管 5—水槽 6—导辊 7—排水管
水箱的三个滑轮固定在同一架子上,可以同时升降便于调节操作。冷却水箱有蒸汽管,在冬天开机时可以加热,用来调节水箱的水温。溢流管用于调节水位高低,控制水面高度。排水管用于排热水(在温度偏高时用)。单丝出水面后的水分用海绵或真空头吸走,基本脱水后进入下面的加热工序。
4)压丝杠。压丝杠是一组光洁平整、表面镀有硬铬层的钢辊,分别安装在拉伸加热水箱的进出口端。水箱进口端的压丝杠对拉伸丝坯加压,以利于丝坯的拉伸和排列。水箱出口端的压丝杠实际是个转动的导辊。水箱前后的压丝杠还对进入水箱中的丝浸入水中的深度位置起固定作用,使丝的拉伸质量比较稳定。
5)干燥装置。当单丝从冷却水中出来后,需要经过干燥才能进入热风烘箱中加热。为保证单丝的表面质量和粗细均匀性,必须清除单丝中的水分。单丝携带的水分可用海绵或转向棒(压丝杠)擦除,剩余的水分可设置真空头去除,也可以用热风或合适的吹风头蒸发残余水分。
6)牵引拉伸装置。经冷却定型的单丝较粗,需用水或烘箱加热,它适用于PE、PVC、PA等;也可用热烘道(干法需要牵伸,其中包括加热和牵伸两部分)。加热装置一般有以下几种。
①加热水箱。长为2~3m,宽为0.8m,用水蒸气或电加热棒加热,加热温度为100℃,适用于PE、PA等圆形单丝。用水箱加热成本低,温度恒定,加热均匀,操作方便。对冷却定型的丝坯重新加热后进行拉伸,可使其分子链重新排列成与长度方向一致的有序结构,提高制品丝的工作强度。拉伸方法是把丝坯加热至低于其熔融温度(一般用100℃的沸水就可以),依靠前后牵引辊的速度差把丝坯拉伸至成品要求的规格。通常采用2~3组牵引辊,配合热拉伸水箱使用。每组牵引辊速各不相同,通过2~3次拉伸,可提高单丝的强度。单丝在水箱中要有一定的停滞时间。若水箱大短,单丝拉伸不足,则达不到拉伸倍数。
②热烘道加热装置。它的长度为2.5~5.0m,宽度为0.5~1.0m,采用双循环空气流动系统运行,一半空气在热烘道上部流动,另一半在下部流动。在单丝入口端处两股气流分别从上部和下部以20m/s速度接触单丝,吹风角度为30~40°。热烘道温度由开环装置检测控制,最高温度可达300℃。干法加热装置成本高,主要用在热拉伸要求温度较高和拉伸倍数要求大的场合,如PP单丝拉伸温度为150~160℃。
③辊筒加热装置。由3~5排加热辊筒组成。辊筒用油或电加热棒加热,较粗的单丝绕在辊筒上,通过热辊对单丝加热。
7)拉伸装置。拉伸辊筒有2~3组,每一组包括上、下2~5个直径为200~330mm的空心钢筒,辊筒的长度为450~1050mm。为防止单丝打滑,可用橡胶辊作上辊,或将单丝在钢辊筒上绕5~10圈。
为了使缠绕在辊筒上的单丝均匀排列,不发生缠结现象,上辊中心线应与挤出机中心线垂直;下辊中心线与上辊中心线应有一定的角度,一般为6°~12°,否则易发生并丝现象,拉丝操作难以进行。拉伸辊筒一般用换向器电动机实现无级调速。第二组拉伸辊筒与第一组拉伸辊筒的线速度之比就是拉伸倍数(又称拉伸比)。拉伸辊分别用电动机驱动,分别调速,并且要经常对其运转速度进行调整。
8)热处理设备。为保证单丝的尺寸稳定,不发生明显的后收缩,并消除内应力,需对单丝进行热处理。热处理的方法与热牵伸相同,也可以用干法或湿法进行热处理。热处理可消除丝在强制拉伸过程中产生的内应力,消除后收缩。单丝经过热处理后再收卷,就可避免单丝在卷筒中因内应力收缩而相互嵌入,造成以后无法倒丝,甚至引起卷取筒变形或产生裂缝。未经热处理的单丝即使立即织成网、布等制品,在存放和使用过程中,也会因单丝受热仍发生回缩,造成制品不稳定。有些单丝经过热处理后还可提高耐热性。
如图7-25~图7-28所示,单丝生产首先是挤出粗丝,然后进入冷却水箱冷却定型,再进入热水箱加热,同时进行拉伸。拉伸倍数根据树脂不同而不同,一般为3~10倍。它是通过第二牵引辊比第一牵引辊快3~10倍来实现的。热处理箱(或热水箱)对单丝进行热处理,热处理导丝辊比第二牵引辊线速度慢2%~5%,这样可以让单丝热收缩,使单丝中的大分子发生链段松弛,然后再卷取在收卷筒上。
9)卷取装置。成品丝的收卷一般都是缠绕成卷。卷取方法有单卷取,也有把几根丝合股卷在一起。为了得到张力均衡的丝卷,卷取装置应使用力矩电动机驱动,以保证卷取速度和卷取张力恒定。

