碰撞受损的承载式车身结构件是更换还是修复?为了帮助汽车评估人员作出正确的判断,美国汽车撞伤修理业协会经过大量的研究,终于得出关于损伤结构件的修复与更换的一个简单的判断原则,即“弯曲变形就修,折曲变形就换”。2)车身板件有严重折曲变形或撕裂的,应予以更换。4)连接车身与车架、车身板件之间的车身紧固件损坏后,应予以更换。这与美国规定基本一致。......
2023-08-10
(1)真空定型模的设计 定型模的内腔为型腔,基本与制品相同,只不过比制品外形尺寸大0.06~0.10mm(作为牵引时从定型模内腔通过的间隙)。定型模内腔与制品垂直,型腔内设有多排细槽(或钻小孔),称为真空槽或孔。通过管路和真空腔室将这些真空槽(孔)与真空泵相连接,形成真空系统。通过抽真空使真空槽(孔)形成负压,吸引异型材型坯贴附于型腔壁表面实现定型(真空负压值要求为-0.6~-0.8MPa)。在定型模内还设置有管道组成的独立的冷却系统,可为定型模降温并把异型材的热量带走。为了提高异型材的生产效率,必须加大牵引速度,增加定型模的长度,或把几个定型模串联起来,如图4-37所示。
图4-38所示是干式真空外定型法。由于过长的定型模制造困难,通常把几个短定型模串联,但必须在一条中心线上安装。每个单独的定型模长度为200mm。

图4-37 串联式定型模
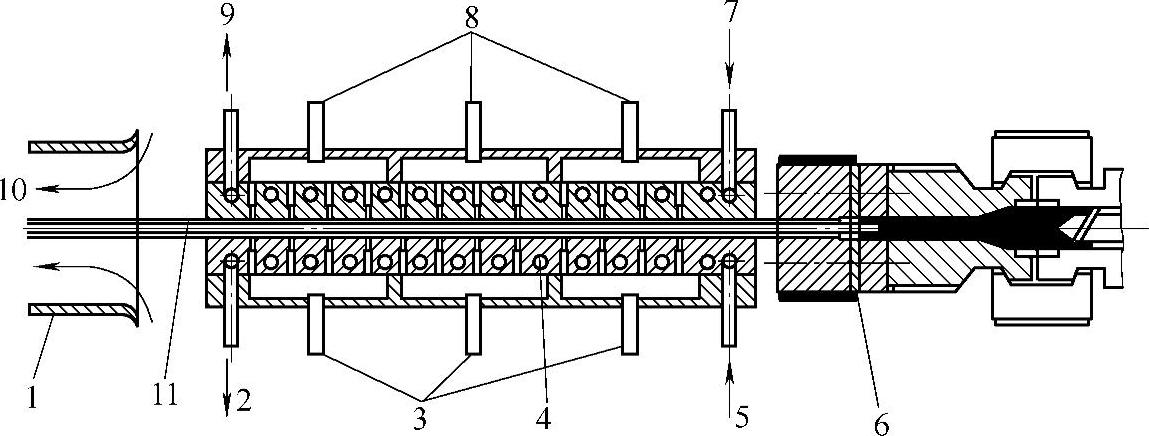
图4-38 干式真空外定型法
1—空气冷却通道 2、9—出水口 3、8—真空管 4—定型套 5、7—入水口 6—机头 10—冷却空气 11—型材
(2)真空定型模的断面结构 真空定型模的断面结构如图4-39所示。
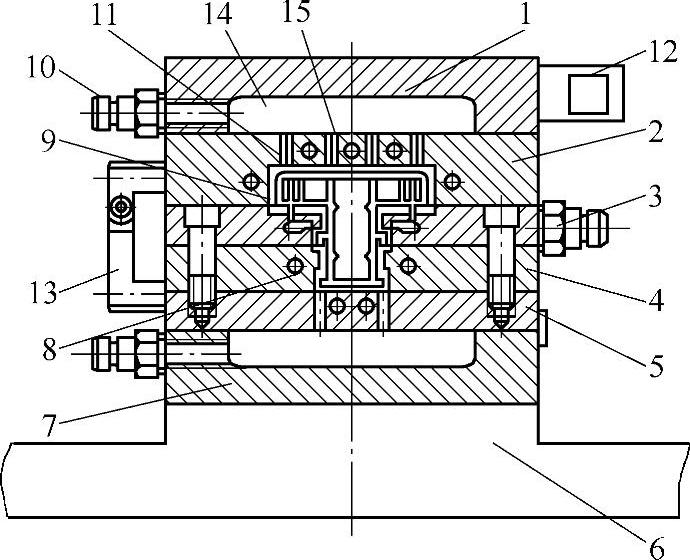
图4-39 真空定型模的断面结构
1—盖板 2—上型板 3—水管接头 4—侧型板 5—下型板 6—底脚 7—底板(下盖板) 8—冷却水道 9—真空槽 10—真空接头 11—型材 12—手柄 13—铰链 14—真空室 15—真空管
