中空制品机头设计的好坏直接影响制品的质量和生产效率。普遍中空制品挤出机头设计要求1)结构紧凑合理。中空吹塑管状桶坯机头设计要求 中空吹塑管状桶坯机头结构与塑料管材机头结构相似,可参考塑料管材机头结构进行设计。中空吹塑管状桶坯机头的主要技术参数是压缩比、毛坯下垂与膨胀比、吹胀比与毛坯机头的出口间隙。图5-13 中空吹塑管状桶坯机头结构1—口模 2—坯芯 3—机体 4—机颈 5—法兰盘 6—温度计2)毛坯下垂与膨胀比。......
2023-06-15
中空制品吹塑冷却定型模具又叫吹塑成型模具,它一般由两个半模片组成。模具的开闭运动有水平移动或垂直移动。也可用铰链为支点,两个半边模以支点为中心沿圆弧线运动开闭。另外对于底部有下凹或在平面留出空间的中空制品,成型模具要设计成三开或四开结构,才能使制品顺利脱模。
(1)吹塑成型模具的特点
1)一般只有凹模。
2)型腔受到的吹胀压力比较低,一般为0.2~1.0MPa,个别情况到2MPa。
3)模具型腔的磨损比较小。
4)吹塑制品上较深的凹陷,一般不需要滑动嵌块也可方便脱模,故模具造价较低。
5)除长期生产,一般型腔表面不需要硬化处理。
(2)吹塑成型模具的要求
1)可成型各种形状复杂的产品。
2)能有效夹断型坯,以保障产品接缝处的强度。
3)能有效地排气。
4)能快速、均匀地冷却制品,并尽量减少模具型腔表面的温度梯度,以减少成型时间与制品弯曲变形。
(3)吹塑成型模具设计的基本技术要求
1)分型面。分型面的位置应能使制品从模具型腔内顺利脱模。简单模是平面分型,复杂件是曲面分型,分型面为两个半模组合成一体。对圆形制件通过直径对中分型;对椭圆形容器,分型面应通过椭圆的长轴对中分型;对矩形容器,分型面应通过对角线,以方便出模;对复杂面应是对中的曲面分型,曲面分型要确保分型面的密合度。
2)模具型腔。模具型腔直接影响制品的形状、尺寸与外观。如果模具表面粗糙度大,就不需要再排气,因粗糙的表面使型坯与模内型腔之间存在间隙可以排气。用于吹塑PE中空制品的成型模具可粗糙些,以有利排气。排气好制品冷却快,各处收缩也均匀。
3)成型模的冷却。成型模的冷却速度和均匀性很重要,冷却不均匀各处收缩有差异,引起制品弯曲、颈部歪斜等现象。冷却速度还影响到结晶度和性能的均衡。对工程塑料的吹塑应采用较高的模具温度,以提高制品的外观性能质量。
4)进气方式。不论是上吹、下吹还是平吹方式,都要以保证压缩空气的压力能顺利吹胀型坯,使型坯得到轮廓明显和字母、花纹清晰的制品为原则。
5)螺杆转速。应尽可能采用较快的转速。否则型坯的黏度低,挤出速度慢,会因自重作用引起下垂,造成壁厚不均,无法成型。
6)成型模具材料。可用铸铁、锌合金、铝合金铸造加工,也可用碳素钢、不锈钢加工制作。
(4)吹塑成型模具结构设计和应用要求
1)模具型腔面交接处应是圆弧过渡,不应有直角过渡线。
