原料选择PP打包带挤出成型主要用料是聚丙烯树脂,树脂的熔体流动速率为2~3.5g/10min,密度为0.91g/cm3。聚丙烯母料采用无规聚丙烯,需加入一定比例的碳酸钙和其他辅料制成。机头模唇温度应比机筒最高温度低10℃,这样成型较好。料坯合格后,才能把带坯引入冷却水槽和拉伸牵引辊,并引进压花辊和双盘收卷机。7)通常模唇口宽度是打包带制品宽度的4~4.5倍,模唇口间隙是打包带成品厚度的3倍。......
2023-06-15
(1)高密度聚乙烯燃气管概述 高密度聚乙烯燃气管主要用作输送煤气、液化气和天然气。它由于强度高,耐压,因此在燃气管路中得到广泛应用。
用于生产燃气管的高密度聚乙烯树脂应符合表3-16的要求。
表3-16 高密度聚乙烯燃气管专用树脂的性能要求

(2)生产设备 高密度聚乙烯燃气管生产中用的挤出机为单螺杆挤出机,螺杆结构采用等距不等深渐变型螺杆,长径比L/D为25~35,压缩比为2~3。成型机头主要由连接颈、分流锥、外套、模芯、口模、芯棒等组成,其结构如图3-44所示。
其他设备的配置与普通聚乙烯管材生产设备相同。
(3)成型工艺温度 加料段温度为130~150℃,塑化段温度为160~180℃,均化段温度为190~210℃,成型机头温度为190~200℃。
(4)成型工艺要求和操作注意事项
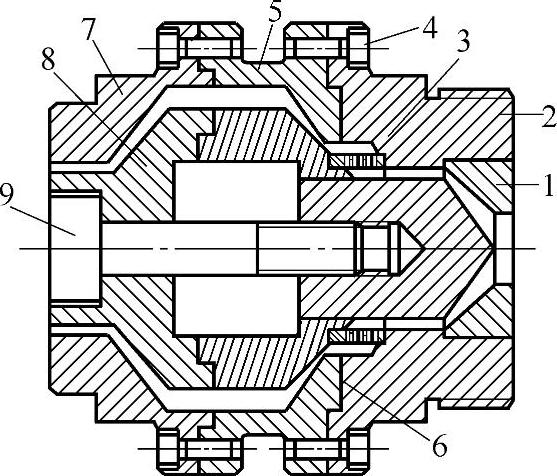
图3-44 高密度聚乙烯燃气管机头结构
1—进胶套 2—模座 3—筛孔板 4—内六角螺钉 5—中套体 6—中芯模 7—口模 8—芯棒 9—大内六角螺钉
