中空型材挤出机头的典型结构如图4-24所示,长圆柱流道起稳流作用的中空型材挤出机头如图4-25所示。对于简单的异型材机头,也可以将预成型板与口模板合为一块板。a.选择异型材横截面的重心作为挤出中心。这种机头没有死角停滞现象,对敞口式异型材也可采用无型芯和无支架结构。......
2023-06-15
异型材中塑料门窗品种多,数量大,原料主要是硬质PVC。在机头设计中要注意以下问题。
(1)口模与制品尺寸的关系 实际上口模与制品尺寸主要取决于成型温度、成型速度、混炼状况,一般是凭经验值来设计,在试模时不断修改不合理的尺寸。模唇的设计参考值见表4-5。一般口模与制品尺寸的关系为:宽度增加10%,高度就应增加15%。厚度和高度要在挤出试模过程中修正。模唇的设计值见表4-5。
(2)熔融物料在口模中的流动速度 当口模流道间隙一致,流道的长度也相等,流体是一维流动,各点的挤出量和流速都相等。若异型材截面厚度(口模间隙)不均,流道中的流体就不是一维流动,口模截面上各点流速不同。熔融物料有弹性,机头设计就复杂化。
表4-5 模唇的设计值

(3)口模成型段的长度 异型材口模壁厚差异较大时,壁厚部分定型段应尽量长些,壁薄部分定型段应尽量短些,以使阻力分布均匀。几种塑料口模成型段的尺寸见表4-6,其中定型段长度以L/h表示。口模间隙与熔料流量的关系如下:①口模流量与口模定型段长度成反比。②口模流量与口模间隙的三次方成正比。成型段的长度影响机头压力和生产率。若成型段长度L过小,生产挤出率高,挤出压力小,制品不密实,各个部分的内应力得不到缓和,料流不均衡,制品会变形。若成型段L过长,产出率低,挤出压力大,剪切力大,熔体易破裂。口模间隙值的确定,取决于壁厚和离模膨胀比、成型中的拉伸比、制品的收缩率。如异型材口模的间隙既有1.5mm,又有3.5mm时,则3.5mm厚度的成型面长度应该是1.5mm厚度的成型面长度的8倍以上。厚薄型腔要分开隔断,否则流道出胶压力、流速无法控制。
表4-6 几种塑料口模成型段的尺寸