(3)异型材真空定型模的修整
1)定型模型腔的尺寸。为确保产品尺寸形状合格,定型模型腔的尺寸应根据制品实际尺寸加塑料冷却收缩率再加制品在定型模型腔中牵引拉动时的间隙值确定。如果制品形状尺寸不合格,首先应加大冷却真空定型力度,使型坯在定型模中真空吸附到位,达到基本冷却定型。如果冷却不充分,就会在牵引过程中由于拉伸缩小尺寸。较厚的异型材可采用增加真空定型模长度或用多节组合串联定型,如图4-37所示。如果仍然达不到尺寸,可增大真空定型模进口部位尺寸(制成喇叭口),预冷后再入真空区,或把第一组定型模型腔的尺寸再加大一些。
2)定型模的真空度。定型模的真空度一般为0.03~0.08MPa。定型模真空吸附不到位,将造成形状位置尺寸误差。如局部真空吸附不好,将造成局部型坯与定型模型腔壁有间隙,使型坯不能紧贴定型模型腔,这样不但形状达不到要求,冷却效率也会降低。真空度可设置气阀控制,还可对真空槽的宽度、密度、方向进行改良。
3)定型模的冷却水。定型模型腔冷却不均匀,制品同样冷却不均匀,从而使产品容易变形。特别是复杂的中空制品很难实现均匀冷却,个别部位容易在冷却中产生凹陷。此时可用反翘曲法真空吸附,对冷却收缩给予补偿。进出水量可用水阀控制,还可对水流量、水流方向、水槽面积、水的温度进行改良。
(4)异型材机头使用操作要求
1)操作人员使用机头前要了解机头的结构和功能,认识热电偶、加热器与机头接触良好的重要性。加热板与机头外表面应紧密贴合,热电偶测头与机头测温孔底面应接触良好。开机出料后要观察机头入口压力测量表显示的数值是否接近极限,应根据具体情况对加热温度和挤出速度进行适当调整,让机头在正常压力下工作。
2)机头在平时或工作前的装配过程中,所有的螺栓、螺钉、螺母在装入前都要先涂一层高温黄油再旋入,以保证以后拆装顺利,易于转动。
3)把机头装上挤出机,拧紧螺钉时应成对对角交替进行,并且松紧度应一致。
