聚氯乙烯结皮发泡棒材的生产工艺流程:配料→高速热混→冷混→挤出→发泡→冷却定型→牵引→定长切割→翻转堆料→检验→成品入库。PVC结皮发泡棒材挤出成型生产线如图7-8所示。结皮发泡制品挤出成型的关键是使发泡剂的分解、气泡核的形成、气泡核的膨胀和泡体的固化定型与PVC树脂的塑化及成型过程相适应。......
2023-06-15
(1)典型低发泡木塑镜框制品工艺流程PS低发泡镜框型材挤出机→低发泡木塑挤出专用机头→真空定型模→冷却水槽(在槽中适当距离加设定直块)→热风吹干水分→烫印机组烫花→牵引机牵引→圆锯片刀切断→整齐堆放。
低发泡木塑镜框制品如图1-53所示,普通木塑产品如图1-54所示。

图1-52 定型模三模串联

图1-53 低发泡木塑镜框制品
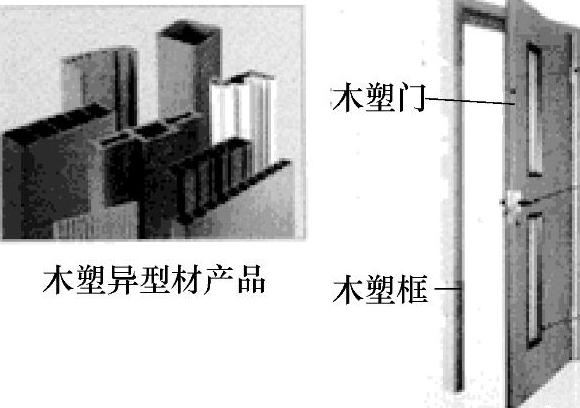
图1-54 普通木塑产品
低发泡挤出制品的性能。
①低导热性(优异的绝缘性)。
②优异声波阻尼性。
③容易成型加工(类似于木材,可锯、可钉、可刨,可用加工木器的方法加工PVC发泡体)。
④高度阻燃性(B1级以DIN4102为标准,用于建筑材料)。
⑤优异的抗化学腐蚀性(用彩色溶液可以上色)。
⑥优异的耐气候性(适宜室外使用)。
⑦由于密度低,所以原料成本低。
低发泡木塑镜框生产线如图1-55所示。
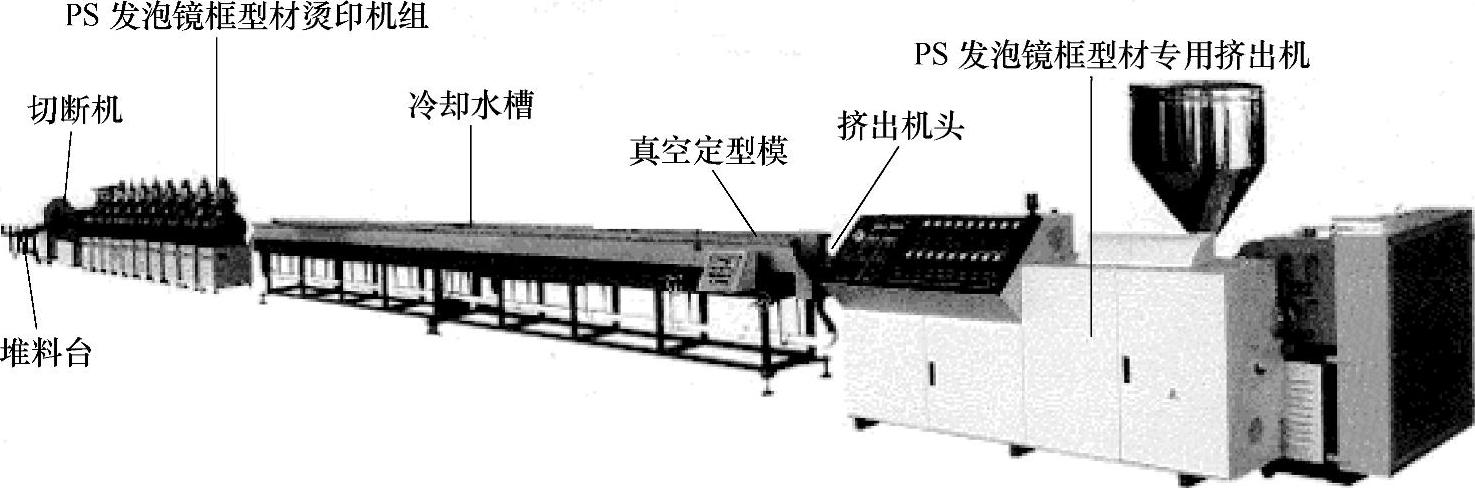
图1-55 低发泡木塑镜框生产线
木塑制品一般都是低发泡异型材,它的相对密度接近1,但总是低于1,一般均为0.6~0.95,发泡倍率为1.3~2,所用原料一般为ABS、PE、PP、PS、PVC等树脂,发泡的方法有离模发泡、烘箱发泡和模内发泡、共挤发泡等。
(2)低发泡挤出的发泡形式
1)离模发泡法。含有发泡剂的塑料熔体,在离开口模后立即发泡。此时型坯向外侧自由膨胀,并随后进入用法兰和口模连接的定型冷却模中,继续发泡,直至定型冷却结束,如图1-56所示。