①高密度聚乙烯燃气管在特殊条件和环境中使用时,可添加抗静电剂和紫外线吸收剂。抗静电剂可用羟乙基烷基胺、高碳醇、二氧化硅三者的混合物(HZ-1),加入量为0.5%~0.8%(即100份PE树脂中加入0.5~0.8份抗静电剂)。紫外线吸收剂可用2-羟基-4-正辛氧基(UV531),加入量约为1%。
②为改进制品性能和降低PE管的生产成本,树脂内可加入不大于6%的轻质碳酸钙(CaCO3,细度3μm,约400目)或加入不大于15%的炭黑,这对改进管材的抗静电和耐候性均有好处。
③成型机头结构也可采用HDPE输水管成型用机头结构。
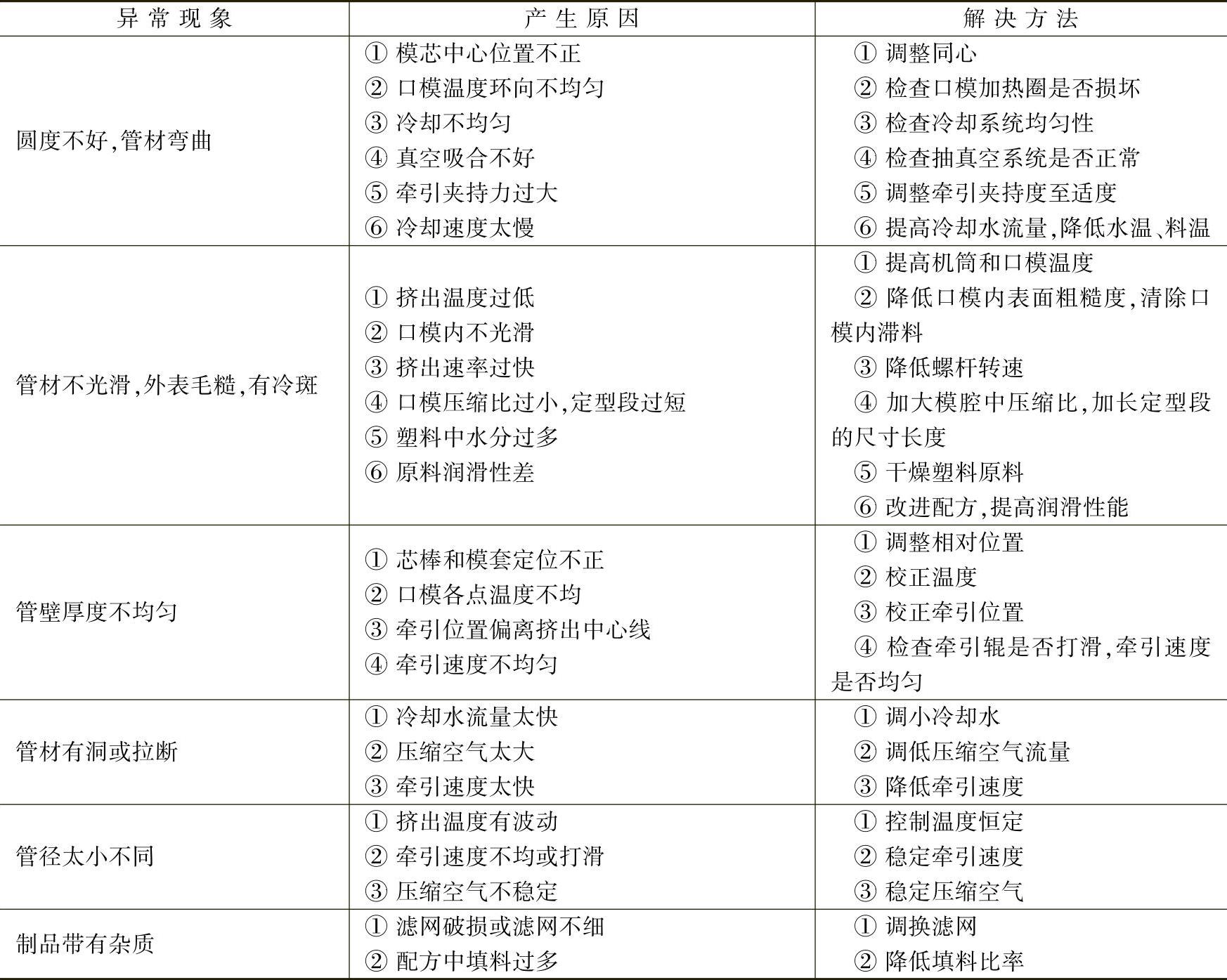
表3-17 高密度聚乙烯燃气管生产中异常现象、产生原因及解决方法
④为提高HDPE燃气管的强度,管坯成型后应采用迅速冷却降温法,可使管材结晶度小,制品表面有光泽。
⑤喷淋冷却水箱长度应不小于6m,大于ϕ150mm的管坯冷却水箱长度应不小于15m。
⑥采用内压法定型管坯时压缩空气的压力值应控制在0.2~0.7MPa。
⑦PE树脂中加炭黑时,注意应先将炭黑进行干燥处理,否则会使制品出现气泡或表面粗糙度差等质量问题。
⑧机筒的加料段内表面应开出纵向沟槽,以利于树脂原料的加入和在螺槽内输送。
⑨管坯宜采用真空吸附定径冷却套进行冷却定型。
(5)高密度聚乙烯燃气管生产中异常现象、产生原因及解决方法(见表3-17)

原料选择PP打包带挤出成型主要用料是聚丙烯树脂,树脂的熔体流动速率为2~3.5g/10min,密度为0.91g/cm3。聚丙烯母料采用无规聚丙烯,需加入一定比例的碳酸钙和其他辅料制成。机头模唇温度应比机筒最高温度低10℃,这样成型较好。料坯合格后,才能把带坯引入冷却水槽和拉伸牵引辊,并引进压花辊和双盘收卷机。7)通常模唇口宽度是打包带制品宽度的4~4.5倍,模唇口间隙是打包带成品厚度的3倍。......
2023-06-15

