挤出吹塑法的特点1)挤出吹塑薄膜生产设备占地面积小,设备结构比较简单,项目投资少,投入生产时间短,经济效益较好。挤出吹塑薄膜生产方法 分为上吹法、平吹法、下吹法三种生产方法,如图2-26所示。泡管经牵引辊牵引并进一步冷却定型,成为合格的吹塑薄膜。该机头适用于小规格、厚度适中的薄膜生产,常用原料有聚乙烯、聚氯乙烯、聚苯乙烯等。......
2023-06-15
吹塑薄膜一般用单螺杆挤出机,螺杆直径为45~150mm,长径比通常为20~30。但挤出PVC薄膜时长径比不宜过大,一般取20。为了提高混炼效率,在螺杆头部增加混炼装置,此时螺杆的长径比较大,一般取25以上。生产吹塑薄膜,一般根据所生产薄膜的宽度和厚度选用适合规格的挤出机。此外,选择挤出机还要考虑被加工塑料的性能,如加工热敏性PVC塑料时,为防止塑料在机筒停留时间过长,避免螺杆头和多孔板之间的积料,螺杆头应设计为尖头。而螺杆不得用屏障型的,以免剪力过大,引起塑料分解。
吹塑用单螺杆挤出机,大多选用直径为65mm、长径比为20~25、压缩比为3、转速为10~90r/min的一般通用型挤出机就可以了。
生产薄膜的方法有压延法、挤出吹塑法。其中挤出吹塑法应用最广,需要的设备简单,操作又方便,同一台机可以生产多种规格的薄膜。图2-1所示是较典型的吹塑薄膜机组,主
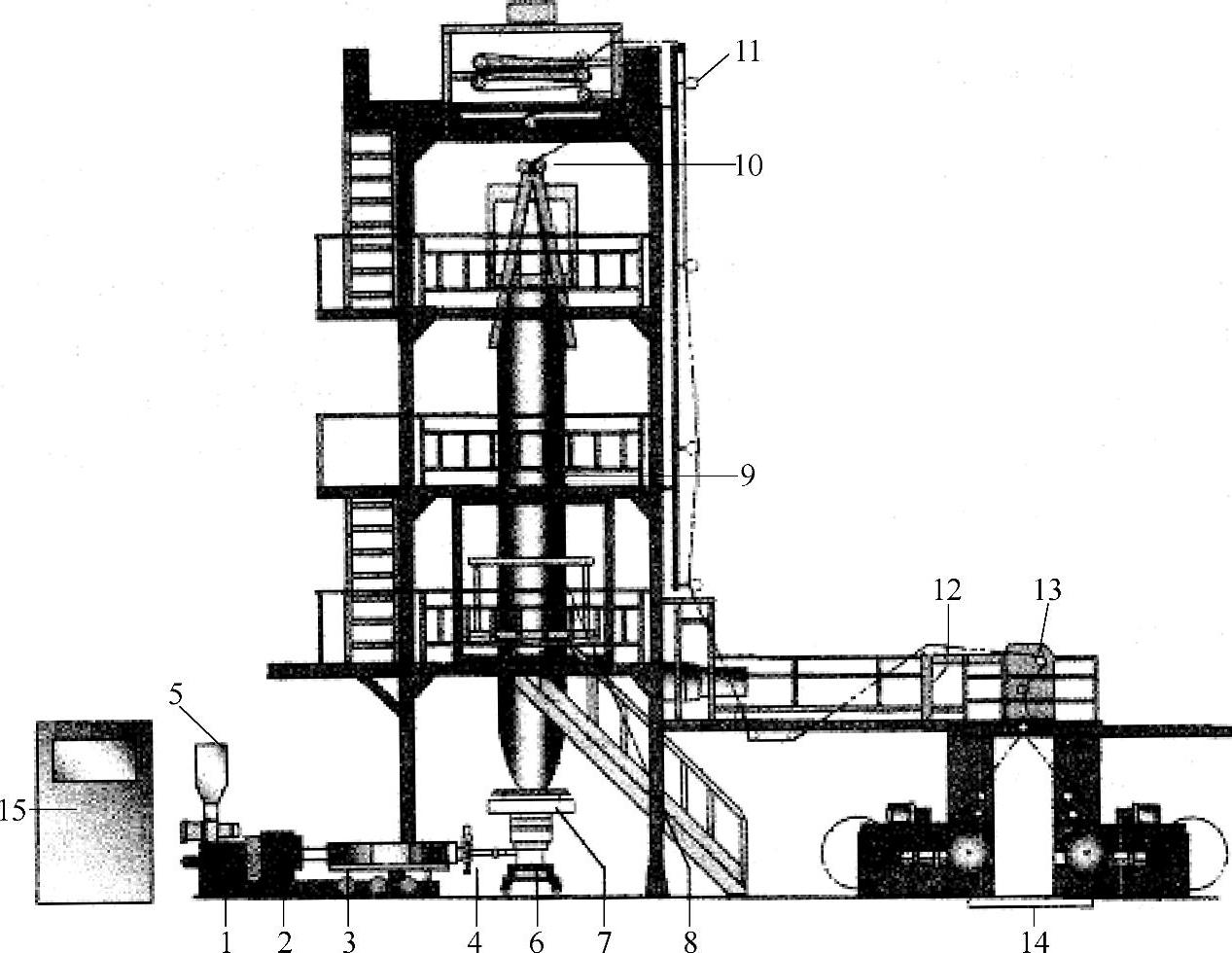
图2-1 吹塑薄膜机组
1—交流主电动机 2—减速器 3—挤出机 4—换网器 5—自动称量加料系统 6—机头 7—带非接触式超声波探头的IBC内冷系统 8—电动笼型稳泡器 9—薄膜厚度检测装置 10—旋转牵引和人字夹板 11—膜泡宽度测量和控制系统 12—自动纠偏装置 13—双面电晕处理机 14—全自动低张力收卷系统 15—控制柜
要由挤出机、机头、冷却风环、吹膜架、人字板、牵引装置、收卷装置等组成,另外还有加料系统、测厚(测宽)装置、电晕处理装置等辅助装置。吹塑薄膜机组按不同材料和不同制品的要求,又有上吹、下吹、平吹三种。
螺杆直径与吹膜机头直径的关系见表2-1。
表2-1 螺杆直径与吹膜机头直径的关系(单位:mm)