2)烘箱发泡法。烘箱发泡法通常用于加工含有发泡剂和交联剂的聚乙烯。常规生产过程中,挤塑未交联和未发泡的型坯片材,当这类挤出物离开口模后,并不立即发泡,而是在随后的烘箱中交联发泡。这种低发泡型材生产的工艺特点是:
①烘箱发泡必须保证发泡分解的时机恰到好处。即不能过早在挤塑机或挤塑模中发泡,否则会造成气泡流经模壁时被撕破,致使型材表面不良或粗糙。
②含有发泡气体的塑料熔体,其黏度很低,容易很快流过口模,因此必须借助模具流道的特定构造,增加流动阻力,降低熔体流速。
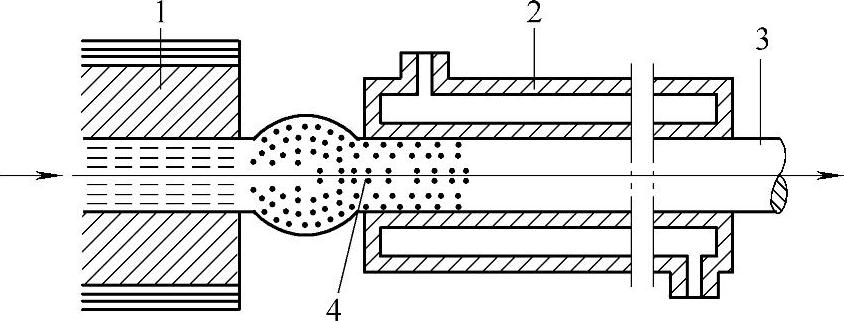
图1-56 离模发泡工艺示意图
1—口模 2—真空定型冷却模 3—实芯皮层 4—发泡芯
③支承发泡片材的支架留下的熔接痕,比在致密片材上更清晰。因此,这种机头的支架要尽可能少,最多两根,且应设在以后剖开发泡片材的切割面中。
④熔体流动压力较低。如对RPVC,熔体流动压力为10~30MPa较为适宜。
3)机头模内发泡法。
①纵向高阻力模内实芯低发泡机头如图1-57所示。这种机头适用于横截面积小的异型材。与同类型异型材机头相比,在机头模套内圈出口处,有一短(长约1~2mm)而窄(宽约为流道高度的10%)的阻流区,用来大幅降低熔体在出口区的压力,以引发熔体发泡。
②分流锥孔板式模内发泡机头如图1-58所示。这种机头和一般异型材机头相似,但分流板上无分流锥,上边的孔比一般异型材机头多孔板上的孔大。且机头没有多孔板和滤网,采用孔板式分流板的目的是保证熔体在机头中产生适当的压力,并在后面的两板降低压力利于熔体发泡,再使熔体从口模挤出。第三板是发泡分条板,分条的目的是形成木纹条。

图1-57 纵向高阻力模内实芯低发泡机头
Ⅰ—供料区 Ⅱ—过渡区 Ⅲ—口模成型区 1—导向槽 2—变化的口模成型段长度 3—阻力区
③模内中空阻流低发泡机头
