分配螺杆式机头相当于在支管式机头的支管内放入一根分配螺杆,螺杆采用单独的电动机驱动,使物料不停滞在支管内,通过分配螺杆转动迫使塑料熔体沿机头幅宽均匀挤出,克服了支管存料的缺点。分配螺杆机头的突出优点是减少了物料在机头内的停滞,以适合流动性能差、热稳定性不好的PVC类原料。为了克服这一缺点,螺杆机头的口模段设计得比较复杂,以使坯料在口模定型段得到进一步的稳定控制。图6-17所示为螺杆分配机头模嘴横剖面示意图。......
2023-06-15
如图6-14所示,这种机头综合了支管式和鱼尾式机头的优点,它吸取了支管式的圆筒形槽,可对物料起稳定作用,减少物料停滞时间,同时又吸取了鱼尾式机头的扇形流道,以弥补板材厚度不均匀的缺点(其流道扩张角为160°~170°),能生产2m以上宽幅板材。这种口模的分配腔是由两根直径递减的圆管(支管槽的深度逐渐变浅)与两块三角形平板(阻流体)间的狭缝构成形状像衣架,有利于向两端分配熔料,起到稳压作用,使模唇料流平稳均匀。目前这种机头用得最为普遍,它适用于多种热塑性塑料的板材生产,如PE、PS、ABS等。缺点是结构比较复杂、制造难度大。这种机头口模定型段长度为50~70mm,口模间隙一般为制品厚度的1.5~2.5倍,口模唇开度采用微量调节装置。

图6-14 衣架式机头
1—颈接 2—加热圈 3—六角螺栓 4—背加热板 5—定位销 6—侧加热板 7—下模板 8、15、20—内六角螺钉 9—颈接加热板 10—加热板 11—吊环 12—上模板 13—调节螺钉 14—微调螺钉 16—口模唇 17—阻流块 18—热电偶座 19—阻流块调节螺钉
1)直支管衣架形机头。如图6-15所示,支架呈衣架形,支管为圆筒形,支管直径中部与两端相同。可以从支管的两端插入幅宽调节棒,以调节塑料的流动宽度。因此,可以用一个机头生产多种宽度的制品。这种机头适用于热稳定性较好的树脂,如聚乙烯、聚苯乙烯、ABS塑料等。
2)支管递减衣架形机头 如图6-16所示,这种机头的支管直径从中部到两端逐渐减小,减小的趋势是随熔料的温度、定型长度和间隙及支管的倾斜角度等成对数函数关系。这种机头的流道利于熔料的流动,无滞流现象,产品厚薄均匀度好,不论厚、薄、宽、窄的制品都能生产。热稳定性差的PVC塑料也可用此种机头加工,因此,适应性广泛。但和直支管形机头相比,制造困难,价格高。
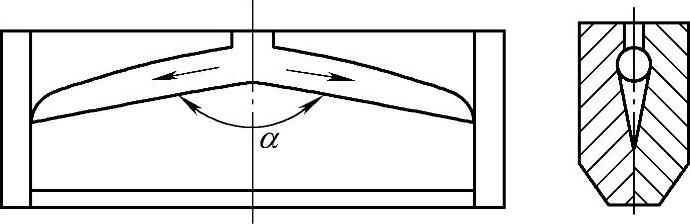
图6-15 直支管衣架形机头
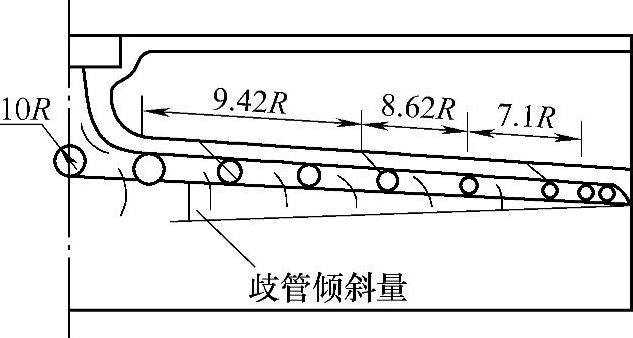
图6-16 支管递减衣架形机头

