基本工艺参数1)成型温度。2)吹胀成型中空制品的模具温度应控制在20~70℃。4)吹胀比吹胀后制品横向最大直径与坯管直径之比为1.5~3。一般小型中空制品取较大值,大型中空制品取较小值。S表示食品、医药类包装用桶或瓶,H表示未列入危险品的化工类产品包装用桶或瓶。表5-2 中空制品的力学性能要求注:耐内装液和液压试验只限于T类危险品包装用桶。......
2023-06-15
先进的吹塑成型机都带有型坯壁厚控制装置,以提高制品质量和节省原材料。该装置按预先设计的程序,通过伺服阀驱动液压缸,使倒锥式芯模上下移动,控制通过口模的物料量,从而使型坯相应部位达到所需要的厚度。壁厚控制装置有10点、20点、30点等多种,控制的电枢越多效果越好,但设备也会更贵。型坯轴向壁厚控制装置原理如图5-16所示。
除上述轴向壁厚控制装置外,还有径向壁厚控制装置,即在口模内侧面安装可挠性环,通过伺服阀和伺服液压缸,使口模缝隙在圆周方向的两点或四点上变化,以达到控制径向厚度。型坯径向壁厚控制装置原理如图5-17所示。
型坯达到要求长度后应进行切断。切断装置要适应不同塑料品种的性能。在两块模组成的吹胀模具中,是依靠加工成刀刃式切料口的模腔上、下口切断型坯的。切料口的刀刃形状直接影响产品质量。切料口的刀刃有多种形式,自动切刀有平刃和三角形刀刃。对硬聚氯乙烯透明料型坯,一般采用平刃刀,工作前要对切刀加热。
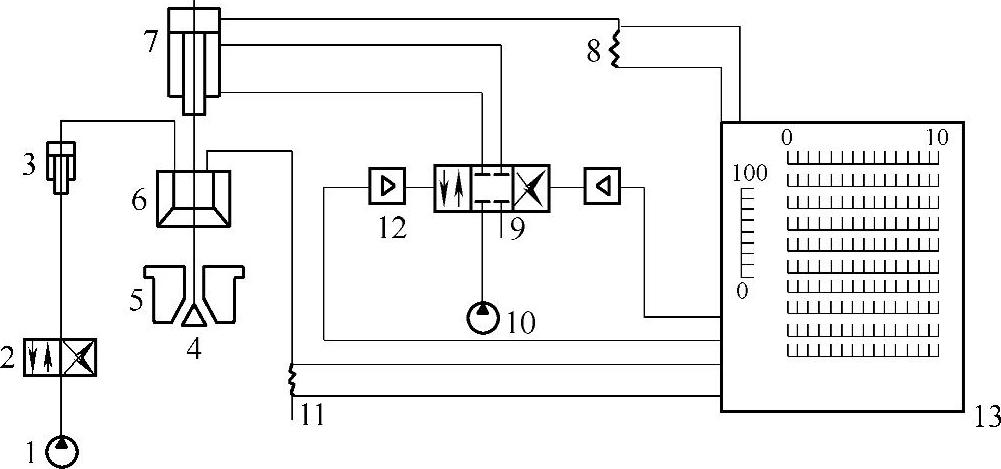
图5-16 型坯轴向壁厚控制装置原理
1,10—液压泵 2—电磁阀 3、7—液压缸 4—芯模 5—机头 6—压料器 8—壁厚伺服信号 9—伺服阀 11—储料量反馈信号 12—放大器 13—程序控制器
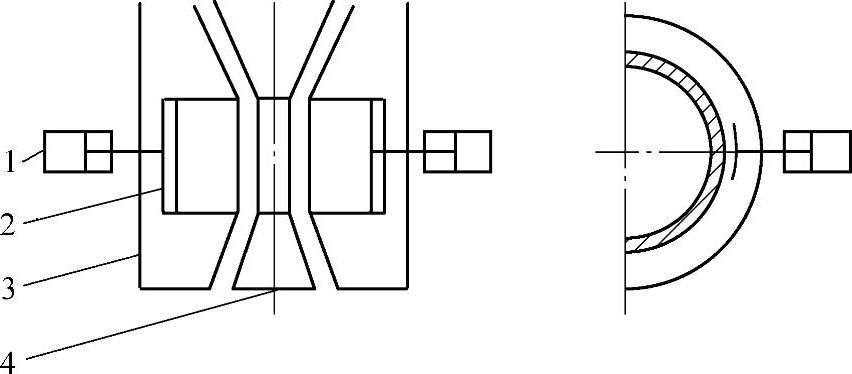
图5-17 型坯径向壁厚控制装置原理
1—伺服液压缸 2—可挠性环 3—机头 4—芯模

