
效果1)发泡制品的表观密度随着挤出温度上升而增大。......
2023-06-28
(1)板(片)材简介 人们习惯把厚度大于2mm的平面型材制品称为塑料板材,厚度在0.25~2mm的制品称为片材。塑料板、片材挤出成型的生产工艺流程与薄膜基本相同,如图6-1所示。
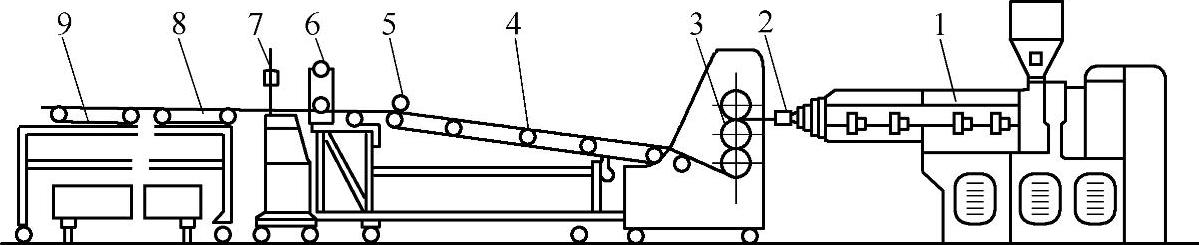
图6-1 PE板材挤出成型工艺流程
1—挤出机 2—机头 3—三辊压光机 4—冷却输送辊 5—切边装置 6—二辊牵引机 7—切割装置 8—PE板 9—堆放
塑料板材按结构可分为单层板、多层板、平板、波纹板、发泡板、格子板、复合板等;按硬度分可分为硬板(如工业板材、装饰板材、透明板材)和软板(又分为透明与不透明软板)。板材宽度一般为1.0~1.5m,也可生产1.5~4.0m的宽幅板材。板、片成型用模具结构有支管式、衣架式、鱼尾形、螺杆分配式T型模具等。
挤出辅机包括 机头、压光辊、导向辊、切边装置、牵引装置、切断装置、堆放架。
(2)常用板(片)材技术参数
1)生产成型吸塑包装材料(PP料)的主要技术参数。螺杆直径90mm,长径比30,产量70kg/h,口模设计宽度950mm,牵引辊规格ϕ200mm×1100mm,牵引速度0.8~8m/min,压光辊规格ϕ200mm×1100mm,最大板宽800mm,电动机功率60kW。
2)生产成型装饰食品包装用发泡片材(PP、PS)的主要技术参数。螺杆直径65~90mm,长径比30,产量60~70kg/h,片材厚度2~5mm,牵引速度3~25m/min,电动机功率为155kW,最大板宽为1040mm。
3)生产成型塑料地板的主要技术参数。螺杆直径150mm,长径比25,产量150~400kg/h,口模宽度360mm,牵引辊规格ϕ400mm×600mm,牵引速度7~10m/min,压光辊规格ϕ400mm×600mm,电机功率100kW。
4)生产成型塑料挤出板材的主要技术参数。螺杆直径150mm,长径比25,产量50~300kg/h,制品厚度0.8~5mm,牵引辊规格ϕ500mm×1300mm,牵引速度0.12~2.4m/min,压光辊规格ϕ250mm×1300mm,最大板宽1200mm,电动机功率157kW。
(3)板(片)材常用塑料性能及用途 塑料板(片)挤出成型常用塑料有聚乙烯、聚丙烯、聚氯乙烯、ABS、高冲聚苯乙烯、聚酰胺、聚甲醛、聚碳酸酯、聚酯等。用挤出法可生产单层与多层中空格及发泡与不发泡的板(片)材,制品厚度可达30mm,宽度可达1000~4000mm,但超过2000mm的硬质聚氯乙烯板生产难度较大。由于塑料板、片材具有强度高、耐腐蚀性好、电绝缘优秀、容易粘接且结合牢固、焊接性能好、可进行二次加工等特点,因此广泛用作化工容器、储罐、电绝缘用板、建筑或车船中的壁板、隔板、天花板、地板、经吸塑成型后的冰箱内衬板、汽车挡板、防滑坐垫以及吸塑成型后的食品和医药包装制品。
(4)共挤出多层复合板 共挤出的多层复合材料能充分发挥各层材料的特点,组合成有最佳性能的材料,如良好的耐气候性、化学稳定性和高冲击韧度等。由不同材料制成的共挤出多层组合板、片材的用途如下。
1)防静电透明PS/改性PS、透明PS/耐冲击改性PS(黑)/冲击改性PS(白)。用作野营食具及食用奶酪、酸牛奶、鲜奶油等食品的饮用杯。
2)耐冲击改性PS(白)/苯乙烯-2甲基乙烯乙共聚物。用作加热包装食品与饭盒。
3)耐冲击改性PS/ABS、耐冲击改性PS/聚烯烃、ABS/聚烯烃。用于低温冷冻箱,可作鲜奶油、冰激凌容器。
4)ABS/耐冲击改性PS/ABS、ABS/耐冲击改性PS/聚苯乙烯。用于制冷设备。
5)ABS/硬质聚氯乙烯、ABS/有机玻璃、ABS/丙烯腈-苯乙烯-丙烯酸酯共聚物、ABS/聚碳酸酯。用于旅游车、游艇、汽车、轮船面板与护板、游泳池更衣室、卫生间设施。
6)聚丙烯/白垩、聚丙烯/木粉。用于汽车工业、家具、仪表面板。
7)聚碳酸酯/ABS/聚碳酸酯。耐高温稳定用材。

