基本工艺参数1)成型温度。2)吹胀成型中空制品的模具温度应控制在20~70℃。4)吹胀比吹胀后制品横向最大直径与坯管直径之比为1.5~3。一般小型中空制品取较大值,大型中空制品取较小值。S表示食品、医药类包装用桶或瓶,H表示未列入危险品的化工类产品包装用桶或瓶。表5-2 中空制品的力学性能要求注:耐内装液和液压试验只限于T类危险品包装用桶。......
2023-06-15
(1)中空制品生产设备要求 挤出成型中空制品设备结构如图5-5所示。不论采用何种挤出机组或专用机组,其挤出的型坯必须满足下列要求。
1)各种型坯的尺寸、熔体黏度和温度均匀一致。
2)型坯的外观质量好。
3)型坯的挤出必须与合模、吹胀、冷却所要求的时间相同。
4)型坯必须在稳定的速度下挤出。
5)对温度和挤出速度应有精确的测定和控制。
6)由于冷却时间直接影响吹塑制品的产量,因此,型坯总是在尽可能低的加工温度下挤出。低温挤出由于黏度高,能产生较大背压和剪切力,要求传动系统和止推轴承应有足够的强度。
挤出成型中空塑料制品的配套设备,主要由挤出机、机头、制品成型模具组合件、成型制品动作控制系统等组成。
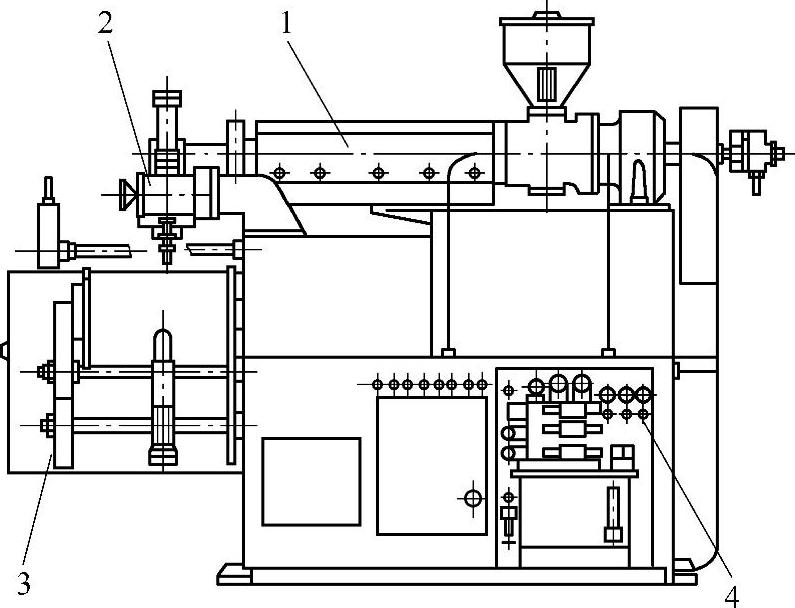
图5-5 挤出成型中空制品设备结构
1—挤出机 2—型坯用模具 3—制品成型模具组合件 4—成型制品动作控制系统
(2)挤出机 一般选用普通的单螺杆挤出机生产中空制品,螺杆长径比为(20~25,压缩比为2~4。挤出吹胀成型中空塑料制品用挤出机设备,国家已标准化。塑料挤出吹塑中空成型机产品代号为SCJ-L×工位数,塑料挤出拉伸吹塑中空成型机产品代号为SCJL-L×工位数,其中L为制品容积。
1)挤出吹塑成型一体机如图5-5所示,挤出吹塑成型这三项功能在同一台机完成。
