表1-5 部分塑料在生产前的干燥达标要求④确认机筒清洁,无异物卡螺杆后,安装过滤网、多孔板和成套调试的模具。挤出生产运行过程中,有时遇上突然停电或机筒内进入异物导致螺杆突然停止转动的故障,此时处理方法如下。然后清除模具、机筒、螺杆上的粘料,待故障排除后再安装螺杆和成型模具,重新加、升温,准备继续生产。5)挤出成型工作过程的检查事项。②机筒无塑料原料空运转时间不得超过3min,以免造成螺杆磨损。......
2023-06-15
异型材成型生产线,主要由挤出机、机头、定型冷却装置、牵引装置、切断装置、堆放或收卷装置等组成,如图4-8所示。
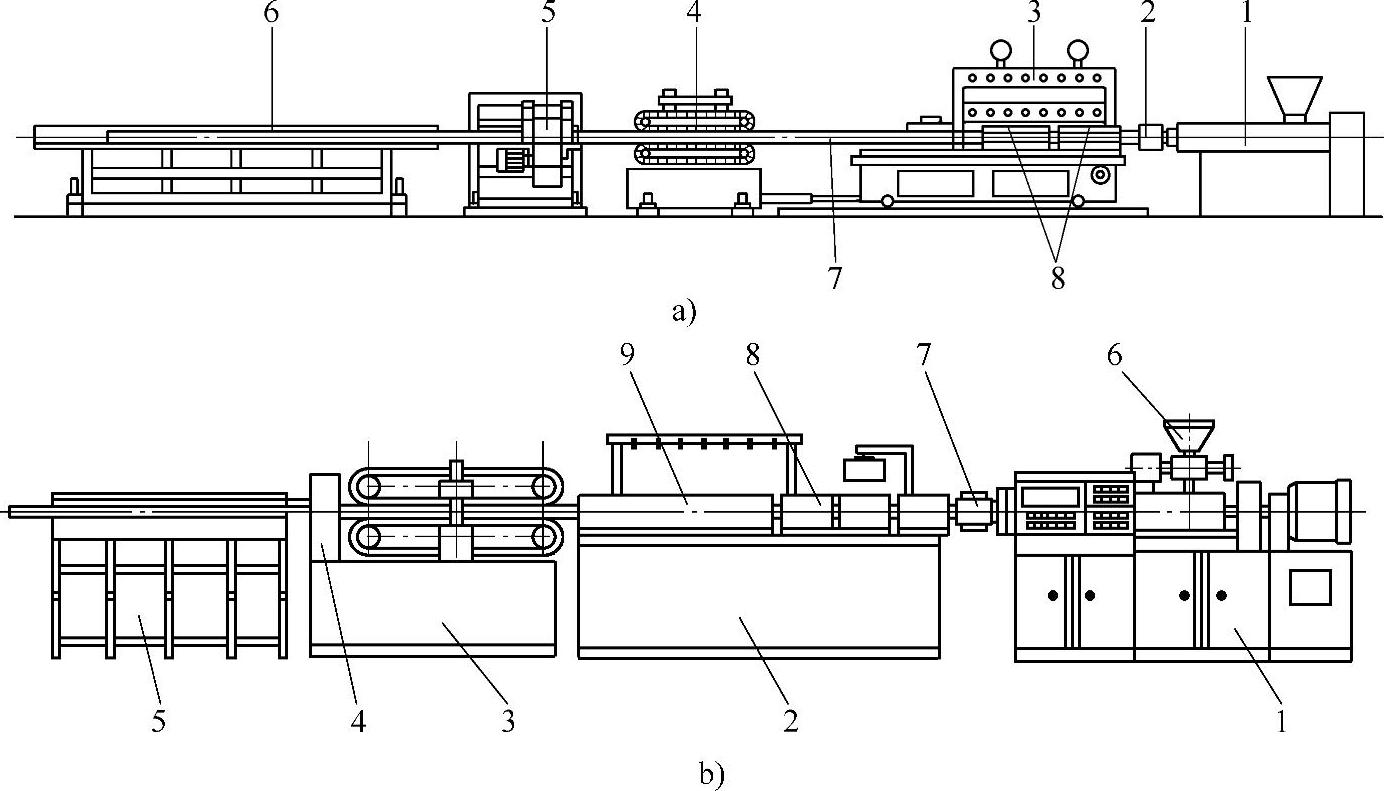
图4-8 异型材成型生产线
a)普通塑料异型材挤出成型生产线 1—挤出机 2—机头 3—冷却定型装置 4—牵引装置 5—切割装置 6—堆放架 7—异型材 8—定型模 b)门窗及复杂异型材挤出成型生产线 1—挤出机 2—定型台 3—牵引机 4—切割机 5—翻料机 6—加料器 7—挤出机头 8—定型模 9—冷却水箱
