硬板生产线 挤出板(片)材生产线由加料器、双螺杆挤出机、机头、三辊压光机、输送装置、两辊牵引机切边装置、纵向圆盘切边机、横向锯切机、板材堆放车组成。塑料硬板挤出成型生产线如图6-2所示。......
2023-06-15
(1)棒材挤出成型生产线HDPE实心硬棒挤出成型生产线如图7-6所示,它由挤出机、机头、隔热垫圈、冷却定型套、冷却水槽、牵引机、切断装置、制品堆放架等组成。
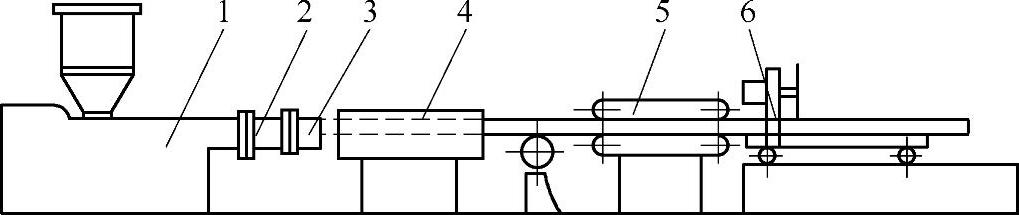
图7-6 HDPE实心硬棒挤出成型生产线
1—挤出机 2—成型模具 3—定型冷却装置 4—水槽 5—牵引机 6—切割机
(2)挤出机(主机)挤出机的大小主要根据棒材直径或截面积的大小选择,最好是挤出机直径小于棒材直径。用得较多的是ϕ45mm、ϕ65mm挤出机。如ϕ45mm螺杆挤出机可以挤出直径为30~120mm的棒材。螺杆的结构要根据原料的不同来选取,如挤塑PA1010、PA66、POM时,要选用等距突变型螺杆结构,压缩比取3~4;挤塑ABS、PC、PPO、PSU时,要选用等距渐变型螺杆结构,压缩比取2.5~3.5,螺杆长径比为20~30。不同塑料挤出棒材用螺杆结构及参数见表7-1。在机头和螺杆出口处可设置多孔板(过滤板),并加80~150目的过滤网,若生产玻璃纤维增强塑棒时可不放置过滤板和过滤网。
表7-1 不同塑料挤出棒材用螺杆结构及参数

(3)棒材成型机头 机头结构如图7-1~图7-5所示。组装后形成的熔料流道空腔表面要光滑呈流线型,无死角滞流现象。流道分压缩角段、平直段、出料口的扩张角段三部分。
(4)棒材冷却定型套
1)冷却定型套尺寸。如图7-1、7-5所示,冷却定型套由夹套和定型套两部分组成,在夹套内通循环冷却水,夹套内冷却水呈螺旋形。定型套内径尺寸要比制品外径略大些,具体数值视原料的收缩率决定。不同塑料挤出成型棒材的收缩率见表7-2。
表7-2 不同塑料挤出成型棒材的收缩率