注:L为成型段长度,H为制品的厚度,h为口模窄缝的间隙。
(4)口模形状与制品截面形状的关系 异型材在挤出过程中,熔体的截面形状离开口模时会发生畸变,使得挤出的型坯与口模形状有很大差别,这是熔体在机头流道内的流速不均、阻力不均造成的,见表4-7。
表4-7 口模形状与制品截面形状关系
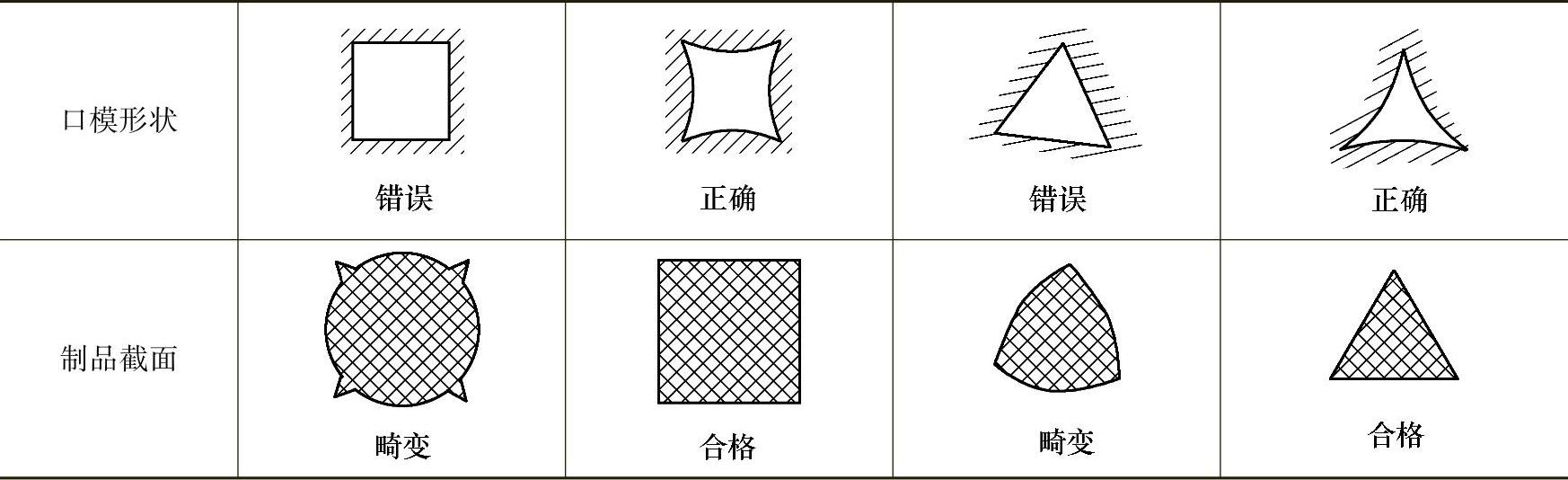
由于流速不一致,加上出模膨胀和弹性效应,出模料坯变形很大,在机头口模设计中要根据变形规律及时修改设计方案。
(5)收缩率 为消除机头的分流痕及多孔板痕,在物料进入口模成型前,应加以压缩,以增加剪切力和压力。目前对收缩率无统一规定,但收缩率处理不当,会影响制品的表面状态和挤出量。虽然熔料出模后膨胀和弹性效应会使尺寸稍有增大,但因料坯定型前要进行拉伸和冷却,尺寸会缩小,所以口模型腔要大于制品尺寸,如图4-21所示。
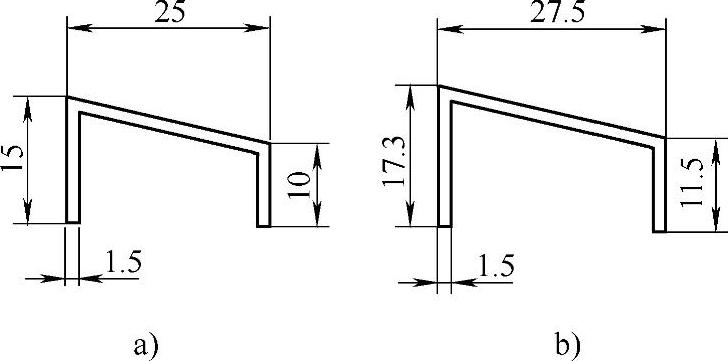
图4-21 槽形型材
a)制品尺寸 b)口模尺寸
(6)异型材厚度 对厚度严重不均、成型难的外形,要在不影响使用性能和强度要求的情况下,首先进行改良设计,再设计挤出机头。特殊情况要加厚的部分最好也不能超过50%的厚度,并在设计时型腔要作技术处理。如对叠板式机头,厚的部位是常规部位的150%,考虑到厚的部位出模膨胀比常规部位大,口模间隙应按130%设计,并在口模后的模板相对应的厚度部位按110%常规厚度部位设计,以起阻压作用,防止厚度部位出胶压力过大。
(7)异型材机头流道设计的基本要求
1)要有正确的出口截面形状。异型材机头挤出的型坯,与最终产品截面形状还有差别,只是近似形状。型坯在出模后还受到三种因素影响和作用:离模膨胀、拉伸变形、冷却收缩。在设计过程中对这些因素要综合考虑。
2)要让型材坯料均匀地挤出。应使模出口各部分的流道平均流速相等(即流速分布均匀),否则在同样的牵引速度下,离开机头后的型坯各部分的形状就会产生不一样的变化。尤其是异型材的各种功能块,其结构大多是不规范的几何形状,要得到均匀的流速分布,就必须对各流道的阻力进行调整。通过多次试模调机和修模,最终获得稳定的试模、修模效果,达到制品合格的要求。
3)需要产生适当的背压。挤出机螺杆与机筒之间的塑料,只有在一定的压力下才能达到塑化要求,机筒内的压力称为背压。背压的大小由机筒熔体通过机头时产生的压力降所决定。背压过低会导致塑料塑化不良,无法保证制品的物理性能;而背压过高将消耗更多的动力,造成设备损坏。可通过机头流道的结构进行合理设计,来调整和改善坯料挤出机头的背压。一般背压不得低于3~5MPa。
4)流道的变化应尽量平缓。流道型腔壁面应呈流线型,不允许有突变,也不允许有沿料流方向改变的扩张角或收缩角。若产生了沿料流方向的扩张角或收缩角,一般要求不得超过15°。流道的变化应尽可能均匀,让熔体料流平缓加速,避免减速。
5)型材坯料在离开机头之前应有足够的纯剪切流动过程,以使料流在机头流道的前段(分流段和收缩段)实现弹性松弛。机头流道出口前有一段较长的平直段(又叫成型段),但平直段也不能过长,否则会增大背压,增加功率消耗,同时还延长了熔料在高温区的时间,对热塑性料PVC不利。
6)型腔流道壁要十分光滑。流道壁表面不但要平整光滑,而且要表面粗糙度一致,不能有缺陷,更不能有死角和毛刺,防止出现挂料现象。
7)对中空形状的机头,熔体在通过模芯的支承架后,应有较大的压缩比(压缩比必须大于3),以保证熔体的充分融合,防止产生支架筋的汇流痕。