如图1-59所示。这种机头在模腔中设有阻流芯棒,以形成阻流区。它的口模成型段较短,兼有阻流作用,让熔料在发泡区停留时间长一些,能更充分膨胀发泡。口模前段为发泡区,可使熔料放松膨胀发泡。它的定型模与普通异型材真空定型模相同,定型模与口模并联。
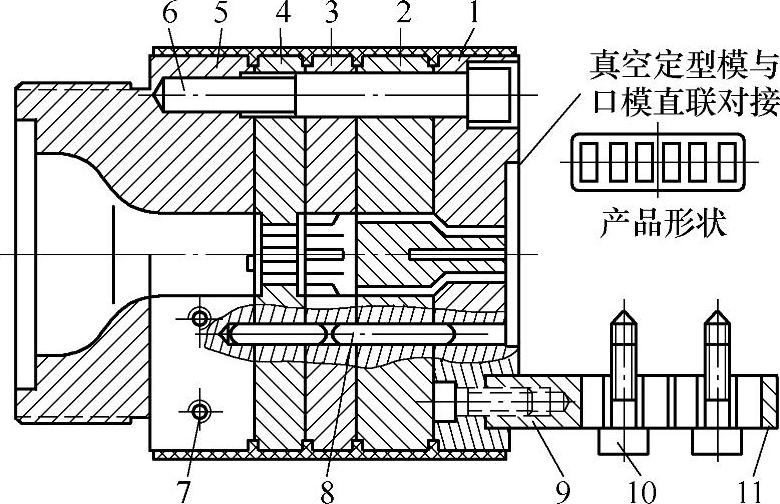
图1-58 分流锥孔板式模内发泡机头
1—口模板 2—压缩板 3—放松发泡分条板 4—混胶压缩板 5—连接板 6—螺钉 7—螺钉孔 8—定位销 9—螺钉 10—螺钉 11—连接板
④模外向内发泡机头。这是一种特殊工艺,在机头内有型芯,使塑化的料束分流,挤出物离开口模后,出口有型芯,制品进入定型模后立即在制品表面进行强制冷却形成皮层,以控制制品表面不发泡并硬化。因口模有型芯,定型模中间有型芯留出的空间供膨胀发泡,此时发泡在芯部,如图1-60所示,这种控制外层不发泡的工艺称为结皮发泡工艺。通过这种向内发泡的工艺可以得到表面坚硬的发泡制品,并且通过控制冷却的强度,可以控制硬皮的厚度。这类型材具有密度低、硬度高和表面光滑的特点。
⑤共挤发泡机头。图1-61所示为共挤发泡机头及定型模。它是采用两台挤出机分别挤出不发泡的表层和发泡的芯层物料,经共挤出成型的工艺。可根据需要调整两层物料的品种和配方,使制品达到要求的密度和尺寸。共挤发泡的优点是结皮层和发泡层的倍率容易控制,制品的外观和内在质量都较前几种方法高。
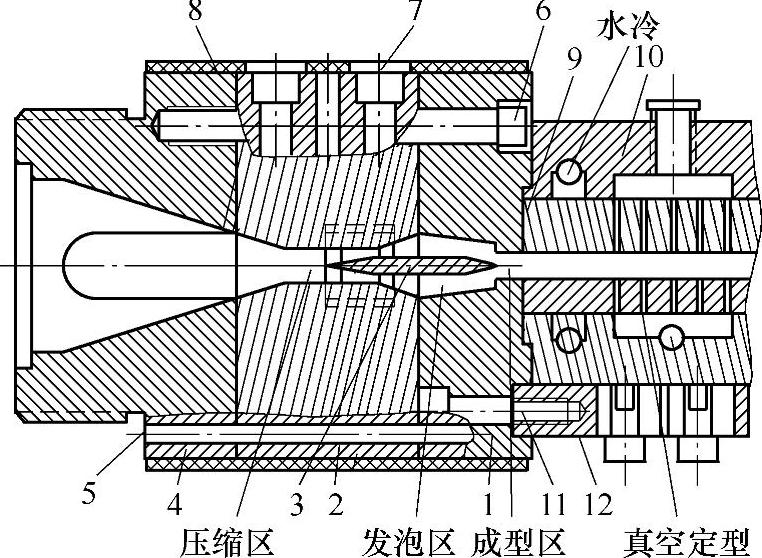
图1-59 模内中空阻流低发泡机头
1—口模板 2—发泡分流板 3—发泡芯棒 4—连接板 5—定位销 6、7—固定螺钉 8—加热圈 9—隔热垫板 10—真空定型板 11—螺钉 12—定型模连接板
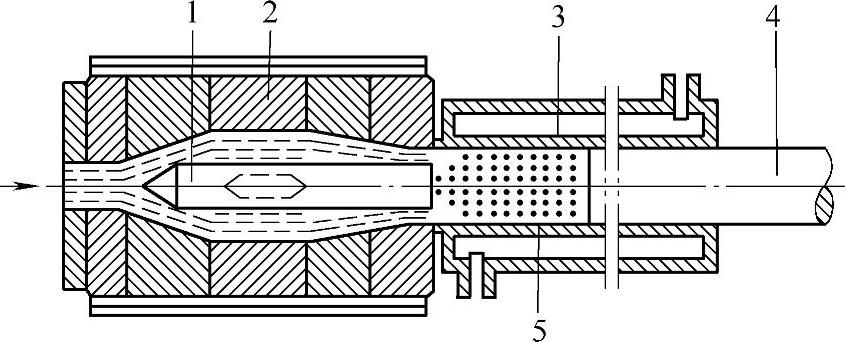
图1-60 向内发泡工艺示意图
1—型芯 2—口模 3—真空冷却定型模 4—实芯皮层 5—发泡芯

图1-61 共挤发泡机头及定型模