定型套的内径尺寸要与机头平直段出口的扩张角大端一致,机头与冷却定型套连接处应用隔热垫圈隔开,如图7-1与图7-5所示。
为了保证塑料在通过水冷定型套后表面凝固定型,定型套的长度与直径要有一定的关系,通常棒材的直径越大定型套长度越短。聚酰胺1010尼龙棒材的定型套直径见表7-3。
表7-3 聚酰胺1010尼龙棒材的定型套直径(单位:mm)
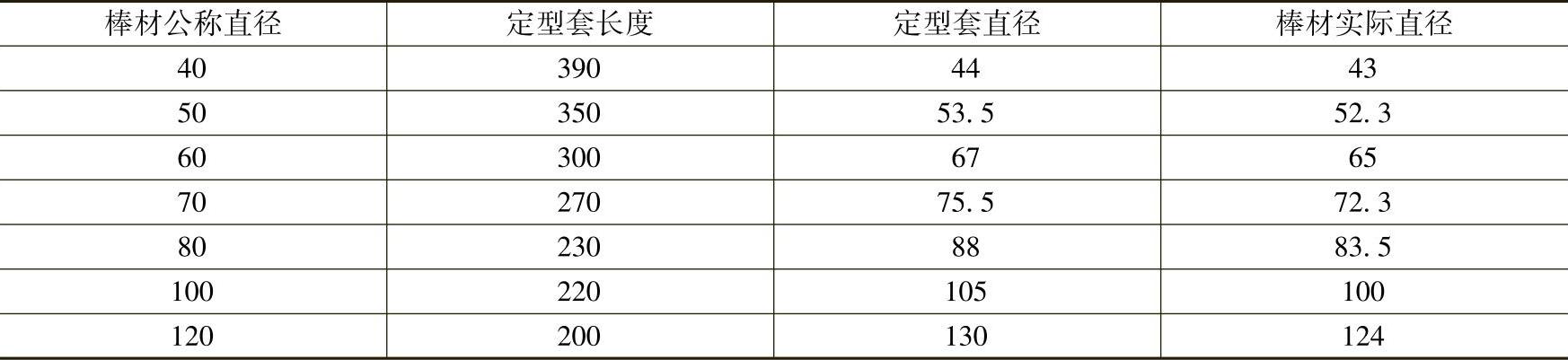
此外,定型套的孔径要稍大于塑料棒材所需的直径,以补偿塑料棒材自熔融状态冷却至室温时的体积收缩。根据试验数据,直径40~120mm的聚酰胺1010连续挤出棒材的收缩率为2.5%~3.0%。
2)棒材冷却定型模与管材定型模的区别。
①棒材的冷却定型模与挤出机头紧密相连,连接处要加隔热垫圈。
②棒材冷却定型模的夹层不设置抽真空装置,全部通冷水冷却。
③棒材冷却定型模的内腔直径要稍大于棒材实际直径,大多少依收缩率而定。
④棒材冷却定型模应该长些,其长度要保证使棒材截面中心完全固化,并能承受中心熔融料未完全固化产生的内应力,以防止膨胀变形及开裂、溢料。
⑤严格控制棒材冷却定型模的进口与出口直径,出口直径要比进口直径大0.5~1.0mm。不允许进口直径大于出口直径,如果这样棒材挤就不出来。
⑥为了有良好的传热效果,棒材定型模最好用铜材加工,而且定型模的内腔壁要非常光滑。
3)绝热隔板的材料。在机头与冷却定型模之间安放绝热隔板(又叫隔热垫圈),主要是使机头与冷却定型模形成冷热分开面。否则机头和定型模直接连接,温度会在冷热模间直接传导,导致机头降温,熔融料挤不出口模;而冷却定型模又会升温导致棒材无法冷却定型,产生溢料。绝热隔板应采用含氟塑料,如聚四氟乙烯(PTFE)等。PTFE耐高温、热导率小、不粘棒材,不影响棒材表面质量,缺点是硬度低,有蠕变现象,但可用调整夹持螺钉压力的办法弥补。但应注意温度高于250℃时易变形损坏。PTFE隔热垫圈与冷却定型套配合公差如图7-7所示。胶圈外径配合公差应为±0.10mm,胶圈内孔直径配合公差应控制在-0.10mm。有了隔热垫圈就可保证机头处的高温坯料顺利挤出,同时还可保证冷却定型模的低温,使棒材充分冷却。隔热板也可用石棉水泥板制作。
4)定型套内壁表面粗糙度和斜度。内壁表面粗糙度原则上是越小越好,最好抛光镀铬,以最大限度减少棒材与定型套内壁的摩擦阻力。同时还要稍有斜度,让出口直径大于进口直径,其斜度一般取75∶1。冷却定型套材料最好用铜材(黄铜)制造,散热效果好。
(5)制动装置 棒材生产的制动装置就是管材生产的牵引装置。由于此时牵引装置的牵引速度小于挤出速度,所以不起牵引作用,而是起阻止作用,实际就是制动装置。棒材挤出在低速下进行,速度只有0.01~0.5m/min。制动装置选用履带式牵引机,履带厚度为20~30mm,履带的张开度和夹紧力要能满足棒材直径和质量要求。对一模多根棒材,为防止打滑,可用橡胶辊上下平紧压,并用弹簧螺纹夹紧方式夹紧棒材。不能夹得过紧,否则阻力过大棒材挤不出口模,会造成胀死在定型模腔内。也不能夹得大松,阻力太小,又会使棒材内部产生空隙,熔料无补料压力就不密实,所以要调到适到好处。制动装置还要有无级变速的传动系统。
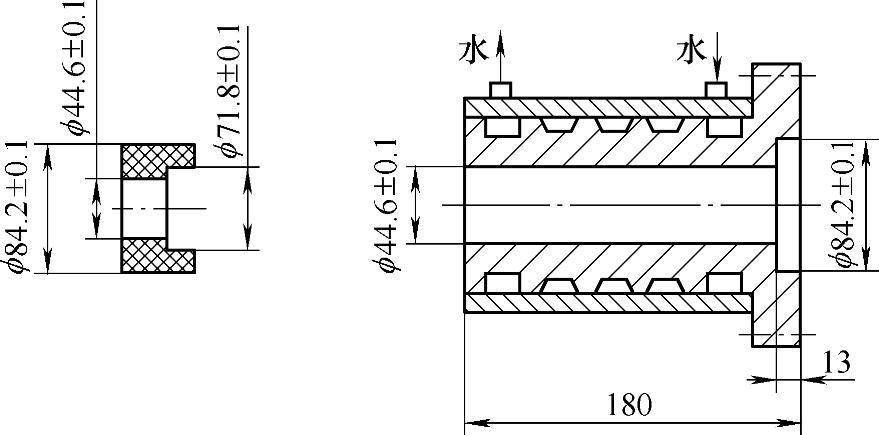
图7-7 PTFE隔热垫圈与冷却定型套配合公差
(6)支承托轮 让棒材继续冷却,并托起棒材,防止棒材因自重下垂而弯曲。
(7)切断装置 切断棒材用的切断装置是由切断机来完成的。与切管机相同,切断机上装有圆锯片,但它的转速很慢。因速度太快会因摩擦产生热量使棒料熔化而粘锯片,特别是尼龙类塑料。其结构与管材切割机相同。