塑料异型材生产线主要有挤出机、机头、真空定型冷却装置、冷却水槽、牵引机、切割机、制品堆放平台等。冷却水槽和真空装置根据需要配置,制品堆放平台也可按需要确定,有的带状、条形软质产品也可改配收卷机。塑料异型材挤出生产线如图4-9所示。
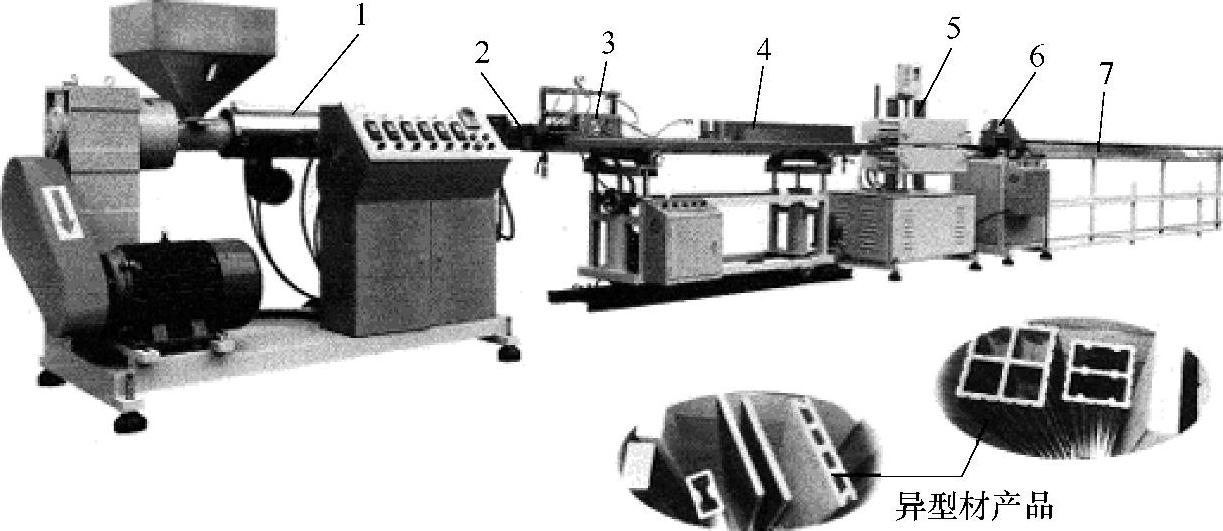
图4-9 塑料异型材挤出生产线
1—挤出机 2—机头 3—真空定型冷却装置 4—冷却水槽 5—牵引机 6—切割机 7—堆放平台
由于异型材形状复杂,种类繁多,大小不一,变化极大,所以采用的挤出机、机头、真空定型冷却装置、冷却水槽、牵引机、切断机区别都很大,应根据具体的产品形状和大小来选择相关配套设备,以满足产品成型的需要和生产工艺的要求。
异型材生产的主机和辅机与管材生产既有许多相似之处,又有特殊性和不同的地方,应从实际出发,合理设计和配套。