2)挤出吹塑成型分开机。
①挤出机和挤出机头为一机。
②吹塑模具和合模装置为一机。
吹塑成型制品形状的成型模具由自动模具开合机构和开合传动装置、固定模具和传动零件用的机架等组成。这种生产方式可实现自动化生产,大大提高生产效率。
3)连续挤出吹胀机。连续挤出吹胀成型中空塑料制品的顺序:从挤出机中挤出已经混练、塑化均匀的熔料管坯至一定长度→制品用成型模具从吹胀冷却工位移至熔料管坯下方→管坯进入成型模具内→合模、切断管状供料→成型模具移至吹胀冷却位置(另一个成型模具同时动作移至管坯下方)→开模、成型塑料制品脱模。两成型模具往复互换位置移动,使挤出吹胀成型中空塑料制品连续进行。这种生产方法设备结构简单、投资少,生产工艺和操作都比较容易掌握。目前中小型挤出塑料制品厂一般都用这种方法生产,如图5-6所示。
中空吹塑过程主要有中空吹塑模、挤出机、中空吹塑机头、中空吹塑辅机等。
④换位供料式挤出吹胀机。换位供料式挤出吹胀中空塑料制品与连续挤出吹胀生产方式基本相同,只是供料方式由换向阀控制(成型机头固定),把熔料分别交替向两个成型机头供料,然后吹胀成型制品。
⑤转盘式连续挤出吹胀机。连续挤出的塑化熔料管坯分别供应给绕转盘轴线转动的多个成型模具,随着转盘的转动完成合模、切断坯管、吹胀冷却及开模脱出塑料制品的动作。
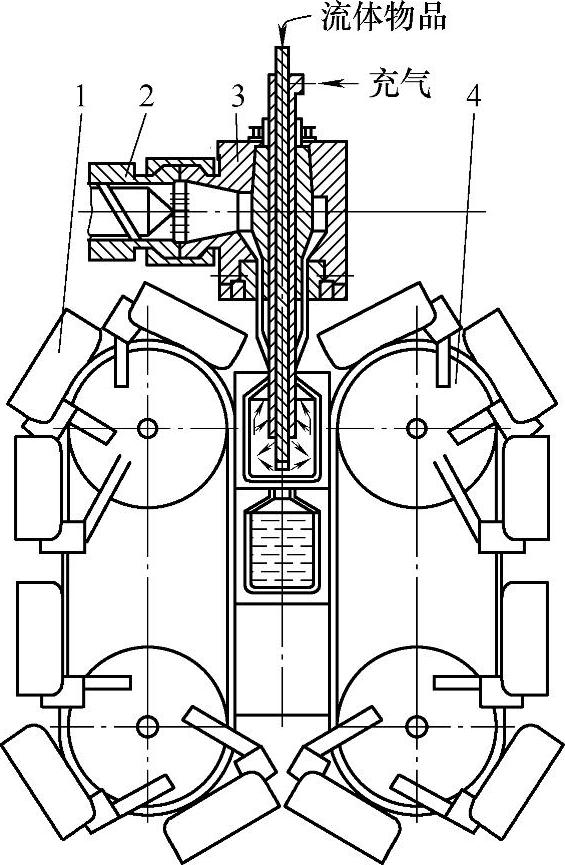
图5-6 PE坯料中空吹塑生产过程
1—中空吹塑模 2—挤出机 3—中空吹塑坯料机头 4—中空吹塑辅机
聚乙烯挤出吹胀用挤出机一般用单螺杆挤出机,螺杆可用渐变型,长径比为20~25。低密度聚乙烯适合挤出吹胀小规格中空产品。聚氯乙烯挤出机也选用渐变型单螺杆挤出机,长径比为20,压缩比为4。机筒出料口要装过滤网和多孔板(分流板),料斗座和螺杆应通水冷却降温。

