四面全都包覆的共挤料流道如图4-45所示。导料管(槽)内部要求光滑顺畅,不宜有死角和急剧的流道突变存在。为保证共挤料尽可能均匀地从共挤出流道挤出,与挤出的型坯在共挤面上汇合,在熔体分配器出口往往要设计一段平缝形流道,称为模唇。图4-46 让共挤料流道模唇与型材共挤面成锐角的设计1—预成型板 2—共挤出模板 3—口模板 a—模唇......
2023-06-15
在门、窗生产过程中,不论是在刚开机机头模具调试、工艺参数设定调节的环节,还是生产中由于工艺参数的波动造成尺寸不稳定,都会产生不少的废品。这些已经使用过的料如果不再使用就会造成浪费,增加了生产成本。而把这些边角废料重新粉碎再利用,又会使再生料的强度、刚性等性能下降。为了保证产品质量,可把这些再生料用于异型材的内层和非暴露的部分,如框形材与墙体的连接部分,以及框形材的内筋等次要位置,通过共挤出接合在一起,如图4-47所示。
由于再生料与新料的性能与工艺参数接近,又是在机头内部汇合,汇流路程长,熔接通常是很牢固的。它与色彩共挤出机头一样都是模内口模板汇合,接合强度是有保证的。
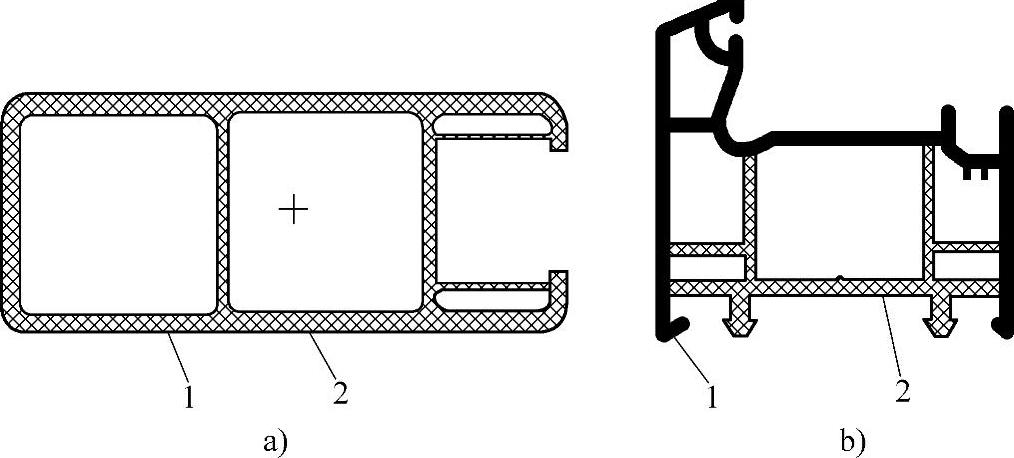
图4-47 再生料共挤出在异型材中的位置
a)再生料共挤出在异型材的内层 b)再生料共挤出在异型材的非暴露部分
1—PVC-U原材料 2—PVC-U再生料
异型材再生料共挤出机头如图4-48所示。一般在机头分流支架板上开设螺纹接口d,与共挤出机连接,并在分流支架板上加工导料和分流的流道c,让再生料在收缩板之前完成料流分配,分别进入采用再生料的异型材各部分流道。在预成型板(口模板后的第二块模板)处为了防止原材料和再生料的相互干扰,可在板的平直段设置0.5~1mm厚的分隔板,使两料分开流动,直到口模的平直段进口端汇合,一起挤出口模。
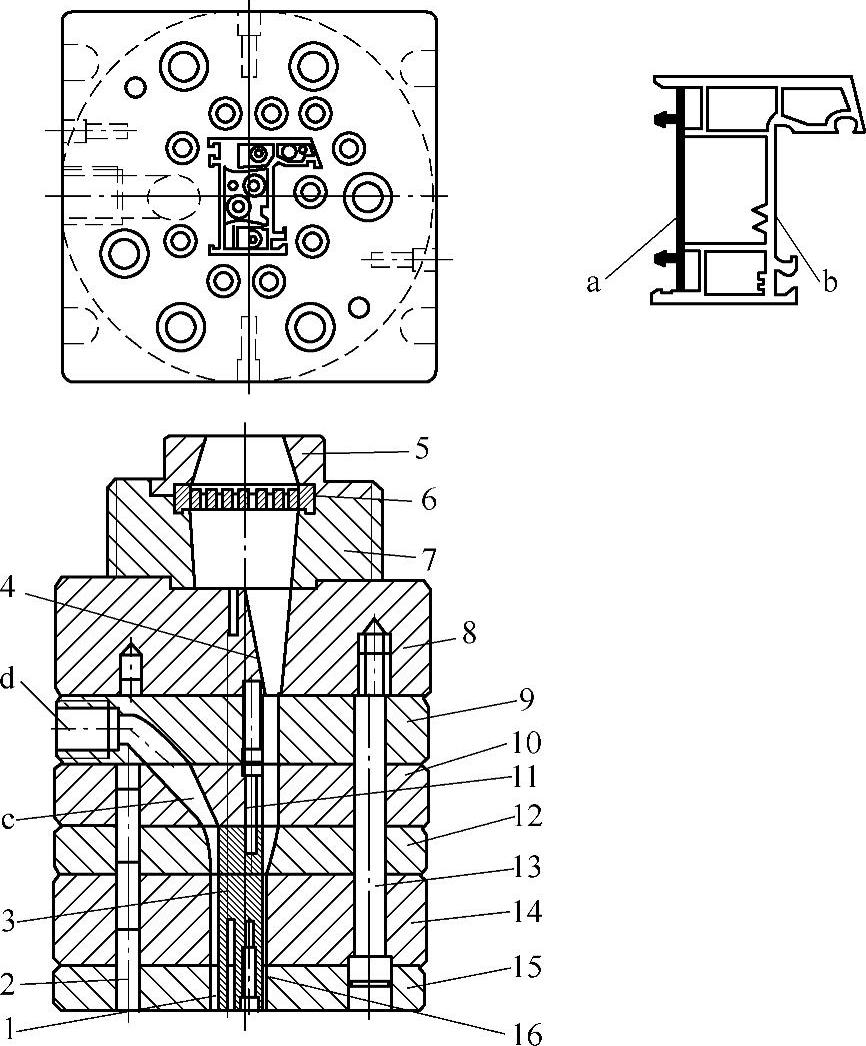
图4-48 异型材再生料共挤出模头
1、2—销钉 3—型芯 4—分流锥 5—过渡套 6—多孔板 7—机颈 8—机颈过渡板 9—分流支架(1) 10—分流支架(2) 11、13—螺栓 12—收缩板 14—预成型板 15—口模板 16—型芯镶件 a—PVC-U再生料 b—PVC-U原材料 c—再生料流道 d—共挤出机接口