表1-5 部分塑料在生产前的干燥达标要求④确认机筒清洁,无异物卡螺杆后,安装过滤网、多孔板和成套调试的模具。挤出生产运行过程中,有时遇上突然停电或机筒内进入异物导致螺杆突然停止转动的故障,此时处理方法如下。然后清除模具、机筒、螺杆上的粘料,待故障排除后再安装螺杆和成型模具,重新加、升温,准备继续生产。5)挤出成型工作过程的检查事项。②机筒无塑料原料空运转时间不得超过3min,以免造成螺杆磨损。......
2023-06-15

塑料异型材挤出是由一条生产线来完成的,生产线包括单、双螺杆挤出机、异型材机头、真空定型装置、风冷或水冷却装置、牵引装置、切割装置、堆料装置或料台等。当型材断面积小,每米重量小于250g时,只能用单螺杆机生产;型材截面积大时,建议选用双螺杆挤出机。3)异型材用双螺杆挤出机时,可直接用混合搅拌均匀的粉料挤出成型,但机筒温度控制和单螺杆挤出机不一样。......
2023-06-15

发泡剂1)PVC树脂的选择。3)发泡改性调节剂的选择。一般加入轻质碳酸钙,质量份为5~10。3)结皮发泡模具。这时形成不同的料流束组合有利于木纹的形成。木塑异型材模具设计的特点和要求13mm×60mm仿木包覆座板条机头结构如图4-43所示。1)木纹和色彩的形成由原料配方作保证,而木纹的形式和光泽度则取决于模具结构的设计。3)木塑熔料的流动性差,不宜在流道中设计阻流块和阻流隔板等可引起流道突变的结构用于调节各处料流平稳。......
2023-06-15

棒材挤出成型生产线HDPE实心硬棒挤出成型生产线如图7-6所示,它由挤出机、机头、隔热垫圈、冷却定型套、冷却水槽、牵引机、切断装置、制品堆放架等组成。不同塑料挤出成型棒材的收缩率见表7-2。根据试验数据,直径40~120mm的聚酰胺1010连续挤出棒材的收缩率为2.5%~3.0%。①棒材的冷却定型模与挤出机头紧密相连,连接处要加隔热垫圈。但应注意温度高于250℃时易变形损坏。不能夹得过紧,否则阻力过大棒材挤不出口模,会造成胀死在定型模腔内。......
2023-06-15
合成纤维的生产成型温度相对较高,整个挤出机机筒上要有良好的保温隔热措施。③合成纤维挤出成型与塑料单丝挤出成型所使用的挤出机和机头基本相同,只是成型合成纤维的挤出机的保温、隔热要求严格,机头喷丝板孔的直径也稍小。喷丝头组件中的精密齿轮泵使熔体从喷丝板中喷出,形成纤维,然后通过冷却系统进行冷却,上述过程称为挤出成型区,简称Ⅰ区。......
2023-06-15
成型注射塑料制品会产生成型收缩、自由收缩、限制收缩、后收缩和后处理收缩等形式的收缩。为了获得注塑件图样上所要求的尺寸,模具型芯和型腔尺寸应该是注塑件的基本尺寸+基本尺寸的中差值+塑料的收缩量。由于校形销直径大于成型销,注塑件在成型收缩时会受到校形销的约束作用。......
2023-06-30

图7-31所示为直角式单丝机头结构,它主要用于聚氯乙烯单丝挤出成型生产。图7-30 直通单丝机头结构1—机头体 2—熔体过滤器 3—支承隔板 4—加热带 5—喷丝板图7-31所示为直角式单丝机头结构。以下我们以生产聚乙烯单丝的技术参数对机头及喷丝板进行介绍。从喷丝板出来的单丝温度很高,聚乙烯可达300℃。表7-7 单丝直径与喷丝板孔径关系......
2023-06-15
单丝冷却水箱温度控制在25~35℃,单丝出机头的温度在300℃以上。包角为20°时,单丝在机头喷丝板处不易产生熔融断丝,单丝质量好。辊筒牵引拉伸倍数为8~10,烘道内温度可达140~160℃,单丝强度较高。挤出机温度控制为170~190℃、190~210℃、210~230℃、230~250℃,接颈温度为240~250℃,机头温度为230~240℃。挤出前需干燥至含水量小于0.1%。聚氯乙烯单丝生产工艺RPVC单丝挤出成型要选用流动性好的SG4和SG5拉丝级专用树脂。......
2023-06-15
相关推荐