芯棒式机头(侧进料)芯棒式吹塑薄膜机头(侧进料)结构如图2-15所示。螺旋式吹塑薄膜机头另一种结构如图2-19所示,其特点是在芯棒中开设3~8条螺纹形流道。图2-18 螺旋式吹塑薄膜机头(一)d0—进料口直径 d—口模内直径 d1—芯模直径 d2—模体......
2023-06-15
(1)吹塑薄膜的挤出成型 多用于聚氯乙烯、聚乙烯、聚丙烯、聚苯乙烯、聚酰胺等,吹塑薄膜的厚度为0.01~0.25mm,折径宽度为100~5000mm。目前我国用得最多的是聚氯乙烯、聚乙烯、聚丙烯这几种塑料。
挤出吹塑是在传动装置的作用下,螺杆在受热密封的螺筒内不停地转动,物料被连续地从料斗内输送到螺杆槽内,使物料产生强大的搅混作用,再加上挤出前端的节流部件,能连续而均匀地提供足够的压力,这种压力作用于物料上,使物料连续不断地向前推进。物料经过加料段、压缩段、均化段之后,基本上得到一定程度的密实、均化、软化,塑料熔化变成理想的流动状态,再通过多孔板、过滤网、机头型腔流道进一步压缩、熔蚀均匀,最后从机头口模挤出成筒状管。
(2)薄膜的分类 塑料薄膜按用途可分为农用薄膜和包装薄膜。农用薄膜分为地膜和大棚膜两种,包装薄膜可分为食品包装和工业制品包装用薄膜,如机械零件、仪器仪表、家用电器、日常用品、玩具等包装用薄膜。此外还有具有特殊功能的透气膜、水溶膜、绝缘膜、压电膜、防辐射膜等。
薄膜生产的方式有先挤出塑化,然后再吹塑成型的薄膜,称为吹塑薄膜;先挤出塑化,然后熔融料从模具口流延成型的薄膜,称为流延薄膜;在压延机上由几根辊筒碾压塑化原料制成的薄膜,称为压延薄膜。
(3)挤出吹塑法的特点
1)挤出吹塑薄膜生产设备占地面积小,设备结构比较简单,项目投资少,投入生产时间短,经济效益较好。如生产幅宽4m的薄膜,用吹塑法机头直径为500mm。而如用扁平机头,模唇宽度需4200mm,尺寸庞大,机头设计复杂,加工难度大,造价昂贵。
2)挤出薄膜采用吹塑成型时制品为圆筒状,其厚度和宽度比较容易控制。薄膜经挤出吹胀、牵引后,可获得双向拉伸变形,使薄膜的力学强度得到提高,纵向与横向强度较均衡。
3)挤出法成型薄膜所用设备操作较简单,生产塑料薄膜的工艺技术也比较好掌握。
4)薄膜制品呈圆筒状,成品不用切边,产生废料少,成品率高,制品成本低。
5)薄膜制品的幅宽可达10m以上。
6)产品质量不稳定。
