吹塑机头一般分为直通式机头、芯棒式机头、转角机头和储料式机头。直通式机头 直通式机头又叫中心进料式机头,如图5-7所示。储料式侧向进料机头 储料式机头适合生产大型容器,它可以减少型坯自重引起的下垂。用料多的型坯挤出一定长度时,因自重大,容易拉伸成长颈,无法保证型坯的成型质量,所以要用储料式机头,其结构如图5-10所示。储料式机头与普通机头不同之处是在模具体内增加一个熔料储料缸。......
2025-09-29
中空制品机头设计的好坏直接影响制品的质量和生产效率。设计模具首先必须满足成型工艺的各种要求,主要包括尺寸精度、使用寿命、冷却条件、裁剪边缝形状、排气部位、型腔表面处理、分型结构、颈部内孔尺寸控制与端面处理、制品表面凹陷的处理方法、吹气喷嘴设置、模内飞边的裁切、制品顶出杆的配置、模内制品分切、其他预埋零件的植入等要求。另外还要考虑模具更换和操作过程中方便简单。
(1)普遍中空制品挤出机头设计要求
1)结构紧凑合理。
2)机头的连接部分应和挤出机的铰链板相吻合。
3)芯棒可上下调节(也有不能调节的)。
4)芯棒可设计阻流装置,使周边出胶压力平稳。
5)大型毛坯机头应设置储料装置,储料量应大于制品重量。
6)口模和芯棒都要经过调质处理或淬火处理,硬度为25~32HRC。
7)机颈与口模处都要装温度计,以方便调节温度。
(2)中空吹塑管状桶坯机头设计要求 中空吹塑管状桶坯机头结构与塑料管材机头结构相似,可参考塑料管材机头结构进行设计。中空吹塑管状桶坯机头的主要技术参数是压缩比、毛坯下垂与膨胀比、吹胀比与毛坯机头的出口间隙。中空吹塑管状桶坯机头结构如图5-13所示。
1)压缩比为2.5~4。
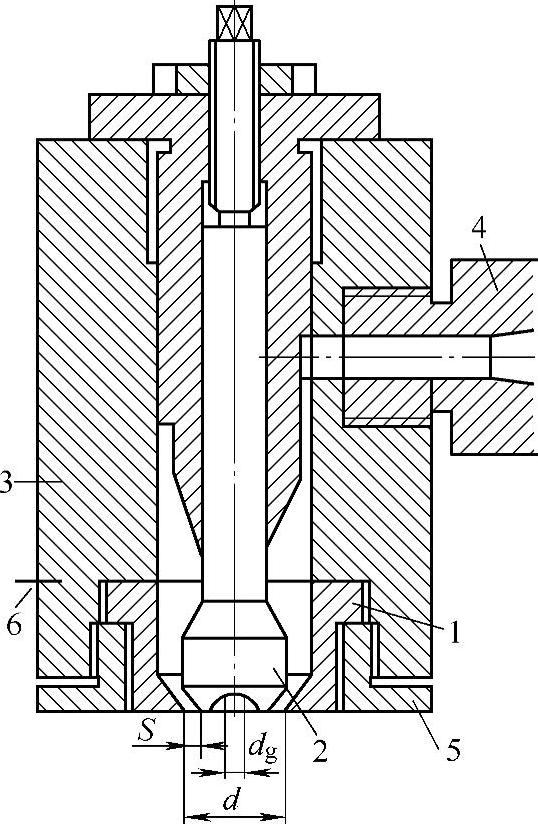
图5-13 中空吹塑管状桶坯机头结构(https://www.chuimin.cn)
1—口模 2—坯芯 3—机体 4—机颈 5—法兰盘 6—温度计
2)毛坯下垂与膨胀比。毛坯挤出后,仍处于熔融状态,因自身的重量会造成毛坯下垂伸长,影响中空制品的厚薄不均。因此在可能的条件下,要尽力控制毛坯下垂伸长。通常采用加快挤出毛坯的速度、减少毛坯在空间的停留时间等办法来解决。毛坯挤出后,因压力消除而膨胀,膨胀的计算方法可按下面经验公式计算
式中,ε是膨胀比;D是管坯离开口模的实际直径;d是机头的口模直径。
毛坯离开口模的膨胀现象应严格控制,通常采用升高温度或降低挤出速度的办法来控制。
3)吹胀比与毛坯机头的出口间隙。吹胀比是毛坯直径与塑件的最大直径之比。吹胀比要选择适当,过大容易造成塑件薄厚不均。吹胀比可按下面经验公式计算
b=D1/d1
式中,b是吹胀比;d1是塑件的外径;D1是毛坯外径。
出口间隙是设计机头的主要技术参数,它直接影响着塑件的质量,出口间隙可按下面经验公式计算
S=tbɑ
式中,S是机头的出口间隙;t是塑件壁厚;b是吹胀比(取2~4);ɑ是修正系数(一般取1.0~1.5)。
相关文章

