分配螺杆式机头相当于在支管式机头的支管内放入一根分配螺杆,螺杆采用单独的电动机驱动,使物料不停滞在支管内,通过分配螺杆转动迫使塑料熔体沿机头幅宽均匀挤出,克服了支管存料的缺点。分配螺杆机头的突出优点是减少了物料在机头内的停滞,以适合流动性能差、热稳定性不好的PVC类原料。为了克服这一缺点,螺杆机头的口模段设计得比较复杂,以使坯料在口模定型段得到进一步的稳定控制。图6-17所示为螺杆分配机头模嘴横剖面示意图。......
2023-06-15
支管式机头的特点是机头内带有与模唇平行的管状型腔,可以储存一定量的物料,对物料起稳压和分配作用,使料流稳定,有助于机头均匀地挤出宽幅制品,又称T形机头,支管直径通常为20~30mm。支管式机头结构如图6-9所示,圆筒料槽可适当大些以储存更多的熔料,使料流更稳定。但也不能过大,料槽过大熔料存留时间太长也不好。实际上这种机头仍然存在中间出料多、两边出料少的现象,引起口模各处料流不均匀。为此又设计了阻力调节块2,可调节熔料流速,使出口熔料流速均匀一致。这种机头的优点是结构简单、体积小、重量轻、操作方便,缺点是聚合物在支管内停滞时间过长,熔融物料会变色,不适合加工热敏性塑料,如PVC等硬板(片)材。为获得表面光滑平整的板材,模唇表面粗糙度应不大于Ra0.8μm,并镀铬。支管式机头适合SPVC、PE、PP、ABS、PS等塑料板材挤出成型。支管式机头有以下几种结构形式。
1)一端供料的直支管形机头。如图6-10所示,熔料从支管的一端进料,而支管的另一端被封死。支管的模腔与挤出的料流方向一致,塑料板材的幅宽可用在型腔中设计的幅宽调节块按需要调节。但是由于支管内熔料停留时间较长,会引起熔料变色、分解,料的温度较难控制稳定。
2)中间供料的直支管形机头。如图6-11所示,熔体塑料从支管中部进料,在支管型腔内分流,再从口模缝隙中挤出。型腔与料流方向垂直。在支管口模缝隙型腔设有幅宽调节块以调节宽度,在口模设有调节块以调节板材料坯厚度。这种机头料流在型腔内流程短,操作方便,温度容易控制,在实际生产中应用较普遍。