a)共挤发泡法 1—挤出口模 2—挤出机头 3—定型套 4—熔体(含发泡剂) 5—熔体(不含发泡剂) 6—中空体 7—发泡芯层 b)两股不同料流成型的实心和中空型材的共挤出方法 1—口模 2—外口模 3—内口模 4—模芯 5—定型套 6—熔体(不含发泡剂) 7—熔体(含发泡剂) 8—密实外表皮 9—泡沫芯层
(3)低发泡原材料准备 低发泡材料是在普通塑料原料中加入发泡剂组成的。
1)发泡剂。
①物理发泡剂。常用于发泡管形的薄膜挤出,具有阻燃和无毒的特点,并与高聚物熔体有很好的亲和性。
②化学发泡剂。发泡程度有限(<70%),可得到高密度和中密度泡沫。采用化学发泡剂可使用常规挤出机,而物理发泡剂只能在特殊的直接加气挤出机上通过压力注入到熔体中。硬质PVC异型材、管材、板(片)材都采用化学发泡剂。
化学发泡剂分解温度范围比较窄且稳定,分解速度快且可控制;单位质量的发气量大,分解的气体无燃烧性、腐蚀性和毒性;分解的残余物无色、无臭、无毒,对原料性能无影响;价格低廉,储存时不易分解;发泡剂分解时产生的热量不大;发泡剂及残余物与PVC塑料熔体具有良好的相熔性。
化学发泡剂采用的一般是偶氮二甲酰胺(AC发泡剂)。它在发热超过临界温度时分解,放出惰性气体,起到发泡作用。
偶氮化合物中常用的发泡剂见表1-10,AC发泡剂是其中最常用和最重要的化学发泡剂。
表1-10 偶氮化合物中常用的发泡剂

2)发泡助剂。发泡助剂是促进分解发泡和形成发泡核的物质。很多无机物可作发泡助剂,如醋酸锌、滑石粉、钙、锌金属皂(热稳定防降解兼发泡)等粉状固体。由于均聚PVC的伸长率低,不可能得到密度低于1.0g/cm3的泡沫。为此,可通过加入发泡改性剂(如丙烯酸聚合物、苯乙烯聚合物),使泡沫密度低于1.0g/cm3。改性剂加入后不仅能提高塑化速度,缩短塑化时间,还可提高熔体的强度,抑制过大气泡形成,改善泡孔的质量。