吹塑机头一般分为直通式机头、芯棒式机头、转角机头和储料式机头。直通式机头 直通式机头又叫中心进料式机头,如图5-7所示。储料式侧向进料机头 储料式机头适合生产大型容器,它可以减少型坯自重引起的下垂。用料多的型坯挤出一定长度时,因自重大,容易拉伸成长颈,无法保证型坯的成型质量,所以要用储料式机头,其结构如图5-10所示。储料式机头与普通机头不同之处是在模具体内增加一个熔料储料缸。......
2025-09-29

吹塑薄膜机头是保证薄膜厚度均匀的关键设备。吹塑薄膜机头由口模、芯棒、连接体、调节螺栓等组成。图2-13 多孔板结构吹塑薄膜机头设计参数 芯棒式机头如图2-14所示,主要用于吹塑薄膜加工。在机头设计中要注意的事项如下:1)口模间隙。吹胀比值越大,挤出吹塑薄膜的强度越好。吹胀比过大,泡管不稳定,薄膜容易出现折皱现象。正常吹塑薄膜成型时,一般取牵引比在4~6。小机头可设计4个,较大的机头可设计6~8个。......
2025-09-29
12)应避免异型材表面产生收缩痕。收缩痕通常出现在加强筋的反面或壁厚位置,它是由物料的收缩差异而引起的。为防止出现收缩痕,保证外观质量,在制品设计中应尽可能使壁厚均匀。图4-18 内外转角部分的半径图4-19 制品表面防止收缩痕的方法14)为使制品稳定挤出,排除因熔体压力、电压、温度等原因引起的挤出波动所带来的制品几何尺寸的变化,在机头的主流道配备熔体泵接口,用于稳定挤出熔体的进模压力和速率。......
2025-09-29

芯棒式机头(侧进料)芯棒式吹塑薄膜机头(侧进料)结构如图2-15所示。螺旋式吹塑薄膜机头另一种结构如图2-19所示,其特点是在芯棒中开设3~8条螺纹形流道。图2-18 螺旋式吹塑薄膜机头(一)d0—进料口直径 d—口模内直径 d1—芯模直径 d2—模体......
2025-09-29

中空制品生产设备要求 挤出成型中空制品设备结构如图5-5所示。挤出成型中空塑料制品的配套设备,主要由挤出机、机头、制品成型模具组合件、成型制品动作控制系统等组成。塑料挤出吹塑中空成型机产品代号为SCJ-L×工位数,塑料挤出拉伸吹塑中空成型机产品代号为SCJL-L×工位数,其中L为制品容积。两成型模具往复互换位置移动,使挤出吹胀成型中空塑料制品连续进行。......
2025-09-29
挤出制品对机头设计与制造的要求1)制品的尺寸精度。熔体在口模各处的流速、压力降均不相同,给机头的设计、制造、调试加大了难度。为防止收缩痕,应在模具设计中尽可能使壁厚均匀,加强筋的壁厚比本体减薄20%以上,让加强筋与本体冷却速度平衡,或在出现收缩痕的部位设置补偿性凸缘。挤出成型机头的设计原则1)机头内腔要呈流线型。......
2025-09-29

中空型材挤出机头的典型结构如图4-24所示,长圆柱流道起稳流作用的中空型材挤出机头如图4-25所示。对于简单的异型材机头,也可以将预成型板与口模板合为一块板。a.选择异型材横截面的重心作为挤出中心。这种机头没有死角停滞现象,对敞口式异型材也可采用无型芯和无支架结构。......
2025-09-29

管材机头口模、芯棒主要技术参数 口模和芯棒是形成管材内外表面的部件,口模结构如图3-29所示,芯棒结构如图3-30所示。3)管材机头芯棒压缩段长度l2。口模定型段长度L1,应保证分支的料流完全汇合无接缝,又密实。口模定型段长度与产量、质量的关系见表3-11。表3-12 口模定型段长度、芯棒定型段长度与几种材料管子厚度t的关系6)管材机头的拉伸比。表3-13 几种塑料管材的拉伸比7)管材机头口模内径和芯棒外径的确定。......
2025-09-29
相关推荐