基本工艺参数1)成型温度。2)吹胀成型中空制品的模具温度应控制在20~70℃。4)吹胀比吹胀后制品横向最大直径与坯管直径之比为1.5~3。一般小型中空制品取较大值,大型中空制品取较小值。S表示食品、医药类包装用桶或瓶,H表示未列入危险品的化工类产品包装用桶或瓶。表5-2 中空制品的力学性能要求注:耐内装液和液压试验只限于T类危险品包装用桶。......
2023-06-15

中空制品机头设计的好坏直接影响制品的质量和生产效率。普遍中空制品挤出机头设计要求1)结构紧凑合理。中空吹塑管状桶坯机头设计要求 中空吹塑管状桶坯机头结构与塑料管材机头结构相似,可参考塑料管材机头结构进行设计。中空吹塑管状桶坯机头的主要技术参数是压缩比、毛坯下垂与膨胀比、吹胀比与毛坯机头的出口间隙。图5-13 中空吹塑管状桶坯机头结构1—口模 2—坯芯 3—机体 4—机颈 5—法兰盘 6—温度计2)毛坯下垂与膨胀比。......
2023-06-15

型坯径向壁厚控制装置原理如图5-17所示。型坯达到要求长度后应进行切断。图5-16 型坯轴向壁厚控制装置原理1,10—液压泵 2—电磁阀 3、7—液压缸 4—芯模 5—机头 6—压料器 8—壁厚伺服信号 9—伺服阀 11—储料量反馈信号 12—放大器 13—程序控制器图5-17 型坯径向壁厚控制装置原理1—伺服液压缸 2—可挠性环 3—机头 4—芯模......
2023-06-15

生物制品按照所用材料、制法或用途,一般分为细菌性疫苗、病毒性疫苗、类毒素、抗毒素和免疫血清、血液制品、免疫调节剂和诊断试剂七个大类。不同种类的生物制品由于性质各异,因此制法差别较大。下面就以细菌性疫苗、病毒性疫苗及类毒素为例介绍生产生物制品的一般方法。因此,大量生产疫苗时常用液体培养法。......
2023-06-24
中空制品吹塑冷却定型模具又叫吹塑成型模具,它一般由两个半模片组成。另外对于底部有下凹或在平面留出空间的中空制品,成型模具要设计成三开或四开结构,才能使制品顺利脱模。吹塑成型模具设计的基本技术要求1)分型面。用于吹塑PE中空制品的成型模具可粗糙些,以有利排气。5)为了加快吹胀后制品的降温,必要时制品成型模具要采用循环冷却水降温。......
2023-06-15

吹塑机头一般分为直通式机头、芯棒式机头、转角机头和储料式机头。直通式机头 直通式机头又叫中心进料式机头,如图5-7所示。储料式侧向进料机头 储料式机头适合生产大型容器,它可以减少型坯自重引起的下垂。用料多的型坯挤出一定长度时,因自重大,容易拉伸成长颈,无法保证型坯的成型质量,所以要用储料式机头,其结构如图5-10所示。储料式机头与普通机头不同之处是在模具体内增加一个熔料储料缸。......
2023-06-15

3)环形口模异形化。例如把口模与芯棒间的圆环形间隙改为图5-11a所示的形状,改方形坯拐角处为图5-11b所示的口模间隙形状,以达到方形制品圆周壁厚的均匀性。有些塑料在口模出胶口产生翻转现象,或在模口粘胶粒或渣粒,把型坯拉成条纹,通过倒一点小圆角可使出胶顺畅、稳定,避免产生不良现象。图5-11 口模形状变化对制品壁厚的影响a)口模间隙异形 b)异形口模间隙成型制品图5-12 模具口模外圆倒角1—芯棒 2—口模......
2023-06-15

按型坯成型的方式,中空制品可分为挤出吹塑和注射吹塑两大类。由于中空制品由单一材质成型已无法适应商品对包装容器功能的需要,因而多层吹塑中空制品应运而生。如今多层中空制品可达9层,其中2~5层使用最为广泛。2)注射吹塑法成型中空制品。图5-3所示为三工位注射吹塑成型塑料中空制品工艺流程。由于中空制品的纵向、横向都被拉伸,其物理机械性能得到提高。......
2023-06-15
相关推荐