中空型材挤出机头的典型结构如图4-24所示,长圆柱流道起稳流作用的中空型材挤出机头如图4-25所示。对于简单的异型材机头,也可以将预成型板与口模板合为一块板。a.选择异型材横截面的重心作为挤出中心。这种机头没有死角停滞现象,对敞口式异型材也可采用无型芯和无支架结构。......
2023-06-15

12)应避免异型材表面产生收缩痕。收缩痕通常出现在加强筋的反面或壁厚位置,它是由物料的收缩差异而引起的。为防止出现收缩痕,保证外观质量,在制品设计中应尽可能使壁厚均匀。图4-18 内外转角部分的半径图4-19 制品表面防止收缩痕的方法14)为使制品稳定挤出,排除因熔体压力、电压、温度等原因引起的挤出波动所带来的制品几何尺寸的变化,在机头的主流道配备熔体泵接口,用于稳定挤出熔体的进模压力和速率。......
2023-06-15
管材机头口模、芯棒主要技术参数 口模和芯棒是形成管材内外表面的部件,口模结构如图3-29所示,芯棒结构如图3-30所示。3)管材机头芯棒压缩段长度l2。口模定型段长度L1,应保证分支的料流完全汇合无接缝,又密实。口模定型段长度与产量、质量的关系见表3-11。表3-12 口模定型段长度、芯棒定型段长度与几种材料管子厚度t的关系6)管材机头的拉伸比。表3-13 几种塑料管材的拉伸比7)管材机头口模内径和芯棒外径的确定。......
2023-06-15

中空制品机头设计的好坏直接影响制品的质量和生产效率。普遍中空制品挤出机头设计要求1)结构紧凑合理。中空吹塑管状桶坯机头设计要求 中空吹塑管状桶坯机头结构与塑料管材机头结构相似,可参考塑料管材机头结构进行设计。中空吹塑管状桶坯机头的主要技术参数是压缩比、毛坯下垂与膨胀比、吹胀比与毛坯机头的出口间隙。图5-13 中空吹塑管状桶坯机头结构1—口模 2—坯芯 3—机体 4—机颈 5—法兰盘 6—温度计2)毛坯下垂与膨胀比。......
2023-06-15

支管式机头结构如图6-9所示,圆筒料槽可适当大些以储存更多的熔料,使料流更稳定。支管式机头有以下几种结构形式。支管的模腔与挤出的料流方向一致,塑料板材的幅宽可用在型腔中设计的幅宽调节块按需要调节。图6-13 带有阻流棒的双支管形机头1—支管模腔 2—阻流棒 3—模口调节块......
2023-06-15

鱼尾式机头结构如图6-8所示。由于机头设计了阻流器,又有阻力调节装置,机头口模又设计了模唇调节装置,当塑料制品出现薄厚不均时,首先应调节料流阻力,在口模压力基本一致后,再微调模唇间隙,使制品厚度均匀一致。鱼尾式机头的特点如下。2)鱼尾形机头设有流道支管,内部呈流线型,流动畅通。6)机头设计了可调阻力器,阻流块凸出部位高0.5mm。......
2023-06-15

如图6-15所示,支架呈衣架形,支管为圆筒形,支管直径中部与两端相同。2)支管递减衣架形机头 如图6-16所示,这种机头的支管直径从中部到两端逐渐减小,减小的趋势是随熔料的温度、定型长度和间隙及支管的倾斜角度等成对数函数关系。热稳定性差的PVC塑料也可用此种机头加工,因此,适应性广泛。......
2023-06-15
机头宽度有1.3m、2.4m、3.3m、4.2m多种规格。模唇开度为0.3~0.5mm,厚度大时取小值。尼龙流延薄膜如采用支管式扁平机头,模唇定型段长度比CPP应稍长,但目前使用较多的是衣架式扁平机头。由于衣架式机头运用了流变学的理论,而这方面的研究比较成熟,所以,衣架式机头应用广泛。通过调节上模唇2,可挤出多种厚度规格的膜坯。衣架式机头内部型腔结构可通过流变学的理论进行计算。生产流延薄膜和吹塑薄膜一样,在机头前方应安装过滤板、过滤网。......
2023-06-15
相关推荐