因所需的设备简单、操作方便、用一机可生产多个品种规格的产品,挤出吹塑应用最广泛。挤出吹塑薄膜常用设备如下:挤出机、挤出机头、冷却风环、人字形导板、牵引装置和卷取装置。
(4)挤出吹塑薄膜生产方法 分为上吹法、平吹法、下吹法三种生产方法,如图2-26所示。
1)上吹法。挤出机内熔融塑化的物料经直角机头挤出成为管坯,管坯向上通过冷却风环并被牵引一定距离后,再由人字板夹平牵引,最后由机头底部进入的压缩空气将其吹胀成泡管。机头入气管配装了微调开关,可以通过改变压缩空气的压力来控制薄膜的折径。通过调整牵引速度来控制薄膜的厚度。泡管经牵引辊牵引并进一步冷却定型,成为合格的吹塑薄膜。上吹法生产工艺流程的特点是泡管形成稳定,生产线的设备布置占地面积小,生产人员操作方便,泡管生产运行比较稳定,可生产较大折径和较厚的薄膜制品。其缺点是要求较高的厂房,如果厂房高度不够不利于薄膜冷却,故上吹法不适于生产黏度小的原料。常用的生产原料有聚乙烯、聚氯乙烯、聚苯乙烯等大折径和较厚的薄膜制品。
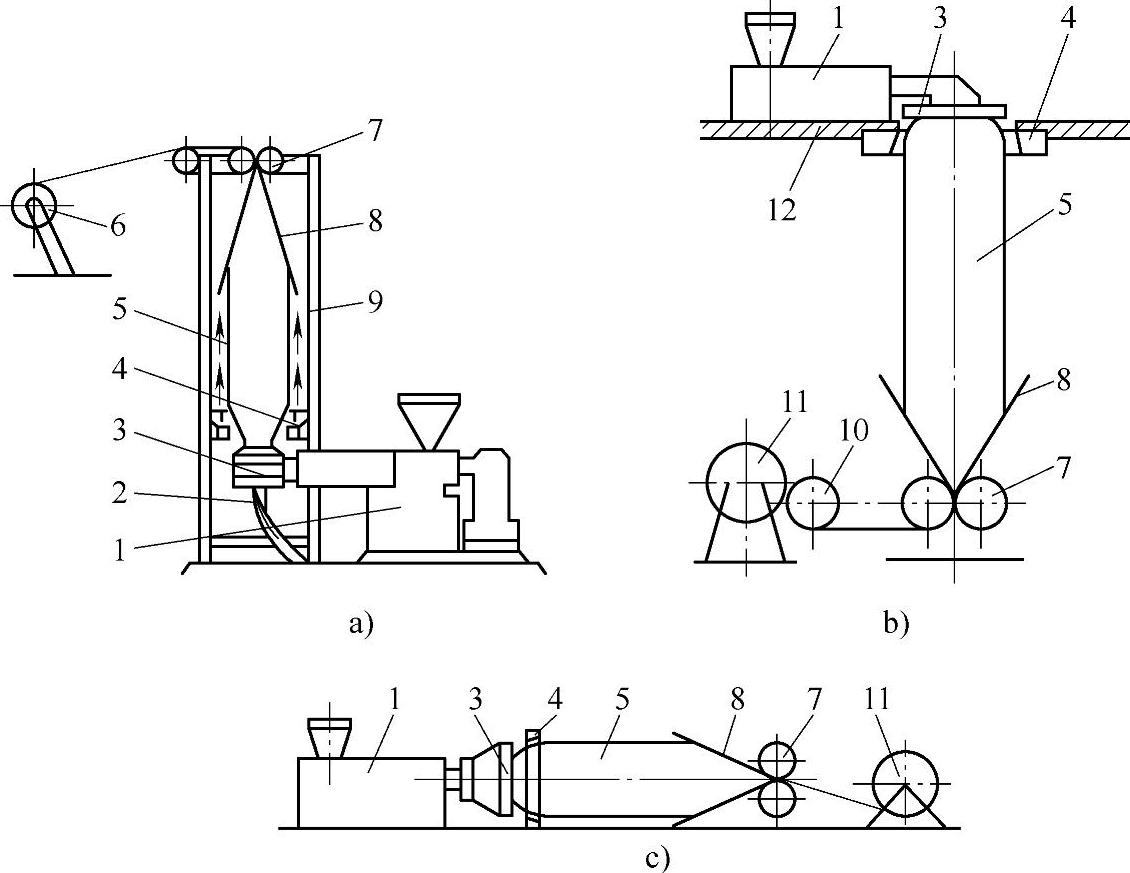
图2-26 吹塑薄膜生产方法
a)上吹法 b)下吹法 c)平吹法 1—挤出机 2—进气管 3—机头 4—风环 5—膜泡 6—卷取辊 7—牵引辊 8—人字板 9—牵引架 10—导向辊 11—收卷机 12—平台
2)平吹法。平吹法采用直通式机头,泡管与机头中心线在同一水平面上。该生产方式的特点是机头结构简单,生产操作人员掌控生产线设备方便,易引膜进入冷却风环和人字板,吹胀比可较大,但生产线占地面积大,膜泡有自重下垂现象,易引起厚薄不均,不适合生产大折径宽幅薄膜和黏度小的原料。该机头适用于小规格、厚度适中的薄膜生产,常用原料有聚乙烯、聚氯乙烯、聚苯乙烯等。
3)下吹法。泡管从机头下方引出,其特点是可用于挤出流动性比较大的塑料,有利于冷却,并可采用水冷却,生产速度和产品透明度都大幅提高。
下吹法广泛用于黏度小、透明度要求高的塑料挤出薄膜制品。由于挤出机设在高台上,操作和维修很不方便,不适合生产较薄的薄膜产品。下吹法的常用原料是聚苯乙烯、聚丙烯、聚酰胺、聚偏二氯乙烯等。
上述三种吹塑薄膜方法各有其特点,在实际生产中要根据产品规格、技术质量要求、原材料特性和工厂的生产条件全面均衡考虑,选择最佳工艺再设计好机头模具和相关配套设施。