挤出吹塑法的特点1)挤出吹塑薄膜生产设备占地面积小,设备结构比较简单,项目投资少,投入生产时间短,经济效益较好。挤出吹塑薄膜生产方法 分为上吹法、平吹法、下吹法三种生产方法,如图2-26所示。泡管经牵引辊牵引并进一步冷却定型,成为合格的吹塑薄膜。该机头适用于小规格、厚度适中的薄膜生产,常用原料有聚乙烯、聚氯乙烯、聚苯乙烯等。......
2023-06-15

芯棒式机头(侧进料)芯棒式吹塑薄膜机头(侧进料)结构如图2-15所示。螺旋式吹塑薄膜机头另一种结构如图2-19所示,其特点是在芯棒中开设3~8条螺纹形流道。图2-18 螺旋式吹塑薄膜机头(一)d0—进料口直径 d—口模内直径 d1—芯模直径 d2—模体......
2023-06-15

成衣制作是从裁剪、缝制、整烫到成衣检验的全过程。在裁剪之前检查原材料有无疵点、染色色差及面料缩率,避免服装成为次品,造成质量问题。面料检验后再进行裁剪,需要刺绣、印花等工艺的裁成衣片后送往有关工厂进行加工。缝制结束后,还要完成锁眼和钉扣的工作,服装才能算制作完成。(四)成衣检验成衣检验是服装进入销售市场的最后一道工序,因而在服装生产过程中,起着举足轻重的作用。......
2023-06-22

吹塑薄膜机头是保证薄膜厚度均匀的关键设备。吹塑薄膜机头由口模、芯棒、连接体、调节螺栓等组成。图2-13 多孔板结构吹塑薄膜机头设计参数 芯棒式机头如图2-14所示,主要用于吹塑薄膜加工。在机头设计中要注意的事项如下:1)口模间隙。吹胀比值越大,挤出吹塑薄膜的强度越好。吹胀比过大,泡管不稳定,薄膜容易出现折皱现象。正常吹塑薄膜成型时,一般取牵引比在4~6。小机头可设计4个,较大的机头可设计6~8个。......
2023-06-15

有的数控机床会像组合机床一样设计了多主轴箱,通过更换主轴箱而达到换刀目的。根据加工的需要,先选好所需的主轴箱,待运行小车11和12运行至该主轴箱处时,将它推到小车11上,小车11载着主轴箱与小车12同时运动至机床动力头两侧的更换位置。图6-10 更换主轴箱换刀1—工作主轴箱 2~7—备用主轴箱 8—机械手 9—刀库 10—主轴箱库 11、12—同步运行小车......
2023-06-23

对于国家规定必须招标的进口机电设备,企业必须招标采购。设备采购单位根据事先的调查,对国内外有资格的承包商或制造商直接发出投标邀请。招标代理机构应当在招标人委托的范围内办理招标事宜,并遵守招标投标法关于招标人的规定。现实操作中投标保证金的金额一般不超过投标总价的2%。......
2023-06-22
图6-10 T形连接2.多股铜芯导线的连接图解演示多股铜芯导线之间进行连接时,要求相连接的导线规格型号也应相同,否则同样会因抗拉力的不同而容易断线。如图6-12所示为不同规格电磁线头的连接。图6-14 压接管压接法连接铝芯导线图解演示沟线夹螺钉压接法适用于架空线路的分支连接,是使用强力沟形金属线夹的连接方法。......
2023-06-24

本节生成的固定支架,包含两个部分,分别对齿轮和齿条零件进行固定支承。进入装配设计工作台操作参见1.2。选择后,在图形区装配零件和1.1节设计的齿轮水平平铺,同时显示出来。单击上面菜单中的,在出现的下拉菜单中选择。在装配零件的模型树上出现一个新零件Part1.1。单击工具栏内的图标,标注并调整圆的直径尺寸为20mm,如图11-3所示。图11-4 选中齿轮零件的一个侧面作为参考平面拉伸生成第二个圆柱体单击工具栏中图标,出现对话框。......
2023-07-01
相关推荐