单丝冷却水箱温度控制在25~35℃,单丝出机头的温度在300℃以上。包角为20°时,单丝在机头喷丝板处不易产生熔融断丝,单丝质量好。辊筒牵引拉伸倍数为8~10,烘道内温度可达140~160℃,单丝强度较高。挤出机温度控制为170~190℃、190~210℃、210~230℃、230~250℃,接颈温度为240~250℃,机头温度为230~240℃。挤出前需干燥至含水量小于0.1%。聚氯乙烯单丝生产工艺RPVC单丝挤出成型要选用流动性好的SG4和SG5拉丝级专用树脂。......
2023-06-15

主要用于制作包装箱的高密度聚乙烯钙塑格子板应用广,市场需求大,其生产设备与聚碳酸酯中空格子板生产设备相同,只是工艺流程和工艺设计稍有不同。粒料→塑化→挤出→真空成型→冷却定型→牵引→切割→检验→钙塑格子板。钙塑格子板→分切→模切→印刷→打钉→检验→捆扎→包装箱成品入库。高密度聚乙烯钙塑格子板原料配方(质量份)HDPE,100;改性剂,5~10;CaCO3,20~60;偶联剂,1~5;其他,适量。......
2023-06-15

棒材生产工艺 原料中如果有水分,挤出的棒材内部就会产生气泡,形成大量的蜂窝状空隙。4)挤出成型不同截面形状制品时,要注意口模形状的选择。6)塑料棒材的挤出塑化成型温度应控制在比原料的熔融温度高30℃。7)较大直径棒材成型后要及时进行热处理,以消除内应力。聚酰胺棒材热处理方法是放在100℃水中浸泡3~4h。常用工程塑料棒材挤出成型工艺条件见表7-4。......
2023-06-15

聚乙烯扁丝生产操作要点1)生产时应用冷却循环水为料斗和机筒进料口部位降温,以确保原料的供给和连续向前输送。扁丝的热处理温度应略高于拉伸温度,可控制在130~150℃。当扁丝拉伸倍数超过8时,其拉伸强度反而下降。为了保证织物的外形尺寸,扁丝的回缩率应控制在1%左右。高密度聚乙烯扁丝树脂的屈服强度应为24~30MPa,拉伸强度应为30~33MPa,伸长率应为500%。......
2023-06-15

聚丙烯薄膜的挤出吹塑成型1)原料准备。聚丙烯薄膜挤出吹塑成型应选用熔体流动速率为4~10g/min、密度为0.89~0.91g/cm3的树脂。聚丙烯塑料薄膜平挤下垂吹塑生产线如图2-35所示。生产设备 聚丙烯薄膜选用通用型单螺杆挤出机,螺杆结构可用等距渐变型或等距突变型,长径比L/D为20~25,压缩比应小于4,一般为3~4。成型模具结构与聚乙烯薄膜挤出吹塑模具结构相同,一般都选用螺旋式芯棒结构模具。......
2023-06-15
原材料准备 聚乙烯瓶是指容积为几十毫升至几升的各种小规格中空制品。这类塑料瓶用挤出吹塑成型,与聚乙烯桶的生产成型工艺相似。聚乙烯瓶既可用熔体流动速率为0.5~3g/10min的线型低密度聚乙烯,也可用熔体流动速率为0.10~1.2g/10min的高密度聚乙烯树脂。吹胀成型中空制品的模具温度控制在20~50℃。聚乙烯瓶的质量要求1)瓶的外观质量要求。③跌落性能试验。应达到无破裂现象。②高度150mm≤H≤220mm时垂直度的极限偏差≤4.5mm。......
2023-06-15

2)无规共聚聚丙烯管的原材料与配方(质量份)。无规共聚聚丙烯管的成型机头采用篮式或螺旋式结构,熔料流道空腔不宜过大,压缩比为2.5~4,一般螺旋式压缩比稍小,篮式压缩比稍大。无规共聚聚丙烯管挤出成型生产线上,喷淋水箱长度最长可达30m。......
2023-06-15
相关推荐