2)在成型模具端部要设有夹持坯管口,其作用是切除制品多余料和夹持吹胀前的坯管。夹持口的形状尺寸如图5-14所示。其尺寸的确定要考虑它对制品成型和强度的影响。经验数据一般取h=1~2.5mm,H=3~5mm,β=15°~45°。
3)为使吹胀后的型坯贴紧模具内腔壁,得到较好的制品表面,应在型坯和模具间留出排气孔。通常在适当位置钻0.2~0.5mm的排气孔或在型腔结合面留出0.1~0.2mm的排气沟槽,如图5-15所示。
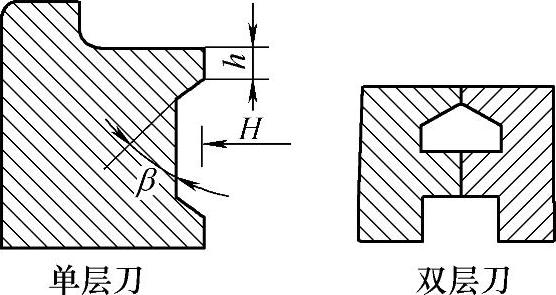
图5-14 模具夹持口形状尺寸
h—刀口宽 H—刀口深 β—斜率
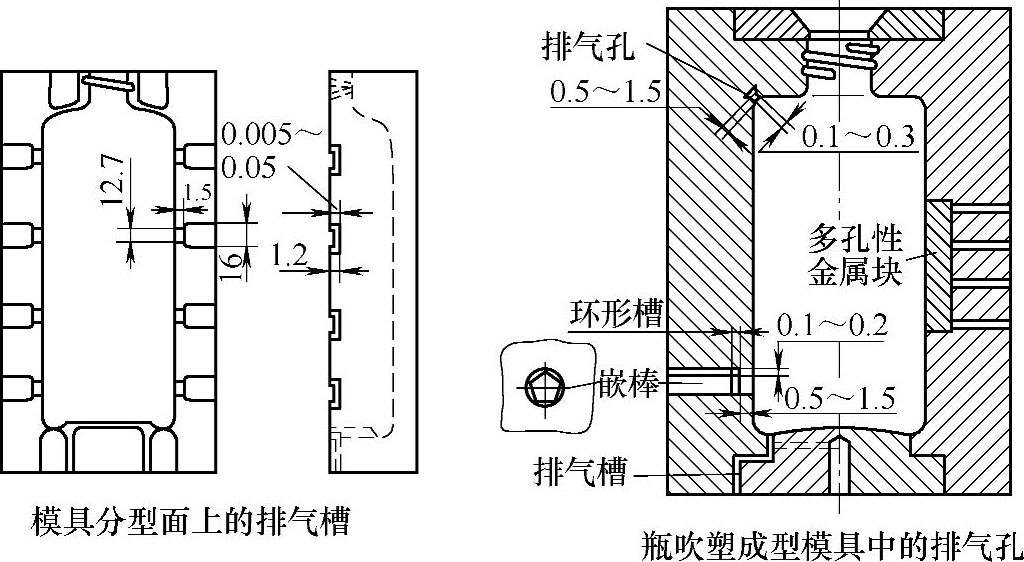
图5-15 吹塑成型模具排气方式
4)模具要用导热性能好、能够承受合模强度和吹胀压力的材料制作,常用材料为铝、铝合金、不锈钢等。
5)为了加快吹胀后制品的降温,必要时制品成型模具要采用循环冷却水降温。聚乙烯吹胀制品用模具温度,工作时应不大于40℃。吹胀的中空制品应能在模具内快速、均匀冷却降温,以缩短生产周期和防止制品翘曲。
6)模具内腔表面粗糙度要求不高,必要时表面还需要喷砂(40目)处理,以方便吹胀制品时空气从模具与制品表面间隙逸出。
7)模具应能承受一定的吹胀制品时的空气压力(吹胀空气压力一般在0.2~1MPa)。吹塑时,空气进入的容积速率应较大,这样可缩短吹胀时间,使制品得到较均匀的厚度和较好的表面质量。但是空气进入的容积速率也不能过大,否则会产生两种不正常现象:一是在空气进口处产生低压,使这部分型坯内陷;另一种是空气把型坯在口模处冲断,以致不能再吹胀。
(5)吹塑成型模具结构分类
1)等距离开闭式模具。等距离开闭式模具指组成制品型腔的两半模体,工作时可水平或垂直等距离开、闭模,也可采用一块模板固定,而由另一块模板移动完成模具的开、闭模动作。
2)铰链式模具。铰链式模具的结构特点是组成制品型腔的两半模体由铰链连接成一体,两个半边模板由手动或机械、气压、液压驱动,以铰链为支点,沿固定的圆弧线动作,完成两半模板的开、闭模动作。这种模具结构简单,制造方便,适合简单的中空制品吹塑成型。但由于合模力小,只适合小型中空制品生产,生产较大制品时会出现吹塑毛边现象。
3)三开或四开式模具。塑料中空制品结构如果出现有的顶部向下凹,有的底部无切料线或上下部无法脱模时,就应考虑应用三开或四开式模具结构。制品脱模时,先把模具中的上下模板移开,再移开左右模板,方可取出制品。
4)特殊结构模具。对于一些特殊形式结构的中空制品成型,如双层壁结构中空制品、带有空气夹层的箱体及多层材料复合成型的异型中空制品成型,都要用特殊结构模具成型,以满足制品成型的需要。
中空瓶、桶的成型模具通常由两个半模组成,因承受的压力较低,强度要求不高,多用钢材或铝合金(铸铝)制作。模具的切口的宽度可选0.5~1.5mm,角度为15°~30°。为了提高生产效率,还可使用多模腔模具或转盘式多功位模具连续换位生产。