3)树脂。低发泡挤出成型所用树脂主要有RPVC、PS、HIPS、HDPS、PP、ABS等。生产PVC低发泡异型材制品,不仅要求树脂要均匀的塑化成型,而且要求PVC在熔融状态下适合发泡,气泡能够均匀分散在熔体中,泡孔不被挤破。K值为58~65的PVC可用来制造硬质发泡体,最好是悬浮聚合和本体聚合PVC。K值为70~75的悬浮PVC适合制造软质发泡体。
4)其他助剂。
①稳定剂。铅系稳定剂因价格低、容易加工而应用广泛,主要用于室内用的低发泡型材、管材、板(片)材。有机锡稳定剂价格较高,主要用于室外用的低发泡型材、管材、板(片)材。
②润滑剂。使用润滑剂的目的是使PVC低发泡的挤出过程更加容易。在泡沫挤出过程中,熔体应平滑流过型腔,形成光滑、不容易破裂的表面。通常在PVC配方中使用几种润滑剂,几种润滑剂综合,比使用单一润滑剂效果要好。
③改性剂。对PVC型材必须加少量ACR改性剂与PVC进行共混。硬质制品加入ACR改性剂的量为5~8份(质量份)。加入改性剂后不仅能提高塑化速度,缩短塑化时间,还可提高熔体的强度,抑制过大泡孔的形成,改善泡孔的结构。
MBS对低发泡PVC的成型加工和发泡性能也具有较好的促进作用,同时还能改善发泡体气泡外壁的柔软性和熔体的黏弹性,一般用量为8份(质量份)。
④填料 加入填料可大幅降低制品的成本,改善熔体的流动性,提高制品的力学性能。填料在发泡过程中还能起到成核剂的作用,但必须同时加入一定量的填充剂来作成核剂,以便形成均匀的泡孔,使性能提高。这类成核剂主要有二氧化钛、二氧化硅、硅酸钙、氢氧化铝、硅藻土等。如果选用活化处理的轻质碳酸钙或硅酸钙作成核剂,则效果更好,用量一般控制在10份(质量份)以内。
⑤颜料。将颜料或颜料预混物加入到PVC粉末中,通过高速搅拌机与物料混合均匀,用于制造彩色PVC制品,
(4)低发泡挤出成型设备 主要包括混炼设备、挤出机、机头、定径套、冷却装置、牵引装置、切断装置等。
1)挤出机。双螺杆挤出机由于材料滞留时间短、温度分布范围小、发热少、树脂温度容易调节而被广泛应用于硬质PVC低发泡制品的生产中。
