Ⅱ区又名加工处理区,由三类不同的设备组成。③用于牵引并立即对初生纤维进一步处理的装置。为了使冷拉伸的收缩率达到预定值,在纱线卷绕前采用一个蒸气喷嘴对其进行热处理。图7-20所示为工业纤维拉伸设备。2)在线控制的挤出纤维生产线。这条生产线长约20m,是水平布置的PP定长短纤维生产机组。图7-20 工业纤维拉伸设备图7-21 定长短纤维生产线该设备的牵引速度为120m/min,每个纺丝工位由一块喷丝板供料,喷丝板的孔数最多可达40000个。......
2023-06-15
(1)混合及着色系统 纤维对颜色的均匀性要求非常严格,因此,各组分混合必须非常均匀。3DD混合着色系统如图7-10所示。
在另一根小型螺杆中熔融的色母料通过安装在挤出机头部的计量齿轮泵打入动态混合器中。当各组分比例设定后,若有一个纺丝腔关闭,一整套的控制系统仍然可保证其各组分配比的稳定。因此,纺丝挤出机不仅仅是一个熔融和泵出系统,而且还能够实现不同聚合物与所添加的稳定剂及抗静电剂等组分之间的混合、纤维着色等功能。
(2)挤出机 一般选用螺杆直径为90mm、120mm、150mm的单螺杆挤出机,长径比为24、30等。有的生产线带有混合器,有的不带。
(3)歧管 从挤出机出来的熔体通过歧管进入各个纺丝腔,并保证流入各个纺丝腔内的熔体性能完全相同。为了达到这一要求,必须使熔体从挤出机出口处流到各个纺丝腔相应位置所需时间完全相等,所有纺丝腔全长上熔体的温度分开而又必须一致,而且可以调整。图7-11所示为两种不同的流道分布形式。

图7-9 合成纤维挤出成型生产设备
1—挤出机 2—过滤器 3—歧管 4—带有熔体泵和喷丝板的喷丝头组件 5—冷却系统 6—偏转装置 7—牵引系统 8—助管 9—牵引机
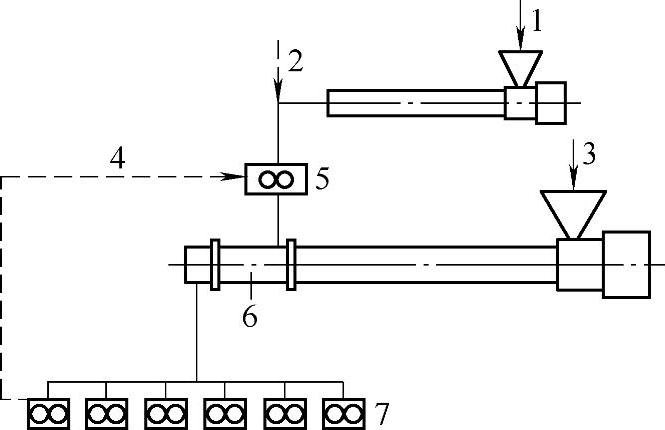
图7-10 3DD混合着色系统
1—颜料加入 2—颜料分散 3—主原料加入 4—喂料量控制系统 5—计量泵 6—3DD熔体混合型挤出机 7—丝束