硬板生产线 挤出板(片)材生产线由加料器、双螺杆挤出机、机头、三辊压光机、输送装置、两辊牵引机切边装置、纵向圆盘切边机、横向锯切机、板材堆放车组成。塑料硬板挤出成型生产线如图6-2所示。......
2023-06-15

棒材生产工艺 原料中如果有水分,挤出的棒材内部就会产生气泡,形成大量的蜂窝状空隙。4)挤出成型不同截面形状制品时,要注意口模形状的选择。6)塑料棒材的挤出塑化成型温度应控制在比原料的熔融温度高30℃。7)较大直径棒材成型后要及时进行热处理,以消除内应力。聚酰胺棒材热处理方法是放在100℃水中浸泡3~4h。常用工程塑料棒材挤出成型工艺条件见表7-4。......
2023-06-15

表1-5 部分塑料在生产前的干燥达标要求④确认机筒清洁,无异物卡螺杆后,安装过滤网、多孔板和成套调试的模具。挤出生产运行过程中,有时遇上突然停电或机筒内进入异物导致螺杆突然停止转动的故障,此时处理方法如下。然后清除模具、机筒、螺杆上的粘料,待故障排除后再安装螺杆和成型模具,重新加、升温,准备继续生产。5)挤出成型工作过程的检查事项。②机筒无塑料原料空运转时间不得超过3min,以免造成螺杆磨损。......
2023-06-15

为了获得紧密的实心棒,必须采取措施,增加机头压力。因此,要想挤出中心无空隙的棒材,机头与冷却定型模要设计连接为一个整体,中间用隔热垫圈隔离热传导。如挤出尼龙PA1010棒材时,定型套的内径要比制品外径大3.5%。棒材挤出机头设计主要参数有机头口模定型长度L、过渡角、收缩角。塑料棒材机头设计要求1)机头平直部分的长度为d,d为口模直径。1)棒材冷却定型模与挤出机头紧密相连,连接处要加隔热垫圈。......
2023-06-15

聚氯乙烯结皮发泡棒材的生产工艺流程:配料→高速热混→冷混→挤出→发泡→冷却定型→牵引→定长切割→翻转堆料→检验→成品入库。PVC结皮发泡棒材挤出成型生产线如图7-8所示。结皮发泡制品挤出成型的关键是使发泡剂的分解、气泡核的形成、气泡核的膨胀和泡体的固化定型与PVC树脂的塑化及成型过程相适应。......
2023-06-15

打包带挤出成型生产设备包括突变型螺杆挤出机、机头、冷却水箱、第一牵引胶辊、热拉伸水槽、第二牵引胶辊、压花钢辊、第三牵引辊、双盘收卷机,如图7-34所示。水温偏低,带体结晶定型快,易出现横纹;水温过高,带体结晶定型慢,对二次拉伸不利。带坯经拉伸后不仅提高了打包带的纵向强度,还可消除内应力、减少打包过程的伸长率。收卷机 采用双筒收卷,可在更换卷筒时不停机。......
2023-06-15

捆扎绳挤出成型生产设备 捆扎绳挤出成型工艺流程:把PP树脂和一些辅料按工艺配方要求计量后,掺混在一起搅拌均匀投入到挤出机内,经塑化熔融由螺杆推入到机头模具内,从模具唇口挤出成型筒状膜管。聚丙烯捆扎绳挤出成型生产线如图7-36所示。图7-36 聚丙烯捆扎绳挤出成型生产线1—挤出机 2—机头 3—风环 4—人字板 5—夹辊及牵引辊 6—切刀 7—热拉伸板 8—拉伸辊 9—吹飞装置 10—卷取装置生产辅机①风环。......
2023-06-15

按生产原料不同,单丝挤出成型生产设备有多种结构布置方式。图7-28 聚氯乙烯单丝水平挤出成型生产线1—挤出机 2—机头 3—分丝板 4—牵伸装置 5—热水槽 6—第二牵伸装置 7—分丝导辊 8—收卷装置塑料单丝挤出成型原理和特性①塑料材料挤出。无论是单丝或扁丝,其成型原理相同,又都采用加热拉伸技术,可以提高纵向拉伸强度,在日常生活中随处可见。在7.3.2节中将详细介绍。......
2023-06-15
相关推荐