中空型材挤出机头的典型结构如图4-24所示,长圆柱流道起稳流作用的中空型材挤出机头如图4-25所示。对于简单的异型材机头,也可以将预成型板与口模板合为一块板。a.选择异型材横截面的重心作为挤出中心。这种机头没有死角停滞现象,对敞口式异型材也可采用无型芯和无支架结构。......
2023-06-15
(1)异型材产品介绍 异型材种类繁多,有软质、硬质之分,还有不发泡与低发泡之分,有完全塑料成型,又有塑料与非塑料、塑料与金属、不同品种塑料、不同颜色塑料拼合成型,按断面形状可分为中空异型材、敞口异型材、实心异型材、复合异型材等。塑料异型材用途广泛,在建筑、家具、交通运输、机械电子等工程结构材料中,广泛地代替木材、钢材,如门框、门板、窗框、护墙板、地板条、扶手、集成电路板和各种家具配件、机械零部件等都采用塑料异型材制作。下面按断面形状对几种异型材分别介绍。
1)异型管材。如图4-1所示,异型管材如果壁厚相同,且没有锐角和筋,都是先用普通圆管机头挤出圆管坯件,再用异型管真空定型模抽吸成型的。若异型管材壁厚相同,可成型形状相当复杂的异型材制品。这种制品大多数用作集成电路套管和异型容器的壳体。采用先用圆管挤出管坯再用异型定型模制成异型管材,是因挤出圆管坯件时,壁厚调节方便容易。对形状特殊、壁厚又不相同的异型管材,或内、外表面有筋或锐角的异型管材,通常机头要制成异型口模,然后再通过真空定型把形状尺寸固定下来。

图4-1 异型管材
2)中空异型管材。如图4-2所示,中空异型管材的特点是有一个或几个中空室,各部分的壁厚往往有所不同,大多有筋和拐角,主要用于硬质聚氯乙烯的建筑材料构件。

图4-2 中空异型管材
3)隔室空腔异型材。如图4-3所示,隔室空腔异型材的特点是同时有中空室和筋,大多数多腔异型材的各部分壁厚不相同,结构不对称,并有凸缘(或支边),且带锐角。隔室空腔异型材是数量和品种最多、用途最广的中空异型材,广泛应用于车辆制造、建筑材料、家具构件、门窗框中。

图4-3 隔室空腔异型材
4)开放式敞口异型材。开放式敞口异型材的特点是基本无中空室或个别有一至二个小中空室,完全开放,如角形、工字形、槽形等,形状和壁厚复杂多样,它是异型材中最基础的制品,主要用作住宅天花板围条、门槛、雨水槽、窗框、配线槽、密封条、嵌条、玻璃密封嵌条、文具夹、超市标价牌等,以聚氯乙烯制品最多,在建筑材料中应用最广,如图4-4所示。
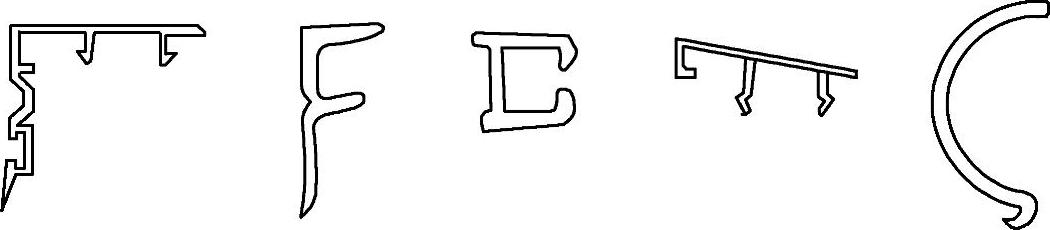
图4-4 开放式敞口异型材
5)共挤拼合异型材。如图4-5所示,共挤拼合异型材涉及的面很广,如硬塑与软塑的拼合、不同塑料品种的拼合、不同颜色塑料的拼合等。
共挤拼合异型材主要是采用共挤出法成型的。它可以是相同材质不同颜色的塑料或软质与硬质塑料共挤出,也可以是不同材质的塑料复合共挤而成的制品。它能满足一些特殊性能的需要,如骨架增硬、软硬结合、不同颜色搭配等,广泛用于制作家具、家用电器、建筑材料构件。

图4-5 共挤拼合异型材
6)镶嵌异型材。如图4-6所示,镶嵌异型材是把不同品种或不同颜色的塑料部分或整面包覆在原塑料或金属线、条、纤维线、绳等表面并牢固粘贴紧,把这些不同材料、不同结构、不同特性的材料镶嵌到塑料内,以弥补塑料强度不够的缺点,充分利用两种材料的优点制作出全新的产品,满足不同地方的不同需要。

图4-6 镶嵌异型材
(2)塑料异型材的用途 塑料异型材由于具有质轻、耐光稳定性好、防老化、透明度好、绝热、耐腐蚀、强度高、韧性好、承载性能好、装饰性强、安装方便等优点,因此发展迅速,应用领域不断扩大,被广泛地用作门框、门板、窗框、卷闸门、护墙板、窗帘盒、挂镜框、灯罩、屏风、楼梯扶手、配线槽板、地板条、仿木地板、镶边条、密封条、雨板、集成电路套、家具配件、柜橱、桌子、公园庭院栅栏、亭架、长椅、各类密封条、阳光板、雨板、各种代木和代钢机械零配件等。根据用途不同,塑料异型材可选用聚氯乙烯、聚乙烯、聚丙烯和ABS等各种塑料制作。其中聚氯乙烯使用最为广泛,占总用量的80%。而高密度聚乙烯、聚甲醛、尼龙由于成型性能差,应尽量不用或少用。各种异型材用塑料的成型性能比较见表4-1。
表4-1 异型材用塑料的成型性能比较