棒材挤出成型生产线HDPE实心硬棒挤出成型生产线如图7-6所示,它由挤出机、机头、隔热垫圈、冷却定型套、冷却水槽、牵引机、切断装置、制品堆放架等组成。不同塑料挤出成型棒材的收缩率见表7-2。根据试验数据,直径40~120mm的聚酰胺1010连续挤出棒材的收缩率为2.5%~3.0%。①棒材的冷却定型模与挤出机头紧密相连,连接处要加隔热垫圈。但应注意温度高于250℃时易变形损坏。不能夹得过紧,否则阻力过大棒材挤不出口模,会造成胀死在定型模腔内。......
2023-06-15

捆扎绳挤出成型生产设备 捆扎绳挤出成型工艺流程:把PP树脂和一些辅料按工艺配方要求计量后,掺混在一起搅拌均匀投入到挤出机内,经塑化熔融由螺杆推入到机头模具内,从模具唇口挤出成型筒状膜管。聚丙烯捆扎绳挤出成型生产线如图7-36所示。图7-36 聚丙烯捆扎绳挤出成型生产线1—挤出机 2—机头 3—风环 4—人字板 5—夹辊及牵引辊 6—切刀 7—热拉伸板 8—拉伸辊 9—吹飞装置 10—卷取装置生产辅机①风环。......
2023-06-15

硬板生产线 挤出板(片)材生产线由加料器、双螺杆挤出机、机头、三辊压光机、输送装置、两辊牵引机切边装置、纵向圆盘切边机、横向锯切机、板材堆放车组成。塑料硬板挤出成型生产线如图6-2所示。......
2023-06-15

表1-5 部分塑料在生产前的干燥达标要求④确认机筒清洁,无异物卡螺杆后,安装过滤网、多孔板和成套调试的模具。挤出生产运行过程中,有时遇上突然停电或机筒内进入异物导致螺杆突然停止转动的故障,此时处理方法如下。然后清除模具、机筒、螺杆上的粘料,待故障排除后再安装螺杆和成型模具,重新加、升温,准备继续生产。5)挤出成型工作过程的检查事项。②机筒无塑料原料空运转时间不得超过3min,以免造成螺杆磨损。......
2023-06-15

打包带挤出成型生产设备包括突变型螺杆挤出机、机头、冷却水箱、第一牵引胶辊、热拉伸水槽、第二牵引胶辊、压花钢辊、第三牵引辊、双盘收卷机,如图7-34所示。水温偏低,带体结晶定型快,易出现横纹;水温过高,带体结晶定型慢,对二次拉伸不利。带坯经拉伸后不仅提高了打包带的纵向强度,还可消除内应力、减少打包过程的伸长率。收卷机 采用双筒收卷,可在更换卷筒时不停机。......
2023-06-15

图7-31所示为直角式单丝机头结构,它主要用于聚氯乙烯单丝挤出成型生产。图7-30 直通单丝机头结构1—机头体 2—熔体过滤器 3—支承隔板 4—加热带 5—喷丝板图7-31所示为直角式单丝机头结构。以下我们以生产聚乙烯单丝的技术参数对机头及喷丝板进行介绍。从喷丝板出来的单丝温度很高,聚乙烯可达300℃。表7-7 单丝直径与喷丝板孔径关系......
2023-06-15

纺丝成型工艺及设备是合成纤维生产过程中的关键环节。纺丝成型设备包括熔体输送管道、计量泵、喷丝头组件及保温箱体部件等。保温箱中有载热体加热,使通入计量泵、纺丝组件中的熔体在纺丝温度下完成喷丝成型。(二)计量泵计量泵又称纺丝泵,一般采用结构简单的齿轮泵。根据纺丝速度及所纺丝条的品种来确定泵供量后,应通过计算来确定计量泵的公称流量和转速。......
2023-06-16

单丝冷却水箱温度控制在25~35℃,单丝出机头的温度在300℃以上。包角为20°时,单丝在机头喷丝板处不易产生熔融断丝,单丝质量好。辊筒牵引拉伸倍数为8~10,烘道内温度可达140~160℃,单丝强度较高。挤出机温度控制为170~190℃、190~210℃、210~230℃、230~250℃,接颈温度为240~250℃,机头温度为230~240℃。挤出前需干燥至含水量小于0.1%。聚氯乙烯单丝生产工艺RPVC单丝挤出成型要选用流动性好的SG4和SG5拉丝级专用树脂。......
2023-06-15
相关推荐