基本工艺参数1)成型温度。2)吹胀成型中空制品的模具温度应控制在20~70℃。4)吹胀比吹胀后制品横向最大直径与坯管直径之比为1.5~3。一般小型中空制品取较大值,大型中空制品取较小值。S表示食品、医药类包装用桶或瓶,H表示未列入危险品的化工类产品包装用桶或瓶。表5-2 中空制品的力学性能要求注:耐内装液和液压试验只限于T类危险品包装用桶。......
2023-06-15

中空制品机头设计的好坏直接影响制品的质量和生产效率。普遍中空制品挤出机头设计要求1)结构紧凑合理。中空吹塑管状桶坯机头设计要求 中空吹塑管状桶坯机头结构与塑料管材机头结构相似,可参考塑料管材机头结构进行设计。中空吹塑管状桶坯机头的主要技术参数是压缩比、毛坯下垂与膨胀比、吹胀比与毛坯机头的出口间隙。图5-13 中空吹塑管状桶坯机头结构1—口模 2—坯芯 3—机体 4—机颈 5—法兰盘 6—温度计2)毛坯下垂与膨胀比。......
2023-06-15

牛奶和其他乳制品是几种必需营养素的重要来源。除了与乳糖有关的缺陷外,牛奶中的胆固醇含量也相当高。对于其他奶制品,如酸奶和奶酪,包装内氧的存在和腐败微生物的生长是要控制的两个因素。1.降低乳糖和胆固醇含量:酶的活性包装有些固定化酶技术最初是应用于食品生产线,而目前人们正在考虑将这些技术应用于食品包装。已经证明,前面的化合物对高分子材料的附着作用对于奶酪表面的霉菌和乳酸菌都有很好的抑制作用。......
2023-06-21

中空制品生产设备要求 挤出成型中空制品设备结构如图5-5所示。挤出成型中空塑料制品的配套设备,主要由挤出机、机头、制品成型模具组合件、成型制品动作控制系统等组成。塑料挤出吹塑中空成型机产品代号为SCJ-L×工位数,塑料挤出拉伸吹塑中空成型机产品代号为SCJL-L×工位数,其中L为制品容积。两成型模具往复互换位置移动,使挤出吹胀成型中空塑料制品连续进行。......
2023-06-15

吹塑机头一般分为直通式机头、芯棒式机头、转角机头和储料式机头。直通式机头 直通式机头又叫中心进料式机头,如图5-7所示。储料式侧向进料机头 储料式机头适合生产大型容器,它可以减少型坯自重引起的下垂。用料多的型坯挤出一定长度时,因自重大,容易拉伸成长颈,无法保证型坯的成型质量,所以要用储料式机头,其结构如图5-10所示。储料式机头与普通机头不同之处是在模具体内增加一个熔料储料缸。......
2023-06-15

中空制品吹塑冷却定型模具又叫吹塑成型模具,它一般由两个半模片组成。另外对于底部有下凹或在平面留出空间的中空制品,成型模具要设计成三开或四开结构,才能使制品顺利脱模。吹塑成型模具设计的基本技术要求1)分型面。用于吹塑PE中空制品的成型模具可粗糙些,以有利排气。5)为了加快吹胀后制品的降温,必要时制品成型模具要采用循环冷却水降温。......
2023-06-15

3)环形口模异形化。例如把口模与芯棒间的圆环形间隙改为图5-11a所示的形状,改方形坯拐角处为图5-11b所示的口模间隙形状,以达到方形制品圆周壁厚的均匀性。有些塑料在口模出胶口产生翻转现象,或在模口粘胶粒或渣粒,把型坯拉成条纹,通过倒一点小圆角可使出胶顺畅、稳定,避免产生不良现象。图5-11 口模形状变化对制品壁厚的影响a)口模间隙异形 b)异形口模间隙成型制品图5-12 模具口模外圆倒角1—芯棒 2—口模......
2023-06-15
按型坯成型的方式,中空制品可分为挤出吹塑和注射吹塑两大类。由于中空制品由单一材质成型已无法适应商品对包装容器功能的需要,因而多层吹塑中空制品应运而生。如今多层中空制品可达9层,其中2~5层使用最为广泛。2)注射吹塑法成型中空制品。图5-3所示为三工位注射吹塑成型塑料中空制品工艺流程。由于中空制品的纵向、横向都被拉伸,其物理机械性能得到提高。......
2023-06-15
相关推荐