单螺杆挤出机由于设备简易、成本低,一些简易和小型低发泡制品使用较多。要求螺杆长径比为L/D=24~26,为抑制发热,压缩比为2.2~2.6较好。注意压缩比不能过高,可以通过控制背压、调节螺杆温度、严控机筒温度,使料斗部位保持低温。使用单螺杆挤出机生产UPVC结皮低发泡型材应满足以下基本要求。
①挤出机传动系统动力要足够大,以保证可以输送高黏度、高弹性的发泡熔体。
②螺杆压缩比为2.5~3,以保证能够产生足够大的熔体料压,阻止熔体在机头内提前发泡。
③挤出机螺杆长径比为24~28,以便PVC干混粉料充分塑化。
④由于选用填料(CaCO3、TiO2等)作为发泡成核剂,而填料加大了熔体加工时对挤出机机筒和螺杆的摩擦挤压力度,所以要求机筒和螺杆耐磨性好,抗腐蚀性强。
⑤由于发泡剂AC分解的固体残渣和升华物中有强腐蚀性的三聚氰酸(氰尿酸),加大了对熔体的腐蚀,要求机筒和螺杆耐磨性好。
2)机头口模。机头内的流道设计很重要。机头流道应呈流线型,且机头流道到出口的断面要缓慢缩小,若中间有急剧变化会引起膨胀发泡。机头口模设计基本要求如下。
①机头流道设计合理,流速均匀,无死角,口模定型段短,且要抛光、镀铬。
②机头的温度控制精度高,温度高低调节方便快捷。
③机头强度好、刚性高、承受压力高且可调,能防止熔体提前发泡。
④耐腐蚀能力强,抗磨损性能好。
3)定型套及冷却装置设计的基本要求。
①结皮低发泡塑料层传热性差,必须配套足够的冷却装置。
②真空定型能力高,真空度可调。
③真空定型模的型腔表面应光滑,表面粗糙度值在0.4以上。
④考虑到结皮发泡塑料层的收缩,应留出一定的收缩余量。
4)牵引装置。由于型材在定型模内会发泡膨胀,所以牵引机的功率要大,一般采用履带牵引机,特殊形状要求履带胶块表面形状与制品一致,以增大接触面积,防止打滑和变形。
5)切割装置。切割装置与异型材和管材切割设备基本相同。
(5)低发泡挤出成型工艺
1)工艺流程。低发泡制品挤出工艺流程包括原材料配置、挤出发泡、成型和冷却定型,如图1-62所示。
2)工艺过程。
