分配螺杆式机头相当于在支管式机头的支管内放入一根分配螺杆,螺杆采用单独的电动机驱动,使物料不停滞在支管内,通过分配螺杆转动迫使塑料熔体沿机头幅宽均匀挤出,克服了支管存料的缺点。分配螺杆机头的突出优点是减少了物料在机头内的停滞,以适合流动性能差、热稳定性不好的PVC类原料。为了克服这一缺点,螺杆机头的口模段设计得比较复杂,以使坯料在口模定型段得到进一步的稳定控制。图6-17所示为螺杆分配机头模嘴横剖面示意图。......
2023-06-15
鱼尾式机头结构如图6-8所示。这种机头熔融料从中部进入并沿扇形扩张展开,扩张形状似鱼尾巴,故叫鱼尾机头。
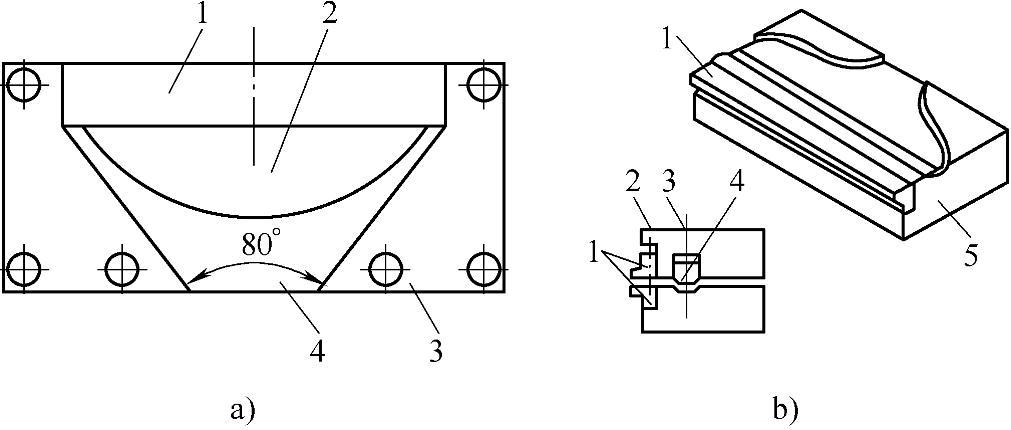
图6-8 鱼尾式机头结构
a)带阻流器的鱼尾形机头 1—模唇 2—阻流器 3—机头体 4—进料口 b)带有阻力调节装置的鱼尾机头 1—口模 2—口模调节螺钉 3—阻力棒调节螺钉 4—阻力棒 5—机头下半部分
熔料从机头入口至出口,要经过一个阻力体。因是中间进料,该阻力体的中心部位阻力大,而且阻力向两端逐渐减小,这样在熔体进入模唇前,压力已基本达到分布均匀,料流再经模唇的调节作用而挤出。这种口模的流道没有死角,流道内的容积小且减少了熔融料的停滞时间。由于中部物料压力和料流速度都比两端大,因此容易出现中部出料多两边出料少的现象,从而造成制品厚度不均。注意机头鱼尾扩张角不能太大,一般为80°~100°。这类机头的优点是流道平滑无死角,结构简单,制造容易,适合PP、PE、PVC和聚甲醛,不适合生产宽幅的制品,一般宽度在500mm以下,厚度1~3mm为宜。由于机头设计了阻流器,又有阻力调节装置(可用螺栓调节阻力压块),机头口模又设计了模唇调节装置,当塑料制品出现薄厚不均时,首先应调节料流阻力,在口模压力基本一致后,再微调模唇间隙,使制品厚度均匀一致。一般可把模唇间隙调到等于或稍小于塑料制品厚度。有了这些措施可生产宽度大于500mm,厚度大于3mm的板片材。这种机头通常用于窄片板材的生产。
鱼尾式机头的特点如下。
1)该机头是一种传统的鱼尾形板(片)材机头结构,形状扁平,靠凸出的阻流块分流熔料,也可称T形机头。
2)鱼尾形机头设有流道支管,内部呈流线型,流动畅通。机头内容积较小,物料在机头内停留的时间短。
3)该机头适合PE、PP塑料,也适合PVC、ABS等。
4)鱼尾部分的扩张角不能太大,一般以80°~100°为宜,否则会使板材厚薄不均。
5)机头幅宽不能调整,一般生产幅宽为500mm、厚度为1~2mm。
6)机头设计了可调阻力器,阻流块凸出部位高0.5mm。
7)设置了可调式口模和一定的口模长度(定型长度),对口模调整采用微量弹性变形调节装置,口模定型段长度以50~70mm为宜,过长会产生张嘴现象。
8)口模间隙为制品厚度的1.5~2.5倍。