图7-11 两种不同的流道分布形式
a)双分叉形式 b)星形分布形式
这两种流道形式都能保证挤出机出口到纺丝腔流道长度完全相等。星形分布形式的优点是当一个或几个喷丝头关闭时,其余喷丝头中的熔体的停留时间仍保持一致。所以,一般更趋向于用星形结构的歧管。歧管的温度取决于所加工的树脂,如加工PP时为230~250℃。加工PA和PET时,一般为280~300℃。歧管同时还是一个压力容器,必须符合有关规定和标准。歧管是双层的,内层管中流动的是聚合物熔体,外层管中流动的是“导热姆”,又叫“换热剂”,是二苯及二苯氧化物的混合物。
(4)喷丝头组件 喷丝头组件包括熔体泵和纺纱腔,其结构如图7-12所示。
可以看出,每个纺纱位包含四个纺纱腔,每个纺纱腔通过一个熔体泵供料,并形成一股纤维,每股纤维中又包含数根原丝。传动轴3通过斜齿轮2运转,联轴器1可随时切断泵的运转。
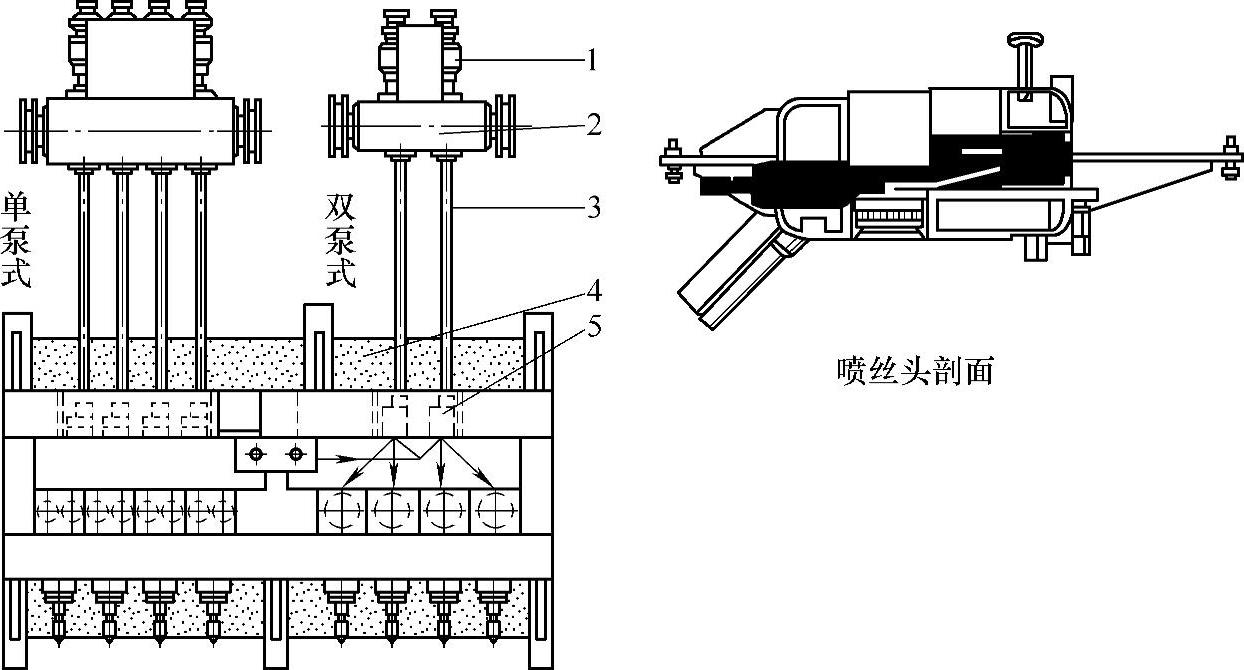
图7-12 喷丝头组件的结构
1—联轴器 2—斜齿轮 3—传动轴 4—绝热层 5—齿轮泵
①熔体泵。熔体泵实际就是齿轮泵,其结构如图7-13所示
从歧管出来的熔体沿着喷丝头内的流道进入熔体泵,泵将熔体以一定的速率送入纺纱腔,并最终挤出形成纤维。泵与泵之间的计量误差必须限制在0.5%之内。
熔体进入纺纱腔并从喷丝板挤出所需要的压力为45MPa,而熔体在泵内入口处的压力只有5MPa,所以由熔体泵可得到40MPa的增压。
②喷丝机头。喷丝机头的结构如图7-14所示。
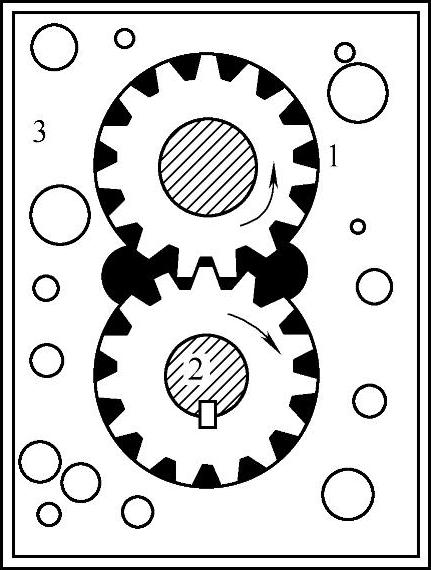
图7-13 熔体泵的结构
1—进料口 2—驱动轮 3—排料口
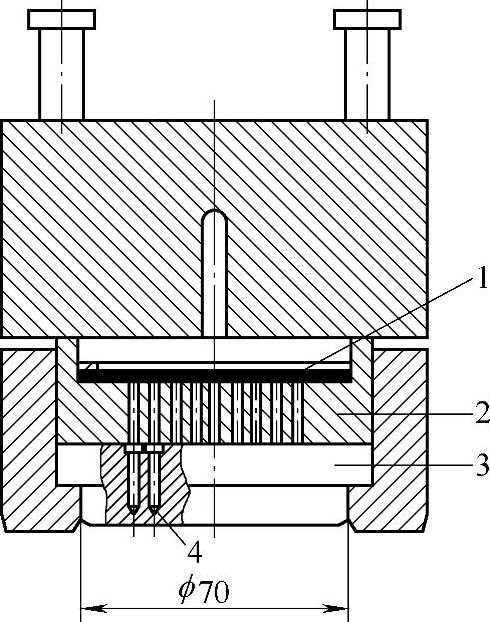
图7-14 喷丝机头结构
1—过滤板 2—分流板 3—喷丝板 4—喷丝孔
