五层共挤需要3~5台挤出机。可调式分流道装置,设在多层共挤出机机头前,是使多层物料汇合的装置。多层共挤复合膜采用自动调节厚度机头,其机头结构主要为衣架式。各种树脂挤出温度可参照单层流延膜挤出温度。多层共挤膜关键是机头温度的控制。熔体泵配置 多层共挤流延薄膜挤出生产线,每一组分的物料最好配备一台熔体泵,以获得更高......
2023-06-15
共挤出吹塑也叫多层吹塑,目前广泛用于各种包装容器,特别是饮料的包装。
(1)共挤出吹塑的特点 各种塑料对氧、二氧化碳及湿气的渗透率是不同的。用高阻氧气渗透性的塑料来吹塑包装容器,成本很高,而阻氧或二氧化碳渗透性较高的塑料其他的性能指标又往往偏低。在这种情况下,通常采用共挤吹塑成型,即把多种聚合物复合在一起,成型为多层容器。
共挤吹塑的优点:
1)可提高容器的阻渗性能。
2)可提高容器的强度、刚度、尺寸稳定性、透明度、柔软性、耐热性。
3)可改善容器的表面性能(如光泽性、耐刮伤性、印刷性)。
4)在满足强度或使用性能的前提下,可降低容器成本。
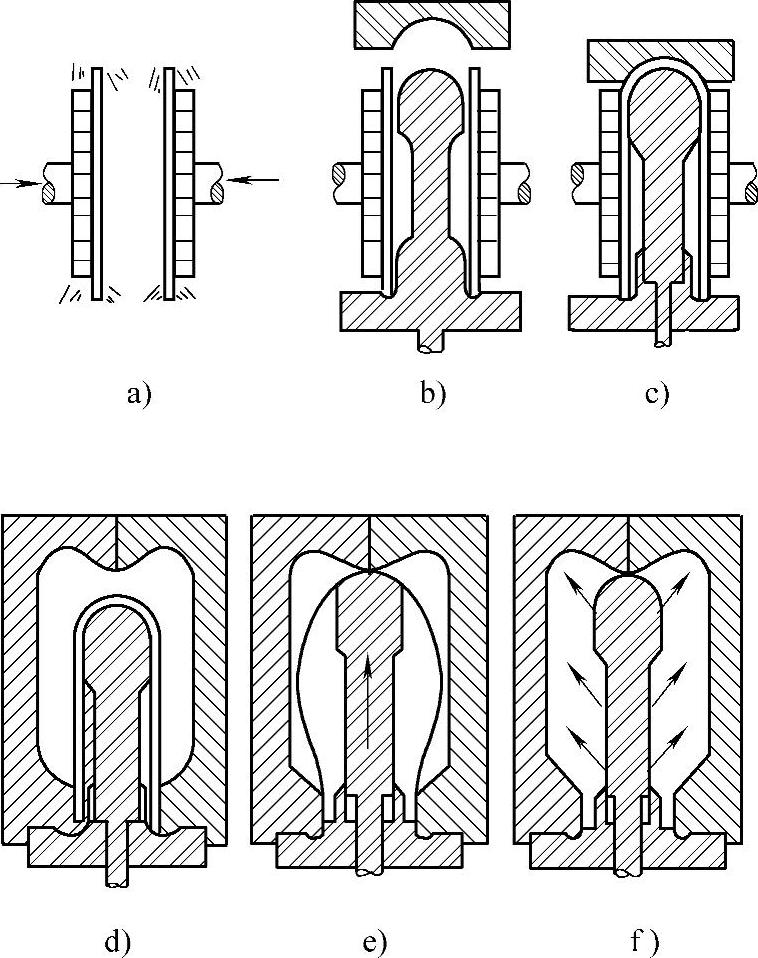
图5-22 冷坯法挤出拉伸吹塑工艺流程
a)电阻加热恒温箱,加热型坯至拉伸温度 b)成型瓶颈及螺纹 c)封底d)纵向拉伸 e)吹胀(横向拉伸) f)冷却定型
5)可吸收紫外线。
6)可在不透明容器上形成一条纵向透明的视带,以观察容器内液体的高度。
(2)共挤出吹塑制品的结构及组成 共挤出吹塑制品壁内的各层由不同的聚合物组成,通常为三层,有时也采用二层、四层或五层。现以三层为例进行说明。
1)基层。基层是多层复合结构的主体,厚度较大,主要确定制品的强度、刚度和尺寸的稳定性等。基层常用的聚合物是PP、PE,有时也用PVC、PET、PC、PU、EVA、EPDM等,可根据功能需要决定。
2)功能层。功能层多数为阻渗层,用以提高制品的使用温度与改善外观性能。阻渗层的要求由被包装物品确定。阻渗层可阻止(实际是大幅度减少)气体(氧气、二氧化碳气、氮气等)、湿气、香味或溶剂的渗透,也就是既阻止被包装物品内的成分渗透到容器外,也可以阻止外界气体或湿气等往容器内渗透。功能层常用的聚合物为EVOA(乙烯-乙烯醇共聚)、PAN(聚丙烯腈),有时也采用PA、EVA、PET,可根据功能需要决定。
3)粘合层。当基层和功能层之间的粘合性能不良时,要用黏合剂使他们牢固粘接。多层容器各层的粘合是难点,也是重点。粘合层常用的树脂有侧基用马来酸酐、丙烯酸或丙烯酸酯进行接枝改性的PE、PP,直接合成特殊的共聚物。