4)机头加热分两步进行。先加温至130℃,保温10min;再调整到工艺需要温度,温度达标后再保温5~8min。在保温期间把机头上主要螺钉(面板螺钉和机头法兰螺钉)再次拧紧一遍,防止漏胶。然后开机生产,先低速运转,待出料稳定后提速。观察出料塑化状况,在塑化良好的情况下,用刀片在靠近口模板处切料观察出料的均匀性。如果料坯前行不是直线而是弯曲状态,或切断面呈高低不平状态,说明出胶速度、压力不均衡,需调整机头或修整机头相关间隙。
5)机头需要更换或清理时应拆下机头。在停机前加入清机料,等清机料从口模挤出后再停机。趁热拆开机头和模块,清除残料。
6)机头拆下后应放在木板上,决不能放在地面清理,以防止灰尘污染机头。
7)在机头清理过程中,应使用橡皮锤敲打,清除污物应使用铜片或竹片,以防划伤机头。
8)新机头开机前(叠块组装过程中),可用橡皮泥检查流道型腔是否过渡光滑,有无死角存在。因锐角容易粘胶粒在口模划伤型坯表面,在出胶口处可倒一个光滑小圆角(R0.2~0.3mm)。
(5)异型材定型模使用操作要求 异型材挤出机头和定型模原理如图4-40所示,其使用操作要求如下。
1)定型模包括真空定型模和水箱两个部分。为使水箱和真空定型模紧密相连,在水箱前应设置密封圈。
2)试模调机人员应对定型模的冷却水温、供水压力以及真空系统的可靠性预先有很好的了解,这样才能准确设置好工艺参数进行试模调机。
3)冷却水最好用自来水,水要清洁无沉淀物,用不干净的水会结垢、堵塞管路。
4)将挤出的料坯引入真空定型模,直至实现牵引机的联动。
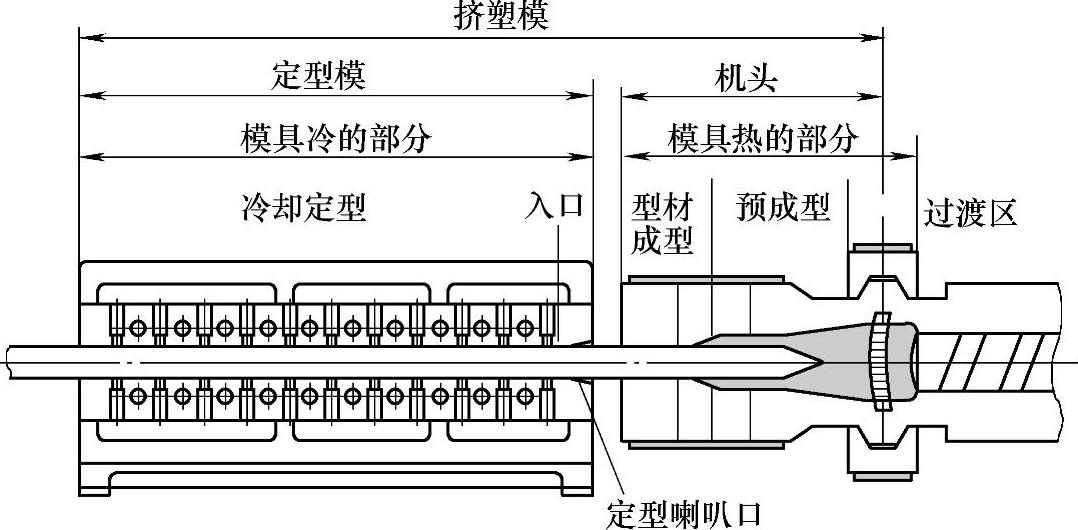
图4-40 异型材挤出机头和定型模原理
5)较大较厚的异型材,需要真空量大,定型模应串联安装。为使第一节定型模需要的真空能稳定供给,可以单独用一台真空机供气。
6)遇到异型材型坯卡在定型模内牵引不动时,不论是要拆开定型模型腔还是要敲打,都只能使用木锤、铜棒、橡皮锤,而不能使用钢锤等硬件,以免造成模具损伤。