①混合。在PVC硬质发泡料配方中,稳定剂、润滑剂、化学发泡剂、填料和颜料与PVC在高速混合机中一起混合,当温度达到85℃时,再加入发泡助剂、交联剂,也可以加入一些催发剂,继续混合直到原料达到110℃。然后转到低温混合机中混合,冷却到40℃。
②造粒。如果用单螺杆挤出生产必须先造粒才能生产。造粒要求颗粒整齐,没有发泡,造粒螺杆转速应控制在20~40r/min。
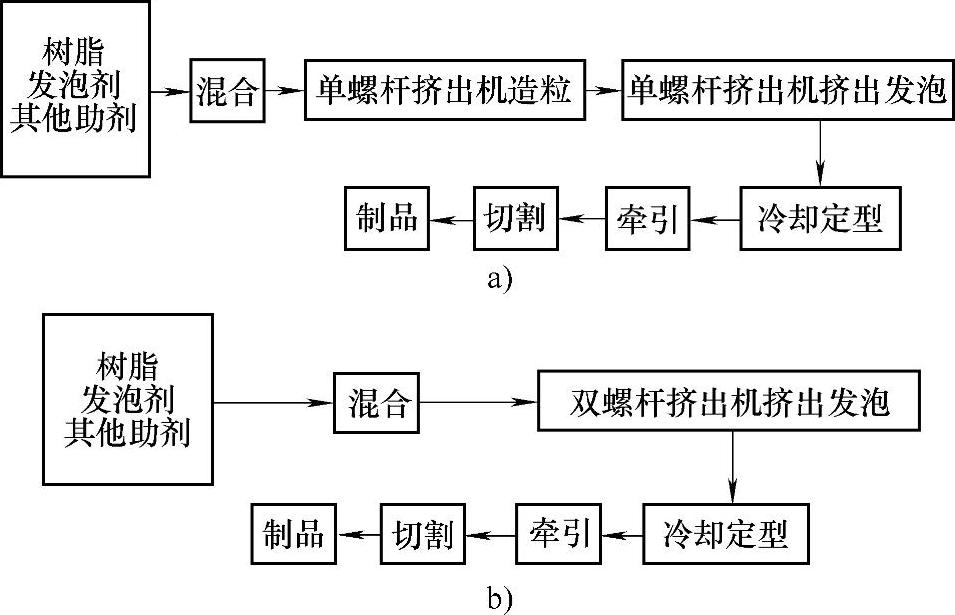
图1-62 低发泡异型材挤出工艺流程
a)单螺杆挤出机生产 b)双螺杆挤出机生产
3)挤出工艺。低发泡成型工艺条件见表1-11,生产厚度为10mm的硬质PVC低发泡板材的主要工艺参数见表1-12。
表1-11 低发泡成型工艺条件(单位:℃)

表1-12 生产厚度为10mm的硬质PVC低发泡板材的主要工艺参数

4)冷却定型。冷却水温度控制在18~25℃,真空度压力为0.05~0.07MPa。挤出速度应稍小于牵引速度,以保证型坯充满定型模型腔。
5)切断与收集。和异型材、管材切割与收集相同。
(6)用多孔机头制造合成木材 采用多孔机头制造合成木材的基本方法如图1-63所示。
1)合成木材的制造方法。从多孔模唇挤出很多发泡细条,如图1-63a和图1-63b所示。在集束状态下使它们熔融黏附后通过定型模,由此制得具有直线木纹状的发泡体。改变具有很多小孔的机头模唇的定型段长度,可使内部和外表部的发泡倍率发生变化。使模具最外边的多数小孔截面形状呈偏平倾斜,并进行集束挤出时,由于邻近树脂细条的两侧边缘叠合,因此可制造外观美丽的合成木材。
2)带年轮状合成木材的制造方法。如图1-63c所示,该方法的机理是多根挤出筒状体加压成型为截面有年轮状合成木材。由这一方法制得的发泡体,在各筒体的接触界面处以及各筒状体的内外两个表面皮层相互受压粘合,成型为多圈环状年轮模样。这种制品不仅截面与木材相似,而且由于存在年轮状皮层而使弯曲强度明显提高。