中空制品机头设计的好坏直接影响制品的质量和生产效率。普遍中空制品挤出机头设计要求1)结构紧凑合理。中空吹塑管状桶坯机头设计要求 中空吹塑管状桶坯机头结构与塑料管材机头结构相似,可参考塑料管材机头结构进行设计。中空吹塑管状桶坯机头的主要技术参数是压缩比、毛坯下垂与膨胀比、吹胀比与毛坯机头的出口间隙。图5-13 中空吹塑管状桶坯机头结构1—口模 2—坯芯 3—机体 4—机颈 5—法兰盘 6—温度计2)毛坯下垂与膨胀比。......
2023-06-15

吹塑成型借气体压力使闭合在模具中的热型坯吹胀成为中空制品,或管型坯无模吹胀成管膜的一种方法。挤出吹塑 用挤出法先将塑料制成有底型坯,接着再将型坯移到吹塑模中吹制成中空制品。吹塑模具通常由两瓣合成,其中设有冷却剂通道,分型面上的小孔可插入充压气吹管。拉伸吹塑可使制品的透明性、冲击强度、表面硬度和刚性有很大的提高,适用于聚丙烯、聚对苯二甲酸乙二醇酯的吹塑成型。......
2023-06-28

基本工艺参数1)成型温度。2)吹胀成型中空制品的模具温度应控制在20~70℃。4)吹胀比吹胀后制品横向最大直径与坯管直径之比为1.5~3。一般小型中空制品取较大值,大型中空制品取较小值。S表示食品、医药类包装用桶或瓶,H表示未列入危险品的化工类产品包装用桶或瓶。表5-2 中空制品的力学性能要求注:耐内装液和液压试验只限于T类危险品包装用桶。......
2023-06-15

3)环形口模异形化。例如把口模与芯棒间的圆环形间隙改为图5-11a所示的形状,改方形坯拐角处为图5-11b所示的口模间隙形状,以达到方形制品圆周壁厚的均匀性。有些塑料在口模出胶口产生翻转现象,或在模口粘胶粒或渣粒,把型坯拉成条纹,通过倒一点小圆角可使出胶顺畅、稳定,避免产生不良现象。图5-11 口模形状变化对制品壁厚的影响a)口模间隙异形 b)异形口模间隙成型制品图5-12 模具口模外圆倒角1—芯棒 2—口模......
2023-06-15

型坯径向壁厚控制装置原理如图5-17所示。型坯达到要求长度后应进行切断。图5-16 型坯轴向壁厚控制装置原理1,10—液压泵 2—电磁阀 3、7—液压缸 4—芯模 5—机头 6—压料器 8—壁厚伺服信号 9—伺服阀 11—储料量反馈信号 12—放大器 13—程序控制器图5-17 型坯径向壁厚控制装置原理1—伺服液压缸 2—可挠性环 3—机头 4—芯模......
2023-06-15
中空制品生产设备要求 挤出成型中空制品设备结构如图5-5所示。挤出成型中空塑料制品的配套设备,主要由挤出机、机头、制品成型模具组合件、成型制品动作控制系统等组成。塑料挤出吹塑中空成型机产品代号为SCJ-L×工位数,塑料挤出拉伸吹塑中空成型机产品代号为SCJL-L×工位数,其中L为制品容积。两成型模具往复互换位置移动,使挤出吹胀成型中空塑料制品连续进行。......
2023-06-15

吹塑机头一般分为直通式机头、芯棒式机头、转角机头和储料式机头。直通式机头 直通式机头又叫中心进料式机头,如图5-7所示。储料式侧向进料机头 储料式机头适合生产大型容器,它可以减少型坯自重引起的下垂。用料多的型坯挤出一定长度时,因自重大,容易拉伸成长颈,无法保证型坯的成型质量,所以要用储料式机头,其结构如图5-10所示。储料式机头与普通机头不同之处是在模具体内增加一个熔料储料缸。......
2023-06-15
图12-135所示为A侧管连续拉深多工位级进模总装图。此模具在拉深凸模及整形凸模上设置有五处微调机构,当拉深凸模或整形凸模的尺寸过高或偏低时,无需卸下拉深凸模或整形凸模,直接在上模的侧面调整其高度即可。11)检测装置设计。......
2023-06-26
相关推荐