3)中间供料的弯支管形机头。如图6-12所示,支管模腔弯曲呈流线型。这类机头适合挤出成型熔融黏度低或黏度高而热稳定性差的塑料,但机头的加工较困难,且不能调节制品的幅宽。
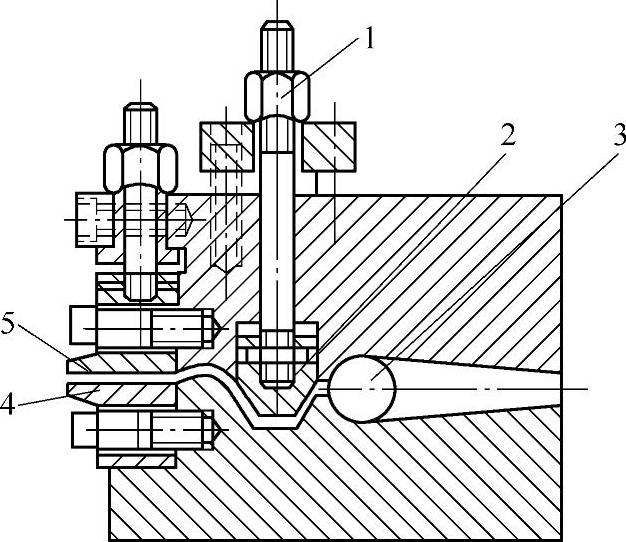
图6-9 支管式机头结构
1—调节螺钉 2—阻力调节块 3—支管 4—下模唇 5—上模唇
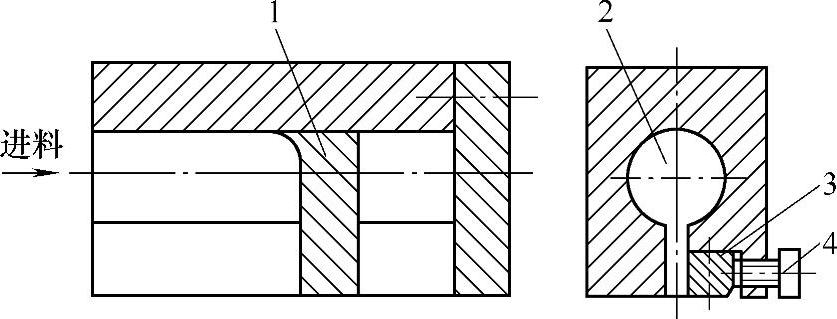
图6-10 一端供料的直支管形机头
1—幅宽调节块 2—支管模腔 3—模口调节块 4—模口调节螺钉
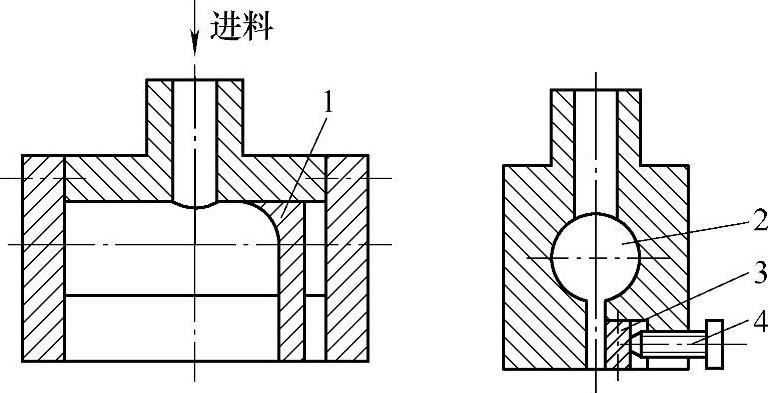
图6-11 中间供料的直支管形机头
1—幅宽调节块 2—支管模腔 3—模口调节块 4—模口调节螺钉
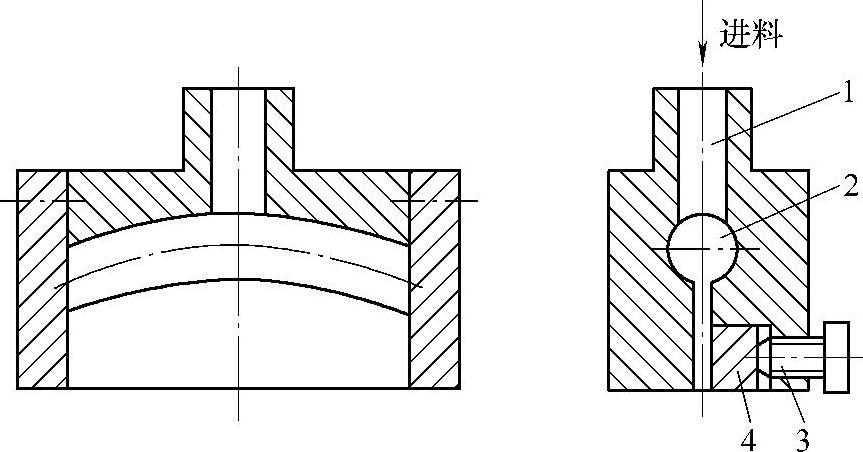
图6-12 中间供料的弯支管形机头
1—进料口 2—弯支管模腔 3—模口调节螺钉 4—模口调节块
4)带有阻流棒的双支管形机头。如图6-13所示,它和单支管机头结构完全一样,只是设计了两个支管,而调节块在两支管的中间,通过两个支管的调节,料流更加平稳,这类机头可生产1000~2000mm幅宽的板材。但由于熔体在支管停滞时间过长,不适合热敏性塑料板生产。这类机头在设计时,应尽量把支管直径设计得小些,一般不超过ϕ30mm。当物料黏度低时,管径可选大些;当物料黏度高时,管径可选小一些。另外为控制物料在机头内的停滞时间,模唇长度也不宜过长,一般取40~70mm。
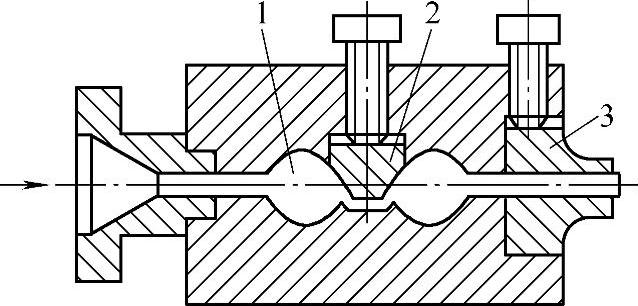
图6-13 带有阻流棒的双支管形机头
1—支管模腔 2—阻流棒 3—模口调节块