7)真空定型模如果不是与机头直联的,相隔的一定距离,在使用前要在真空定型模的型腔入口处加工引入喇叭口,入口端面最好修成圆角R1~3mm,以便料坯顺利进入定型模型腔。
8)开机前,水、气管应用快换接头连接好,并检查水、气管路密封度和型腔面的通畅度是否符合要求。
9)开机前应检查真空定型模的上盖铰链是否灵活可靠,合模后的对中性和定位性是否准确,定型模与机头是否在一条中心线上,串联的定型模和水箱中的定直块是否在一条直线上。
10)开机前应检查用线切割加工的真空槽是否有尖角,如果太尖可用砂布打磨尖角,防止抽真空吸附定型时把料坯表面划伤。
11)在使用真空定型模前,必须充分了解掌握真空定型模的水冷和真空流道结构。图4-41所示为定型模真空、水冷流道的两种不同结构。如果是通过钻孔抽真空应把开气槽孔串联成气槽,以增大吸附面。
12)真空水箱的工作状态应保持在真空度为0.02MPa。异型材真空水箱如图4-42所示。
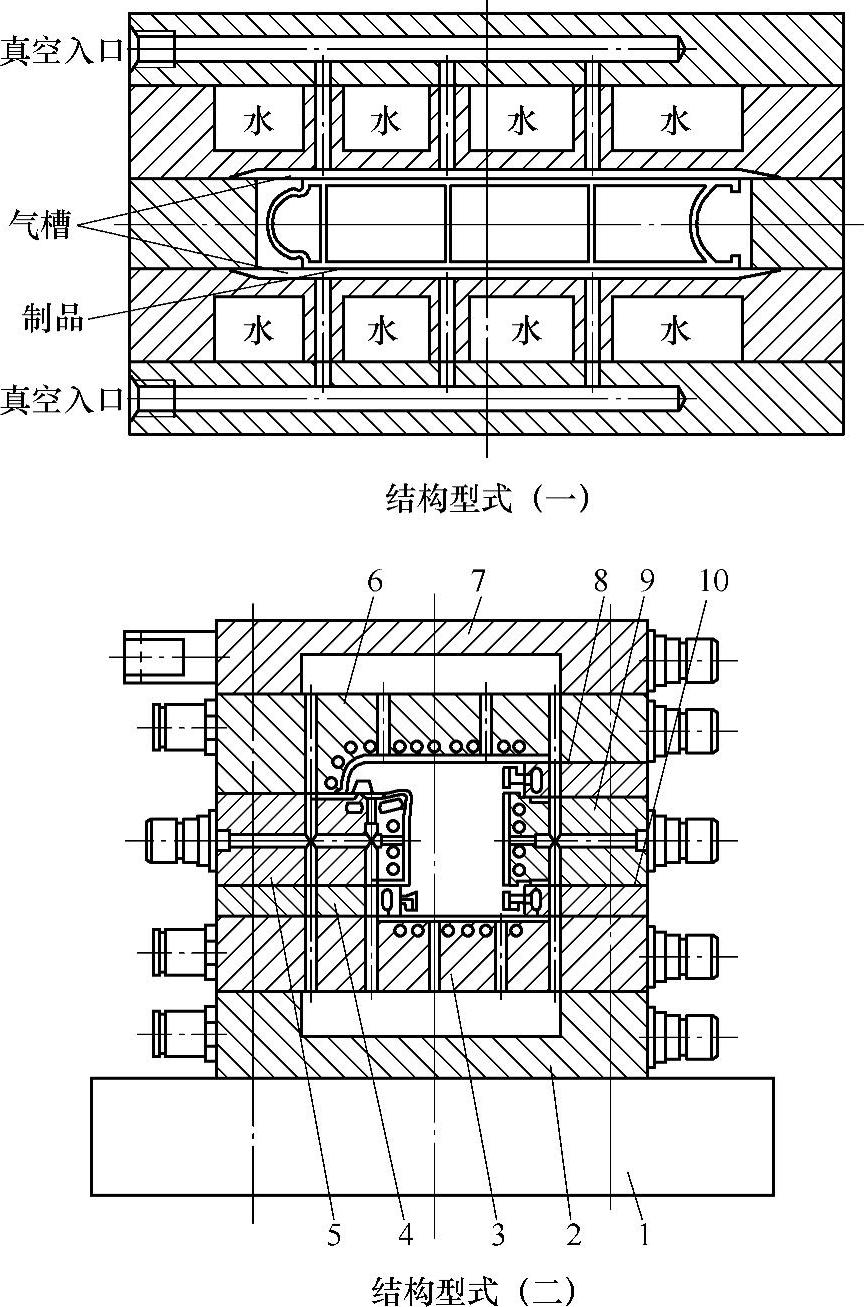
图4-41 定型模剖面真空、水冷流道结构
1—底脚 2—底板 3—下型板 4、5、8~10—侧型板 6—上型板 7—盖板
13)定型块在真空水箱的布置和排列可参考图4-42所示。水箱前端定型块应布置较密,后端可以布置地较松。
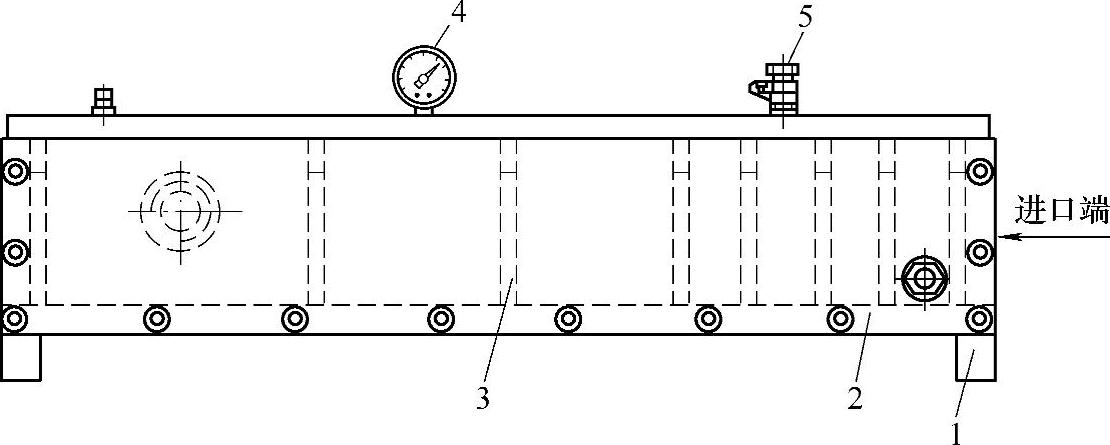
图4-42 异型材真空水箱
1—底脚 2—底板 3—定型块 4—真空表 5—调节阀

碰撞受损的承载式车身结构件是更换还是修复?为了帮助汽车评估人员作出正确的判断,美国汽车撞伤修理业协会经过大量的研究,终于得出关于损伤结构件的修复与更换的一个简单的判断原则,即“弯曲变形就修,折曲变形就换”。2)车身板件有严重折曲变形或撕裂的,应予以更换。4)连接车身与车架、车身板件之间的车身紧固件损坏后,应予以更换。这与美国规定基本一致。......