分配螺杆式机头相当于在支管式机头的支管内放入一根分配螺杆,螺杆采用单独的电动机驱动,使物料不停滞在支管内,通过分配螺杆转动迫使塑料熔体沿机头幅宽均匀挤出,克服了支管存料的缺点。分配螺杆机头的突出优点是减少了物料在机头内的停滞,以适合流动性能差、热稳定性不好的PVC类原料。为了克服这一缺点,螺杆机头的口模段设计得比较复杂,以使坯料在口模定型段得到进一步的稳定控制。图6-17所示为螺杆分配机头模嘴横剖面示意图。......
2023-06-15

支管式机头结构如图6-9所示,圆筒料槽可适当大些以储存更多的熔料,使料流更稳定。支管式机头有以下几种结构形式。支管的模腔与挤出的料流方向一致,塑料板材的幅宽可用在型腔中设计的幅宽调节块按需要调节。图6-13 带有阻流棒的双支管形机头1—支管模腔 2—阻流棒 3—模口调节块......
2023-06-15

中空制品机头设计的好坏直接影响制品的质量和生产效率。普遍中空制品挤出机头设计要求1)结构紧凑合理。中空吹塑管状桶坯机头设计要求 中空吹塑管状桶坯机头结构与塑料管材机头结构相似,可参考塑料管材机头结构进行设计。中空吹塑管状桶坯机头的主要技术参数是压缩比、毛坯下垂与膨胀比、吹胀比与毛坯机头的出口间隙。图5-13 中空吹塑管状桶坯机头结构1—口模 2—坯芯 3—机体 4—机颈 5—法兰盘 6—温度计2)毛坯下垂与膨胀比。......
2023-06-15

如图6-15所示,支架呈衣架形,支管为圆筒形,支管直径中部与两端相同。2)支管递减衣架形机头 如图6-16所示,这种机头的支管直径从中部到两端逐渐减小,减小的趋势是随熔料的温度、定型长度和间隙及支管的倾斜角度等成对数函数关系。热稳定性差的PVC塑料也可用此种机头加工,因此,适应性广泛。......
2023-06-15

芯棒式机头(侧进料)芯棒式吹塑薄膜机头(侧进料)结构如图2-15所示。螺旋式吹塑薄膜机头另一种结构如图2-19所示,其特点是在芯棒中开设3~8条螺纹形流道。图2-18 螺旋式吹塑薄膜机头(一)d0—进料口直径 d—口模内直径 d1—芯模直径 d2—模体......
2023-06-15

接近式传感器是一种对接近它的物体有感知能力的元件,也称接近开关。不同的接近开关,对检测对象的响应能力是不同的,这种响应特性称为响应频率。这种接近开关检测的对象,不限于导体,可以是绝缘的液体或粉状物等。这种接近开关的检测对象必须是磁性物体。光电接近开关工作时对被测对象几乎无任何影响。......
2023-06-28
图3-24所示为PVC波纹管挤出机头结构,图3-25所示为波纹管成型原理。图3-23 直角式软管挤出机头1—芯模 2—机头体 3—口模 4—并紧帽 5—颈接图3-24 PVC波纹管挤出机头结构1—气塞棒 2—口模 3—锁母 4—分流锥支架 5—调节螺钉 6—机头体 7—进气管 8—芯轴 9—芯棒图3-25 波纹管成型原理1—波纹管 2—成型模具 3—口模 4—芯棒图3-26 筛孔式机头双层异形式机头 其挤出原理如图3-27所示,此种机头可用直通式结构,但采用筛孔式结构更好。......
2023-06-15

机头宽度有1.3m、2.4m、3.3m、4.2m多种规格。模唇开度为0.3~0.5mm,厚度大时取小值。尼龙流延薄膜如采用支管式扁平机头,模唇定型段长度比CPP应稍长,但目前使用较多的是衣架式扁平机头。由于衣架式机头运用了流变学的理论,而这方面的研究比较成熟,所以,衣架式机头应用广泛。通过调节上模唇2,可挤出多种厚度规格的膜坯。衣架式机头内部型腔结构可通过流变学的理论进行计算。生产流延薄膜和吹塑薄膜一样,在机头前方应安装过滤板、过滤网。......
2023-06-15
相关推荐