从挤出机挤出的熔体经歧管分为与喷丝头数目所对应的几股相同的熔体流,每一股熔体流又要根据喷纱腔的数目进一步分流,在高压下进入喷纱腔。喷丝孔内表面质量要求非常高,而且其出口必须保证与喷丝板表面平齐。当发现喷丝孔有磨损时必须马上更换。
(5)冷却装置 冷却的目的就是使纤维冷却固化并能够被拉伸。冷却系统的工作过程如图7-15所示。
冷空气通过过滤器包进入冷却室,冷却室前部敞开或装有可通气的门。喷丝板成型的纤维在冷却室中被直接向下牵引并冷却。
为了保证每根纤维都能达到相同的冷却效果,要求冷却介质稳定且没有脉动。空气过滤器包或类似的装置可以保证空气压力的均匀分布。
冷空气的流量是靠限流阀来控制的,冷却室中冷却气流的速度一般为1~1.5m/s。
对于服装纤维,其冷却长度为1~1.5m。而对于工业纤维,冷却长度可达2m。喷丝板表面与开始冷却的位置之间的距离为50~150mm。
成型PP纤维,冷却空气的温度一般设置为13~18℃;成型PA、PET纤维时,冷却空气的温度大部分采用20~22℃。
(6)加热系统 为了保证从挤出机出口到喷丝头之间所有熔体流经部件的温度均匀一致,先进的纺丝生产线均采用Dowtherm蒸气进行加热。当聚合物处于230~290℃的加工温度区时,只需对Dowtherm蒸气系统施加很小的压力就能完成均衡的加热;而当温度达290℃时,则需对系统施加0.11MPa的压力;当加工温度低于Dowtherm蒸气的沸点时,Dowtherm蒸气就会凝结,凝结所放出的热量能使整个系统温度保持均匀,所以Dowtherm蒸气系统需在负压下工作。Dowtherm蒸气凝结后通过回流管进入Dowtherm锅炉。一条纺丝生产线的加热系统如图7-16所示。
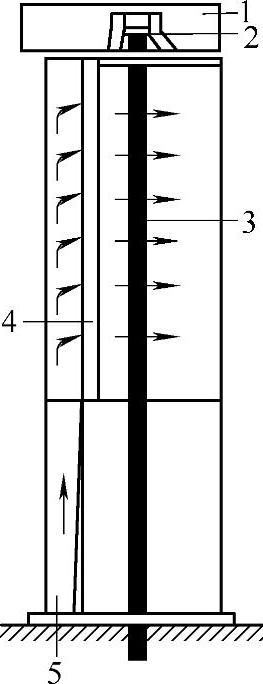
图7-15 冷却系统的工作过程
1—喷丝头 2—喷丝板 3—纤维 4—过滤器包 5—空气入口