2023-08-10

因此,玻璃管的直径存在一个最优值,使得真空集热管的热损失最小。对于真空度降低的集热管,玻璃管直径的大小对其热性能影响很大,而真空良好的集热管,玻璃管直径并不会明显影响其热效率。此外,还可以通过真空集热管内部的二次反射技术增加其有效聚光面积。......
2023-06-23

证候诊断模式所谓模式,就是标准的形式或样式。要弄清证候诊断模式,首先必须辨明证候与疾病、症状的关系。证候是由具有内在联系的症状所组成的,拟定出正确的证候诊断模式,不但有利于了解疾病的本质,而且是确立治疗原则的重要前提。因其形式单一,表达简便,容易被人们接受,我们把这种证候诊断模式叫作普及型模式。但就大量的临床实际来看,多数证候的表现形式不是单一的,所以用提高型诊断模式较为适宜。......
2024-01-08

奔驰汽车是世界最早正式生产的汽车,在世界汽车生产领域具有重要的地位,一直代表着世界汽车发展的方向和潮流,其配件编码也非常具有代表性。表2-21 奔驰发动机部件分组编号规则注:以上组号表示发动机分为几个组(分系统),可帮助判别零件所在的具体位置。表2-23 奔驰其他部件分组编号规则......
2023-08-10
第一章真空基础知识第一节真空的概念一、大气压力地球周围的大气层是上疏下密的,其疏密之间以及在大气层的上面没有明显的分界,一般根据密度的概念粗略地说,可以认为有16km厚。在给定的空间内,低于一个大气压力的气体状态,统称为真空。真空状态下气体的稀薄程度称为真空度,通常用压力值表示。2.Torr(托)1958年,第一届国际技术会议决定采用Torr(托)作为测量真空度的单位,以代替“mmHg”。......
2023-12-06

中空制品吹塑冷却定型模具又叫吹塑成型模具,它一般由两个半模片组成。另外对于底部有下凹或在平面留出空间的中空制品,成型模具要设计成三开或四开结构,才能使制品顺利脱模。吹塑成型模具设计的基本技术要求1)分型面。用于吹塑PE中空制品的成型模具可粗糙些,以有利排气。5)为了加快吹胀后制品的降温,必要时制品成型模具要采用循环冷却水降温。......
2023-06-15

头盔外壳成型模的总装配图,如图4-6所示。同样也只有将它们拆解后,才能取出头盔外壳。只有这样将整个模板连成一个整体后,才能在模具的型腔中进行头盔外壳的裱糊。4)头盔外壳的裱糊达到规定的厚度之后,再装进各个模块。5)头盔外壳成型模在装配前,要清理干净各个型面、型腔和钻套孔中的流胶。然后,抽出长导柱22等,先卸掉下中模板16、下左模板16-1,再卸掉下右模板16-2,即可实现“头盔外壳”的脱模。......
2023-06-30
由于位图的文件尺寸比较大,而大多数情况下,我们往往只需要素材图片中的某一部分,如果将整个素材图片导入,会浪费计算机的内存空间,从而影响导入的速度,可以通过如下步骤裁剪位图。图1-29 “导入”对话框单击“导入”按钮,弹出“裁剪图像”对话框,如图1-30所示。图1-32 “重新取样图像”对话框图1-33 “导出”命令导出设置如下。......
2023-10-31
相关推荐