对钎剂的基本要求有以下方面。1)钎剂的熔点和最低活性温度比钎料低,在活性温度范围内有足够的流动性。2)应具有良好的热稳定性,使钎剂在加热过程中保持其成分和作用稳定不变。一般说来钎剂应具有不小于100℃的热稳定温度范围。钎剂的组成物质主要取决于所要清除氧化物的物理化学性质。......
2023-06-26

其中,活塞式混凝土输送泵又因传动方式不同而分为机械式和液压式两类。固定式混凝土输送泵安装在固定机座上,多由电动机驱动,适用于工程量大、移动少的场合。拖挂式混凝土输送泵安装在可以拖行的台车上。车载式混凝土输送泵安装在机动车辆底盘上,又称为混凝土泵车。表5-1 混凝土输送泵的代号表示方法......
2023-09-20

常用的钎料一般根据熔点分成两类。熔点高于950℃的常称为高温钎料。另一类是软钎料,熔点在450℃以下,应用最广泛的软钎料是锡基钎料,多数软钎料适合的焊接温度为200~400℃,通常把用这类钎料进行的钎焊称为软钎焊。软钎焊接头强度较低,适于受力不大或工作温度较低的焊件,典型的就是电子产业中的应用。......
2023-06-26

首次打开 Keynote时,“主题选取器”将会显示您可以在幻灯片显示中使用的由 Apple设计的主题。每个主题都是由一系列带有协调设计元素的母版幻灯片组成,这些元素借助预选的字体、背景、纹理、表格样式、图表颜色等创建出外观和风格。通过选择一个要使用的主题开始创建 Keynote 文稿。母版幻灯片提供与其主题外观和风格相匹配的文本和图像的不同布局。大部分主题带有下列母版幻灯片:......
2024-01-31

板(片)材挤出机头口模的调节方式 口模平直段的长度,一般要根据板材的厚度而定,通常取板材厚度的20~30倍。图6-22所示为格子板机头用螺钉调节模唇上下移动而控制口模出胶间隙的方法。一般情况下,生产板材的扁平机头都兼用阻流块、阻流棒和口模间隙调节装置。板材机头口模技术参数与制品质量关系1)板坯进入三辊的方向与制品质量关系。图6-30 ABC塑料板材的机头温度分布5)口模宽度与出料均匀性。......
2023-06-15

聚丙烯板挤出成型试模调机1)原材料选择。由于板材从机头挤出后首先接触三辊压光机的中辊,因此中辊的温度最高,约高出10~20℃。④PP熔体的冷却速度对制品的结晶度影响较大,进而影响制品的透明度。这样PP在成型时易发生分子取向,因而使制品产生各向异性。硬质板口模中间部位温度为155~165℃,中间区和两端面的过渡区部位温度为165~175℃,口模两端部位温度为170~180℃。......
2023-06-15

加工条件:将上述配方配成溶液后,涂在25μmPP板上。10.PET/LLDPE共混板材配方配方(质量份):PET 100;LLDPE 5;LCP 0.2;成核剂0.2。......
2023-06-28
相关推荐