图7-16 纺丝生产线的加热系统
1—挤出机 2—喷丝板 3—冷却系统 4—Dowtherm蒸气锅炉 5—连接到真空泵 6—歧管
(7)过滤器 熔体过滤器已经越来越多地应用于熔融纺丝挤出生产线中,配有中央过滤器的熔融纺丝挤出生产线如图7-17所示。在挤出机与歧管之间设置熔体过滤器的目的是排除凝胶料与杂质。过滤质量在很大程度上决定丝的质量或纺丝过程的可靠性。在加工PET和PA纤维时,一般使用孔径为20~30μm的较细的过滤器,过滤器的流量为200kg/(h·m2),过滤材料一般选用纱。过滤器的主要形式是过滤柱,其表面积一般为0.1~0.5m2,并采用Dowtherm蒸气加热,可实现不停机更换。
生产实践表明,纺纱腔的寿命在使用过滤器后可延长3~5倍,并减少了断丝量,提高了生产效率。

Ⅱ区又名加工处理区,由三类不同的设备组成。③用于牵引并立即对初生纤维进一步处理的装置。为了使冷拉伸的收缩率达到预定值,在纱线卷绕前采用一个蒸气喷嘴对其进行热处理。图7-20所示为工业纤维拉伸设备。2)在线控制的挤出纤维生产线。这条生产线长约20m,是水平布置的PP定长短纤维生产机组。图7-20 工业纤维拉伸设备图7-21 定长短纤维生产线该设备的牵引速度为120m/min,每个纺丝工位由一块喷丝板供料,喷丝板的孔数最多可达40000个。......
2023-06-15

服装款式一旦确定,不是直接打板,而是要将制作实物的几个款式画成设计生产图,用数字的量化来表述服装造型的感觉,对一些特殊的设计细节及工艺要求进行说明,这也是购买面、辅料数量的一个依据。设计生产图主要包括款式的正背面设计图、款式细节图、特别工艺的说明、规格部位尺寸、面辅料的数量及实物小样等方面的内容。图4-69生产工艺单设计:曹丹妮指导教师:杨素瑞图4-70设计生产图工艺及设计细节说明设计:程卓之......
2023-06-22
陕西葡萄施肥管理技术要点田家驹陕西省葡萄栽植面积已达40余万亩,由于近年来鲜葡萄价格逐年上升,栽植面积还在不断扩大。为了改变这一不良现象,陕西省葡萄分会组织有关专家和技术人员,对2011年葡萄栽植技术进行研讨。据相关资料报道,葡萄各部位含磷量均高于其他大多数果树,生长前期施用磷肥,可增加果实含糖量,而后期施磷肥反而有降低含糖量的趋势。各种营养元素对葡萄的生理学作用及相互关系是合理施肥的重要依据。......
2024-10-03

低温液体具有较大的危险性,使用前必须熟悉相关的知识和操作须知,以免发生安全事故,首要是防止冻伤。处理低温液化气体,应使用开口的或符合规格的容器,避免把低温液化气体注入密封的容器中,否则易引起爆炸。倾倒低温液化气体时,应远离火源,并保持室内空气流通状况良好。应仔细储存和搬运低温制冷剂,减少受热爆裂的危险。使用液化气体及处理使用液化气体的装置时,要由两人以上进行实验。......
2023-10-28

从3.3.1.2中可以看出,α-纤维素含量检测完全是针对黏胶纤维生产工艺制订的。但它所提供的信息对Lyocell纤维生产工艺制订的参考价值非常有限。因为Lyocell纤维生产中没有化学反应;另外,低聚合度的纤维素在氢氧化钠溶液中的溶解行为与在NMMO水溶液中溶解行为完全不同。由此可见,将国外S18的检测标准作为Lyocell的质量指标显然不能合理地反映其生产中所关注的问题。为此,现行的检测方法和指标应进行相应的修订。......
2023-06-25

按生产原料不同,单丝挤出成型生产设备有多种结构布置方式。图7-28 聚氯乙烯单丝水平挤出成型生产线1—挤出机 2—机头 3—分丝板 4—牵伸装置 5—热水槽 6—第二牵伸装置 7—分丝导辊 8—收卷装置塑料单丝挤出成型原理和特性①塑料材料挤出。无论是单丝或扁丝,其成型原理相同,又都采用加热拉伸技术,可以提高纵向拉伸强度,在日常生活中随处可见。在7.3.2节中将详细介绍。......
2023-06-15

生产现场腐蚀监测方法有挂片法、旁路试验管法、线性极化法和监测换热器法。最简单的方法是在进入冷却塔前装一个引流管,在一个适当的容器内悬挂挂片进行现场检测。正确的方法是加旁路测试装置,在测试装置中放入挂片,定期检测。图5-11 腐蚀挂片的规格冷却水处理中监测时使用的标准腐蚀挂片通常由专门的工厂生产、加工成规定光洁度及尺寸的挂片,打上数码编号。安装前对试验管的处理与对挂片的处理相同。......
2023-06-30

目前生产的聚丙烯中,有95%是等规聚丙烯。(二)聚丙烯纤维化学名称:聚丙烯纤维,别名丙纶化学结构:生产方法:只有等规聚丙烯可以用来制造丙纶,等规聚丙烯可通过配位阴离子聚合的方法合成。生产出的聚丙烯粉末经熔融造粒后,获得聚丙烯切片,便可送去纺丝。聚丙烯纤维性能见表1-2-7所示。......
2023-06-20
相关推荐