分配螺杆式机头相当于在支管式机头的支管内放入一根分配螺杆,螺杆采用单独的电动机驱动,使物料不停滞在支管内,通过分配螺杆转动迫使塑料熔体沿机头幅宽均匀挤出,克服了支管存料的缺点。分配螺杆机头的突出优点是减少了物料在机头内的停滞,以适合流动性能差、热稳定性不好的PVC类原料。为了克服这一缺点,螺杆机头的口模段设计得比较复杂,以使坯料在口模定型段得到进一步的稳定控制。图6-17所示为螺杆分配机头模嘴横剖面示意图。......
2023-06-15

鱼尾式机头结构如图6-8所示。由于机头设计了阻流器,又有阻力调节装置,机头口模又设计了模唇调节装置,当塑料制品出现薄厚不均时,首先应调节料流阻力,在口模压力基本一致后,再微调模唇间隙,使制品厚度均匀一致。鱼尾式机头的特点如下。2)鱼尾形机头设有流道支管,内部呈流线型,流动畅通。6)机头设计了可调阻力器,阻流块凸出部位高0.5mm。......
2023-06-15

如图6-15所示,支架呈衣架形,支管为圆筒形,支管直径中部与两端相同。2)支管递减衣架形机头 如图6-16所示,这种机头的支管直径从中部到两端逐渐减小,减小的趋势是随熔料的温度、定型长度和间隙及支管的倾斜角度等成对数函数关系。热稳定性差的PVC塑料也可用此种机头加工,因此,适应性广泛。......
2023-06-15
图3-24所示为PVC波纹管挤出机头结构,图3-25所示为波纹管成型原理。图3-23 直角式软管挤出机头1—芯模 2—机头体 3—口模 4—并紧帽 5—颈接图3-24 PVC波纹管挤出机头结构1—气塞棒 2—口模 3—锁母 4—分流锥支架 5—调节螺钉 6—机头体 7—进气管 8—芯轴 9—芯棒图3-25 波纹管成型原理1—波纹管 2—成型模具 3—口模 4—芯棒图3-26 筛孔式机头双层异形式机头 其挤出原理如图3-27所示,此种机头可用直通式结构,但采用筛孔式结构更好。......
2023-06-15
机头 吹膜法生产采用吹塑薄膜机头结构,模唇间隙为0.8~1.0mm。平膜法生产采用歧管型和衣架式机头结构,膜向下挤出。热处理设备 热处理设备由弓形加热板和一对热处理辊筒组成,目的是保证扁丝的尺寸稳定,防止扁丝发生明显的后收缩并消除内应力。热处理的辊筒通常称为第三拉伸辊筒。分丝架 一条扁丝生产线一般一次可生产60~100根扁丝。......
2023-06-15

图7-31所示为直角式单丝机头结构,它主要用于聚氯乙烯单丝挤出成型生产。图7-30 直通单丝机头结构1—机头体 2—熔体过滤器 3—支承隔板 4—加热带 5—喷丝板图7-31所示为直角式单丝机头结构。以下我们以生产聚乙烯单丝的技术参数对机头及喷丝板进行介绍。从喷丝板出来的单丝温度很高,聚乙烯可达300℃。表7-7 单丝直径与喷丝板孔径关系......
2023-06-15

一般以12个LED为一串以12倍数为基数。PT4107适于设计20W以下的LED荧光灯,推荐18W、9W、7W三种设计方案。目前非隔离式方案因其效率高而占主流,而用PWM LED驱动器来做LED荧光灯驱动电源的又占绝大多数。图8-14 PT4107封装1.设计全电压20W荧光灯开关恒流源以AC 85~245V全电压输入为例,采用PT4107 PWM LED驱动控制器来做LED荧光灯驱动电源的主芯片,设计一个比较理想的应用电路方案,如图8-15所示。......
2023-06-15
成型辊的作用是保证铝管为圆形状态。复合成型机头 图8-12所示为一步法三台挤出机铝塑复合管成型机头结构。一步法四台挤出机铝塑复合管成型内外挤出涂层是分开的。图8-16所示为内层共挤出机头结构,图8-17所示为铝塑复合管外层共挤出机头结构。图8-18所示是铝塑复合管成型原理,它由机头主体、内层共挤模具、外层共挤模具、铝管最后成型模具组合而成。......
2023-06-15
相关推荐