中空制品机头设计的好坏直接影响制品的质量和生产效率。普遍中空制品挤出机头设计要求1)结构紧凑合理。中空吹塑管状桶坯机头设计要求 中空吹塑管状桶坯机头结构与塑料管材机头结构相似,可参考塑料管材机头结构进行设计。中空吹塑管状桶坯机头的主要技术参数是压缩比、毛坯下垂与膨胀比、吹胀比与毛坯机头的出口间隙。图5-13 中空吹塑管状桶坯机头结构1—口模 2—坯芯 3—机体 4—机颈 5—法兰盘 6—温度计2)毛坯下垂与膨胀比。......
2023-06-15
吹塑机头一般分为直通式机头、芯棒式机头、转角机头和储料式机头。
(1)直通式机头 直通式机头又叫中心进料式机头,如图5-7所示。它结构简单,存料少,适合硬聚氯乙烯塑料的吹塑成型。直通式机头的成型过程:熔料进入模具后,先由分流锥把熔料分成筒状,使熔料沿芯棒圆周均匀分布,然后在口模处等压、等量挤出,成型制品用管坯。此种机头型腔熔料空腔小,熔料在型腔内停滞时间短,比较适合热稳定性差的PVC熔料成型。
(2)侧向进料芯棒式机头 如图5-8所示,与中心进料不同之处是模具从侧面进料。成型时熔料垂直于芯棒进入模腔内,然后沿芯棒的圆周流动,形成环形向口模处移动。由于模具内空腔较大,熔料停滞时间长,适合挤出聚乙烯、聚丙烯、聚碳酸酯、ABS等塑料。
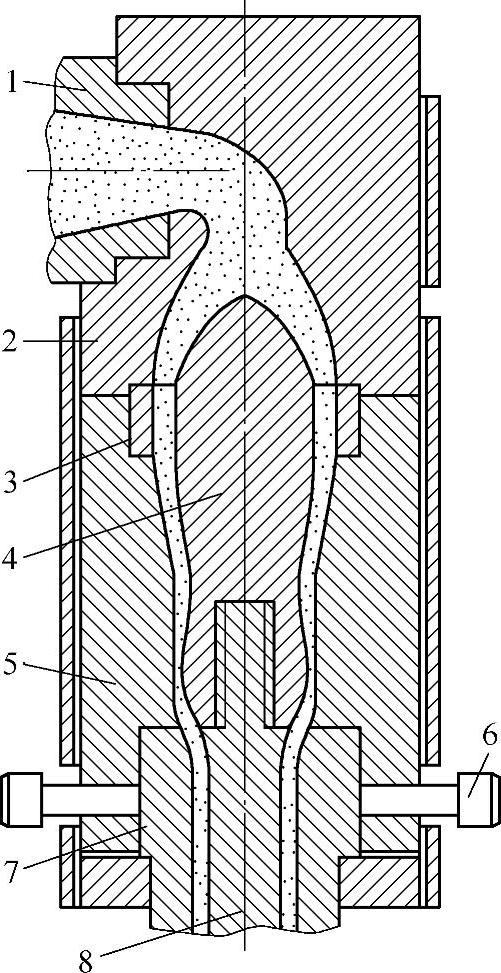
图5-7 直通式机头结构
1—连接板 2—模具体 3—支架 4—分流锥体 5—中套 6—调节螺钉 7—口模 8—芯棒

图5-8 侧向进料芯棒式机头结构
1—多孔板 2—连接颈 3—模具体 4—芯棒 5—调节螺钉 6—口模
另外还有一种芯棒为螺旋形的机头,其结构如图5-9所示。熔料进入模具内沿芯棒上的螺旋沟槽向下流动,熔料在口模的圆周上分布均匀,压力也接近相等,成型的型坯质量较好。
(3)储料式侧向进料机头 储料式机头适合生产大型容器,它可以减少型坯自重引起的下垂。如100L以上的塑料桶的型坯成型时,一次用料量很大,采用普通模具很难一次性满足用料量要求,而且挤出速度较慢。用料多的型坯挤出一定长度时,因自重大,容易拉伸成长颈,无法保证型坯的成型质量,所以要用储料式机头,其结构如图5-10所示。储料式机头与普通机头不同之处是在模具体内增加一个熔料储料缸。当熔料储料缸达到预定设置量时,模具上的液压缸活塞快速下移,把熔料推出口模,成型型坯。在环形活塞推料的同时,螺杆继续旋转工作,塑化下次型坯供料。这样不停顿地塑化供料,可缩短生产周期,保证产品质量。