四面全都包覆的共挤料流道如图4-45所示。导料管(槽)内部要求光滑顺畅,不宜有死角和急剧的流道突变存在。为保证共挤料尽可能均匀地从共挤出流道挤出,与挤出的型坯在共挤面上汇合,在熔体分配器出口往往要设计一段平缝形流道,称为模唇。图4-46 让共挤料流道模唇与型材共挤面成锐角的设计1—预成型板 2—共挤出模板 3—口模板 a—模唇......
2023-06-15

图4-50所示为异型材软硬共挤出产品所用共挤出机头的流道结构。这种机头可实现用于密封的软硬质型材的共挤出,习惯上称为软硬共挤出。导料槽又分流成数个密封胶条流道d,密封胶条流道穿过口模板的出口处与异型材流道e汇合。密封胶条是软质料,在表面没有完全硬化前,不宜接触定型模,同时软胶挤出模口后还有110%~120%的离模膨胀,有一定的牵引收缩和冷却收缩的综合作用。......
2023-06-15

异型材机头形状复杂,有些厚薄还有差别,很难一次成功,一般都要经过反复试模、修模,修正在设计与制造过程中的各种错误、缺陷,最后才能最后生产出合格产品。异型材机头的试模调机的费用一般要占整个挤出模具设计制造费用的20%以上。④异型材机头试机修模。异型材口模形状复杂不能调节,只能通过修模解决。......
2023-06-15

为什么要试模 塑料挤出成型机头装配调整后需试模验收,它是检查设计制造的最后程序。成功的挤出成型机头必须能够生产符合要求的制品,还能适应制品的物料特性,保证制品强度指标;机头要能顺利安装在挤出机连接法兰盘上,并能在规定转速下工作,经精心试模调机后得到合理的成型工艺参数。5)在机头口模调整时,工作程序有错误造成调紧螺钉折断,口模变形无法使用。......
2023-06-15

塑料异型材挤出是由一条生产线来完成的,生产线包括单、双螺杆挤出机、异型材机头、真空定型装置、风冷或水冷却装置、牵引装置、切割装置、堆料装置或料台等。当型材断面积小,每米重量小于250g时,只能用单螺杆机生产;型材截面积大时,建议选用双螺杆挤出机。3)异型材用双螺杆挤出机时,可直接用混合搅拌均匀的粉料挤出成型,但机筒温度控制和单螺杆挤出机不一样。......
2023-06-15

五层共挤需要3~5台挤出机。可调式分流道装置,设在多层共挤出机机头前,是使多层物料汇合的装置。多层共挤复合膜采用自动调节厚度机头,其机头结构主要为衣架式。各种树脂挤出温度可参照单层流延膜挤出温度。多层共挤膜关键是机头温度的控制。熔体泵配置 多层共挤流延薄膜挤出生产线,每一组分的物料最好配备一台熔体泵,以获得更高......
2023-06-15

异型材中塑料门窗品种多,数量大,原料主要是硬质PVC。在机头设计中要注意以下问题。如异型材口模的间隙既有1.5mm,又有3.5mm时,则3.5mm厚度的成型面长度应该是1.5mm厚度的成型面长度的8倍以上。目前对收缩率无统一规定,但收缩率处理不当,会影响制品的表面状态和挤出量。异型材机头流道设计的基本要求1)要有正确的出口截面形状。异型材机头挤出的型坯,与最终产品截面形状还有差别,只是近似形状。......
2023-06-15
机头是挤出机的成型部件,它主要包括机头体、分流器、分流器支架、芯棒、口模、调节螺栓等。2)按机头内压力大小分类。3)按挤出制品的形状分类。管材挤出成型机头主要是挤出软质和硬质圆形塑料管状制品,另外还有塑料与塑料、塑料与金属复合管状制品。板与片的挤出成型模具主要指机头,定型在辅机中进行。又称电缆挤出成型机头。棒材一般是指实心的圆棒、方棒、多角棒等,挤出成型模具包括机头和定型模套。⑨坯料挤出机头。......
2023-06-15
相关推荐