芯棒式机头(侧进料)芯棒式吹塑薄膜机头(侧进料)结构如图2-15所示。螺旋式吹塑薄膜机头另一种结构如图2-19所示,其特点是在芯棒中开设3~8条螺纹形流道。图2-18 螺旋式吹塑薄膜机头(一)d0—进料口直径 d—口模内直径 d1—芯模直径 d2—模体......
2023-06-15

吹塑薄膜机头是保证薄膜厚度均匀的关键设备。吹塑薄膜机头由口模、芯棒、连接体、调节螺栓等组成。图2-13 多孔板结构吹塑薄膜机头设计参数 芯棒式机头如图2-14所示,主要用于吹塑薄膜加工。在机头设计中要注意的事项如下:1)口模间隙。吹胀比值越大,挤出吹塑薄膜的强度越好。吹胀比过大,泡管不稳定,薄膜容易出现折皱现象。正常吹塑薄膜成型时,一般取牵引比在4~6。小机头可设计4个,较大的机头可设计6~8个。......
2023-06-15

吹塑薄膜一般用单螺杆挤出机,螺杆直径为45~150mm,长径比通常为20~30。但挤出PVC薄膜时长径比不宜过大,一般取20。生产吹塑薄膜,一般根据所生产薄膜的宽度和厚度选用适合规格的挤出机。吹塑用单螺杆挤出机,大多选用直径为65mm、长径比为20~25、压缩比为3、转速为10~90r/min的一般通用型挤出机就可以了。吹塑薄膜机组按不同材料和不同制品的要求,又有上吹、下吹、平吹三种。表2-1 螺杆直径与吹膜机头直径的关系......
2023-06-15

纳米材料中有一类重要的存在形式——薄膜纳米材料。对于这类材料,X射线衍射除了可以对其进行物相分析和晶粒尺寸的研究外,还可测定薄膜的厚度。Anderson和Thomson成功地利用这种方法测定了Ni和ZrO2膜的厚度。这种方法能用于非晶和晶体样品,但要求整个研究范围内的薄膜厚度均一。......
2023-06-20
在工业生产中,有各种需要进行薄膜卷绕的机械,如生产塑料薄膜和金属薄膜机械、造纸机械,以及覆膜机械等。完成后要求线迹顺直,两端省尖细而尖;熨烫平服,省尖处无泡,正面无坐势,不露线迹。......
2023-06-24

随着纳米科技的日益发展,纳米测量技术在纳米加工、纳米操控、纳米材料等领域的作用越来越重要。而纳米测量对精密制造技术也提出了更高的要求,这是因为计量测试精度越高,产品的性能就越好。同时,在长度测量领域,为了适应于纳米科技的发展,也需要开发有关纳米级精度的长度测量技术。因此在本章中,将简单介绍纳米级精度的定位和测量技术,并介绍两种纳米薄膜厚度测量仪器——台阶仪和椭圆偏振仪。......
2023-06-20

中空制品吹塑冷却定型模具又叫吹塑成型模具,它一般由两个半模片组成。另外对于底部有下凹或在平面留出空间的中空制品,成型模具要设计成三开或四开结构,才能使制品顺利脱模。吹塑成型模具设计的基本技术要求1)分型面。用于吹塑PE中空制品的成型模具可粗糙些,以有利排气。5)为了加快吹胀后制品的降温,必要时制品成型模具要采用循环冷却水降温。......
2023-06-15
复合工艺是基于获得更高纯度钛而开发的,因为无论哪一种单一的精炼方法都有一定局限,所以将多种工艺组合起来形成复合工艺。但这些复合工艺中有个特点,即都把熔炼工艺考虑进去了,并且采用了最后一道工序。图3-46 区域熔炼原理图电子束熔炼-电子束区域熔炼工艺:目前,该工艺已成功地用在高纯钛生产中。西北有色金属研究院已成功而熟练地掌握了EB+EBFZM工艺,当原料杂质含量较高,特别是挥发性杂质含量较高时,常采用此法。......
2023-06-22
相关推荐