分配螺杆式机头相当于在支管式机头的支管内放入一根分配螺杆,螺杆采用单独的电动机驱动,使物料不停滞在支管内,通过分配螺杆转动迫使塑料熔体沿机头幅宽均匀挤出,克服了支管存料的缺点。分配螺杆机头的突出优点是减少了物料在机头内的停滞,以适合流动性能差、热稳定性不好的PVC类原料。为了克服这一缺点,螺杆机头的口模段设计得比较复杂,以使坯料在口模定型段得到进一步的稳定控制。图6-17所示为螺杆分配机头模嘴横剖面示意图。......
2023-06-15

图3-24所示为PVC波纹管挤出机头结构,图3-25所示为波纹管成型原理。图3-23 直角式软管挤出机头1—芯模 2—机头体 3—口模 4—并紧帽 5—颈接图3-24 PVC波纹管挤出机头结构1—气塞棒 2—口模 3—锁母 4—分流锥支架 5—调节螺钉 6—机头体 7—进气管 8—芯轴 9—芯棒图3-25 波纹管成型原理1—波纹管 2—成型模具 3—口模 4—芯棒图3-26 筛孔式机头双层异形式机头 其挤出原理如图3-27所示,此种机头可用直通式结构,但采用筛孔式结构更好。......
2023-06-15

支管式机头结构如图6-9所示,圆筒料槽可适当大些以储存更多的熔料,使料流更稳定。支管式机头有以下几种结构形式。支管的模腔与挤出的料流方向一致,塑料板材的幅宽可用在型腔中设计的幅宽调节块按需要调节。图6-13 带有阻流棒的双支管形机头1—支管模腔 2—阻流棒 3—模口调节块......
2023-06-15

图7-31所示为直角式单丝机头结构,它主要用于聚氯乙烯单丝挤出成型生产。图7-30 直通单丝机头结构1—机头体 2—熔体过滤器 3—支承隔板 4—加热带 5—喷丝板图7-31所示为直角式单丝机头结构。以下我们以生产聚乙烯单丝的技术参数对机头及喷丝板进行介绍。从喷丝板出来的单丝温度很高,聚乙烯可达300℃。表7-7 单丝直径与喷丝板孔径关系......
2023-06-15

机头 吹膜法生产采用吹塑薄膜机头结构,模唇间隙为0.8~1.0mm。平膜法生产采用歧管型和衣架式机头结构,膜向下挤出。热处理设备 热处理设备由弓形加热板和一对热处理辊筒组成,目的是保证扁丝的尺寸稳定,防止扁丝发生明显的后收缩并消除内应力。热处理的辊筒通常称为第三拉伸辊筒。分丝架 一条扁丝生产线一般一次可生产60~100根扁丝。......
2023-06-15

中空制品机头设计的好坏直接影响制品的质量和生产效率。普遍中空制品挤出机头设计要求1)结构紧凑合理。中空吹塑管状桶坯机头设计要求 中空吹塑管状桶坯机头结构与塑料管材机头结构相似,可参考塑料管材机头结构进行设计。中空吹塑管状桶坯机头的主要技术参数是压缩比、毛坯下垂与膨胀比、吹胀比与毛坯机头的出口间隙。图5-13 中空吹塑管状桶坯机头结构1—口模 2—坯芯 3—机体 4—机颈 5—法兰盘 6—温度计2)毛坯下垂与膨胀比。......
2023-06-15

鱼尾式机头结构如图6-8所示。由于机头设计了阻流器,又有阻力调节装置,机头口模又设计了模唇调节装置,当塑料制品出现薄厚不均时,首先应调节料流阻力,在口模压力基本一致后,再微调模唇间隙,使制品厚度均匀一致。鱼尾式机头的特点如下。2)鱼尾形机头设有流道支管,内部呈流线型,流动畅通。6)机头设计了可调阻力器,阻流块凸出部位高0.5mm。......
2023-06-15
芯棒式机头(侧进料)芯棒式吹塑薄膜机头(侧进料)结构如图2-15所示。螺旋式吹塑薄膜机头另一种结构如图2-19所示,其特点是在芯棒中开设3~8条螺纹形流道。图2-18 螺旋式吹塑薄膜机头(一)d0—进料口直径 d—口模内直径 d1—芯模直径 d2—模体......
2023-06-15
相关推荐