中空制品机头设计的好坏直接影响制品的质量和生产效率。普遍中空制品挤出机头设计要求1)结构紧凑合理。中空吹塑管状桶坯机头设计要求 中空吹塑管状桶坯机头结构与塑料管材机头结构相似,可参考塑料管材机头结构进行设计。中空吹塑管状桶坯机头的主要技术参数是压缩比、毛坯下垂与膨胀比、吹胀比与毛坯机头的出口间隙。图5-13 中空吹塑管状桶坯机头结构1—口模 2—坯芯 3—机体 4—机颈 5—法兰盘 6—温度计2)毛坯下垂与膨胀比。......
2023-06-15

3)环形口模异形化。例如把口模与芯棒间的圆环形间隙改为图5-11a所示的形状,改方形坯拐角处为图5-11b所示的口模间隙形状,以达到方形制品圆周壁厚的均匀性。有些塑料在口模出胶口产生翻转现象,或在模口粘胶粒或渣粒,把型坯拉成条纹,通过倒一点小圆角可使出胶顺畅、稳定,避免产生不良现象。图5-11 口模形状变化对制品壁厚的影响a)口模间隙异形 b)异形口模间隙成型制品图5-12 模具口模外圆倒角1—芯棒 2—口模......
2023-06-15
基本工艺参数1)成型温度。2)吹胀成型中空制品的模具温度应控制在20~70℃。4)吹胀比吹胀后制品横向最大直径与坯管直径之比为1.5~3。一般小型中空制品取较大值,大型中空制品取较小值。S表示食品、医药类包装用桶或瓶,H表示未列入危险品的化工类产品包装用桶或瓶。表5-2 中空制品的力学性能要求注:耐内装液和液压试验只限于T类危险品包装用桶。......
2023-06-15

型坯径向壁厚控制装置原理如图5-17所示。型坯达到要求长度后应进行切断。图5-16 型坯轴向壁厚控制装置原理1,10—液压泵 2—电磁阀 3、7—液压缸 4—芯模 5—机头 6—压料器 8—壁厚伺服信号 9—伺服阀 11—储料量反馈信号 12—放大器 13—程序控制器图5-17 型坯径向壁厚控制装置原理1—伺服液压缸 2—可挠性环 3—机头 4—芯模......
2023-06-15

按型坯成型的方式,中空制品可分为挤出吹塑和注射吹塑两大类。由于中空制品由单一材质成型已无法适应商品对包装容器功能的需要,因而多层吹塑中空制品应运而生。如今多层中空制品可达9层,其中2~5层使用最为广泛。2)注射吹塑法成型中空制品。图5-3所示为三工位注射吹塑成型塑料中空制品工艺流程。由于中空制品的纵向、横向都被拉伸,其物理机械性能得到提高。......
2023-06-15

吹塑成型借气体压力使闭合在模具中的热型坯吹胀成为中空制品,或管型坯无模吹胀成管膜的一种方法。挤出吹塑 用挤出法先将塑料制成有底型坯,接着再将型坯移到吹塑模中吹制成中空制品。吹塑模具通常由两瓣合成,其中设有冷却剂通道,分型面上的小孔可插入充压气吹管。拉伸吹塑可使制品的透明性、冲击强度、表面硬度和刚性有很大的提高,适用于聚丙烯、聚对苯二甲酸乙二醇酯的吹塑成型。......
2023-06-28
中空制品生产设备要求 挤出成型中空制品设备结构如图5-5所示。挤出成型中空塑料制品的配套设备,主要由挤出机、机头、制品成型模具组合件、成型制品动作控制系统等组成。塑料挤出吹塑中空成型机产品代号为SCJ-L×工位数,塑料挤出拉伸吹塑中空成型机产品代号为SCJL-L×工位数,其中L为制品容积。两成型模具往复互换位置移动,使挤出吹胀成型中空塑料制品连续进行。......
2023-06-15

中空制品吹塑冷却定型模具又叫吹塑成型模具,它一般由两个半模片组成。另外对于底部有下凹或在平面留出空间的中空制品,成型模具要设计成三开或四开结构,才能使制品顺利脱模。吹塑成型模具设计的基本技术要求1)分型面。用于吹塑PE中空制品的成型模具可粗糙些,以有利排气。5)为了加快吹胀后制品的降温,必要时制品成型模具要采用循环冷却水降温。......
2023-06-15
相关推荐