五层共挤需要3~5台挤出机。可调式分流道装置,设在多层共挤出机机头前,是使多层物料汇合的装置。多层共挤复合膜采用自动调节厚度机头,其机头结构主要为衣架式。各种树脂挤出温度可参照单层流延膜挤出温度。多层共挤膜关键是机头温度的控制。熔体泵配置 多层共挤流延薄膜挤出生产线,每一组分的物料最好配备一台熔体泵,以获得更高......
2023-06-15

将两台或多台挤出机挤出的熔料在机头汇合到一起,形成同一产品的过程就是多层共挤,多层共挤所成型的产品称为多层共挤复合板材。常用共挤出复合板材用的树脂有LLDPE、HDPE、LDPE、PP、EVA、PA等。机头的设计与制造是共挤出复合片材的关键,机头设计制造的好坏直接影响多层复合板材的质量和产量。HIPS/GPPS复合板(片)材成型工艺条件见表6-5,其中GPPS是普通PS料。多层板(片)材生产控制及其相互关系如图6-41所示。2)多层板(片)材挤出生产参数。......
2023-06-15

原料选择PP打包带挤出成型主要用料是聚丙烯树脂,树脂的熔体流动速率为2~3.5g/10min,密度为0.91g/cm3。聚丙烯母料采用无规聚丙烯,需加入一定比例的碳酸钙和其他辅料制成。机头模唇温度应比机筒最高温度低10℃,这样成型较好。料坯合格后,才能把带坯引入冷却水槽和拉伸牵引辊,并引进压花辊和双盘收卷机。7)通常模唇口宽度是打包带制品宽度的4~4.5倍,模唇口间隙是打包带成品厚度的3倍。......
2023-06-15
3)吹塑成型制品的吹塑冷却定型模具温度为20~50℃。2)聚丙烯瓶成型前所用的管坯挤出设备都相同,不同的是成型管坯后坯管的制颈和封底工艺。PP制品的拉伸比为1.5~2.5,吹胀比为3~5。管坯加热烘道把聚丙烯瓶坯加热至原料的玻璃化温度和熔化温度之间,即145~155℃,且瓶坯各部位温度应一致。瓶内装满水后旋紧盖从1.2m高处坠落3次应无破裂、损坏,卫生指标应符合GB 9688—1988《食品包装用聚丙烯成型品卫生标准》的规定。......
2023-06-15

单丝冷却水箱温度控制在25~35℃,单丝出机头的温度在300℃以上。包角为20°时,单丝在机头喷丝板处不易产生熔融断丝,单丝质量好。辊筒牵引拉伸倍数为8~10,烘道内温度可达140~160℃,单丝强度较高。挤出机温度控制为170~190℃、190~210℃、210~230℃、230~250℃,接颈温度为240~250℃,机头温度为230~240℃。挤出前需干燥至含水量小于0.1%。聚氯乙烯单丝生产工艺RPVC单丝挤出成型要选用流动性好的SG4和SG5拉丝级专用树脂。......
2023-06-15
棒材生产工艺 原料中如果有水分,挤出的棒材内部就会产生气泡,形成大量的蜂窝状空隙。4)挤出成型不同截面形状制品时,要注意口模形状的选择。6)塑料棒材的挤出塑化成型温度应控制在比原料的熔融温度高30℃。7)较大直径棒材成型后要及时进行热处理,以消除内应力。聚酰胺棒材热处理方法是放在100℃水中浸泡3~4h。常用工程塑料棒材挤出成型工艺条件见表7-4。......
2023-06-15

采用双螺杆挤出机可以省略造粒这一工序,目前都是采用向外异向锥形双螺杆挤出机。2)机头和定型模具。这些门、窗异型材大多都是空腔异型材,冷却定型都是多个并联,在喷淋或浸泡式水槽处设计了几组校正定直模块,进一步防止弯曲变形。真空定型真空度为-0.07MPa,冷却水温为10~15℃,牵引速度为1.25m/min。生产出的型材还要通过时效处理,以消除残余应力。......
2023-06-15
聚丙烯薄膜的挤出吹塑成型1)原料准备。聚丙烯薄膜挤出吹塑成型应选用熔体流动速率为4~10g/min、密度为0.89~0.91g/cm3的树脂。聚丙烯塑料薄膜平挤下垂吹塑生产线如图2-35所示。生产设备 聚丙烯薄膜选用通用型单螺杆挤出机,螺杆结构可用等距渐变型或等距突变型,长径比L/D为20~25,压缩比应小于4,一般为3~4。成型模具结构与聚乙烯薄膜挤出吹塑模具结构相同,一般都选用螺旋式芯棒结构模具。......
2023-06-15
相关推荐