(3)塑料异型材截面形状设计的合理性 在异型材设计中,要注意壁厚以及圆角、加强筋等设计的合理性,稍有疏漏,就会带来成型方面的巨大困难。可参照图4-7异型材结构设计的合理性进行设计。在机头设计前首先要把形状设计好,以确保使用性能不降低为原则。

图4-7 异型材结构设计的合理性
a)、b)、c)、f)带圆角 d)设加强肋 e)、g)、h)设计成空心状 i)两侧带凹槽 j)底部设空心槽 k)、1)、m)、n)设计成空心槽 注:各分图中上图表示不合理,下图表示合理。
如图4-7所示,异型材形状的设计中有三大问题必须注意。
1)锐角处的圆弧过渡问题。从图4-7中可知,图a、b、c、f异型材都有锐角存在,这些锐角(直角)必须要有一定大小的半圆弧过渡,否则就会引起应力集中,造成制品在使用时开裂。
2)异型材的厚度问题。异型材的厚度如相差过多,将导致成型困难、收缩不平衡、应力过于集中,从而使制品容易变形开裂。如图4-7中的d、e、g、h、n异型材,由于局部或整体厚度过大,成型困难,就是成型了也会产生很大的内应力,使产品变形开裂。只有改成合理的形状后再制模生产才会顺利成型,生产出合格产品。
3)壁厚均匀性问题。在同一种制品中,各部位的厚度不能相差太多,否则收缩不均匀,就会产生内应力使产品严重变形。如图4-7所示,应尽量改成下图形状才合理。

中空型材挤出机头的典型结构如图4-24所示,长圆柱流道起稳流作用的中空型材挤出机头如图4-25所示。对于简单的异型材机头,也可以将预成型板与口模板合为一块板。a.选择异型材横截面的重心作为挤出中心。这种机头没有死角停滞现象,对敞口式异型材也可采用无型芯和无支架结构。......
2023-06-15

共挤出吹塑也叫多层吹塑,目前广泛用于各种包装容器,特别是饮料的包装。共挤出吹塑的特点 各种塑料对氧、二氧化碳及湿气的渗透率是不同的。在这种情况下,通常采用共挤吹塑成型,即把多种聚合物复合在一起,成型为多层容器。共挤吹塑的优点:1)可提高容器的阻渗性能。共挤出吹塑制品的结构及组成 共挤出吹塑制品壁内的各层由不同的聚合物组成,通常为三层,有时也采用二层、四层或五层。......
2023-06-15

四面全都包覆的共挤料流道如图4-45所示。导料管(槽)内部要求光滑顺畅,不宜有死角和急剧的流道突变存在。为保证共挤料尽可能均匀地从共挤出流道挤出,与挤出的型坯在共挤面上汇合,在熔体分配器出口往往要设计一段平缝形流道,称为模唇。图4-46 让共挤料流道模唇与型材共挤面成锐角的设计1—预成型板 2—共挤出模板 3—口模板 a—模唇......
2023-06-15

将两台或多台挤出机挤出的熔料在机头汇合到一起,形成同一产品的过程就是多层共挤,多层共挤所成型的产品称为多层共挤复合板材。常用共挤出复合板材用的树脂有LLDPE、HDPE、LDPE、PP、EVA、PA等。机头的设计与制造是共挤出复合片材的关键,机头设计制造的好坏直接影响多层复合板材的质量和产量。HIPS/GPPS复合板(片)材成型工艺条件见表6-5,其中GPPS是普通PS料。多层板(片)材生产控制及其相互关系如图6-41所示。2)多层板(片)材挤出生产参数。......
2023-06-15
由于再生料与新料的性能与工艺参数接近,又是在机头内部汇合,汇流路程长,熔接通常是很牢固的。它与色彩共挤出机头一样都是模内口模板汇合,接合强度是有保证的。图4-47 再生料共挤出在异型材中的位置a)再生料共挤出在异型材的内层 b)再生料共挤出在异型材的非暴露部分1—PVC-U原材料 2—PVC-U再生料异型材再生料共挤出机头如图4-48所示。......
2023-06-15

五层共挤需要3~5台挤出机。可调式分流道装置,设在多层共挤出机机头前,是使多层物料汇合的装置。多层共挤复合膜采用自动调节厚度机头,其机头结构主要为衣架式。各种树脂挤出温度可参照单层流延膜挤出温度。多层共挤膜关键是机头温度的控制。熔体泵配置 多层共挤流延薄膜挤出生产线,每一组分的物料最好配备一台熔体泵,以获得更高......
2023-06-15

正是这次培训,颠覆了我的观念,当时的想法是要改变自己,改变自己的课堂,摆脱传统的樊篱进行教学改革,变成“新教师”。组建小组、培训组长、建立评价体系、编写导学案等一系列的课改行动紧锣密鼓地进行。或许这就是我对什么是“新教师”的最好的诠释和实践的总结。为此,我把“信仰学生”视为课改的终极目标,在高效课堂上竭力践行。“信仰学生”就是“相信学生、解放学生、利用学生、发展学生”。......
2023-11-16

教研是教学之灵魂。1991年7月大学毕业,我被分配到湘东的一所山区中学任教初中物理,第一节课是《引言》,围绕引言怎么讲,我翻阅了很多参考书,请教了几位有多年教学经验的物理老师,当时由于实验器材的缺乏,有的教师不讲《引言》。《引言》课的实验对一个刚开始学物理的学生来说,显得尤为重要,《引言》课上得好,可以激发学生学习物理的兴趣。可以说,教研的最高境界就是实现科学性与艺术性的完美统一。......
2023-11-16
相关推荐