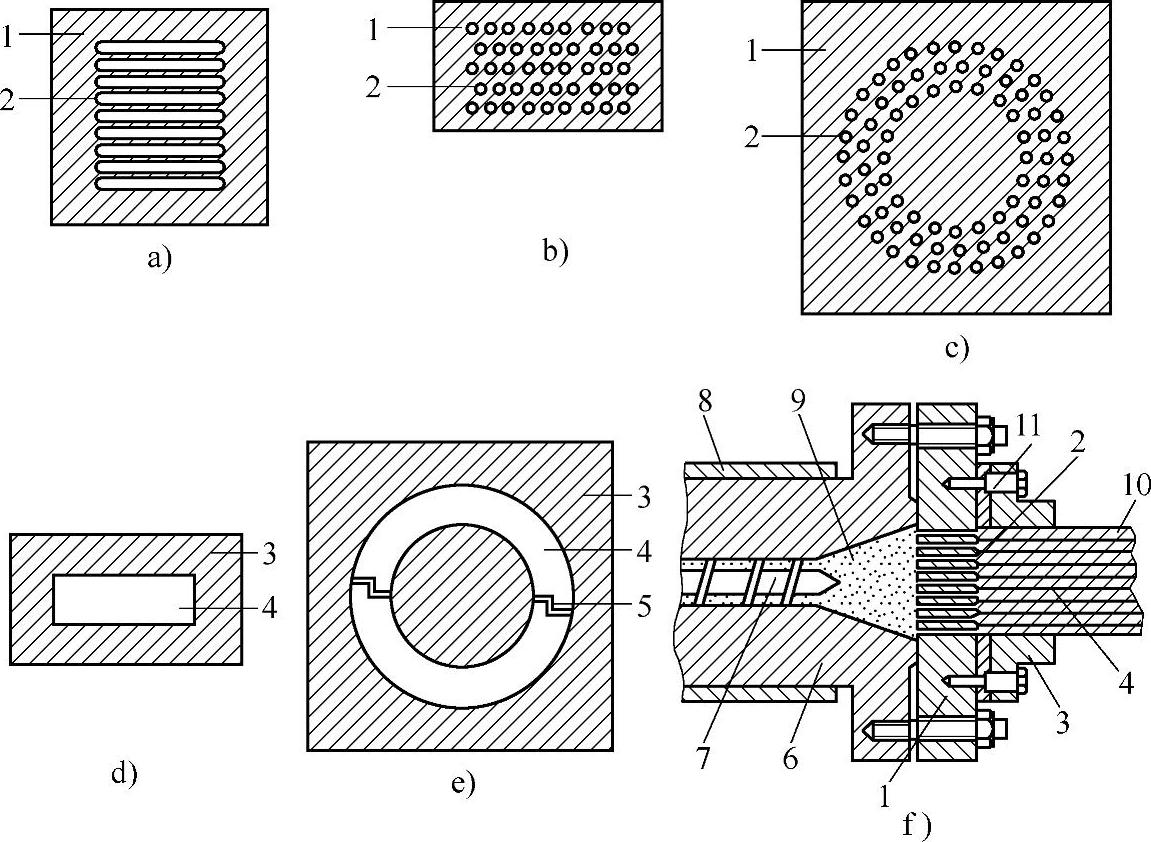
图1-63 采用多孔机头制造合成木材的基本方法
a)多片形口模 b)多排孔形口模 c)管形口模 d)矩形定型模 e)管形定型模 f)挤出成型状态 1—口模 2—模隙 3—定型模 4—型腔 5—模芯支架 6—模唇 7—螺杆 8—加热器 9—发泡体 10—制品 11—隔热垫片
3)带有流动直木纹合成木材的制造方法。在机头挤出端面且与轴线垂直方向上装有可移动的带状移动模唇,它沿纵向往复运动,从而使从带状移动模唇上的小孔中挤出的发泡树脂细条蠕动爬行,形成弯曲且带有流动形态的木纹形状。
(7)低发泡挤出机头的结构特点
1)机头内要形成高阻力,这样可提高物料挤出时的出口压力,从而抑制发泡体在机头内的增长。
2)模唇在开始设计时可设计得小一点,以便于试模以后的修改。如果流动截面较大,为了均衡匀速的流动,可设置节流和调整装置。
3)机头与定型模之间的距离应尽量小。距离小不仅制品表面光滑,而且不易形成多孔的粗糙表面(熔体破碎效应造成的)。定型模温度高,发泡体密度低:定型模温度低,则发泡体密度高。
4)由于发泡体导热性差,制品壁又较厚,所以发泡型材需要比非发泡型材冷却更长的时间,需要的冷却槽也更长。
5)由于熔融材料内部含有挥发性气体,因此如果在机头内局部流道面积急剧变大,则物料在这一部位就会产生急剧膨胀,这样容易产生制品壁厚不匀和密度不匀等现象。所以机头内部的树脂流道截面应逐渐缩小,并在机头前端到达极限。由于机头模唇的定型段极短,为使机头前端增压,也广泛采用设有鱼雷头的机头结构。
6)由于低发泡熔体的膨胀率极大,形状变化也大,因此与非发泡相比,修正模唇所需时间更多。低发泡聚氯乙烯在具有普通截面(宽与高之比约为5)的机头内,厚度方向的膨胀率为60%~100%,宽度方向的膨胀率为10%~30%。由此可从所需异型材制品的尺寸计算出模唇的尺寸。定型模设置在离机头25~300mm处。制品形状随牵引速度的不同而变化。
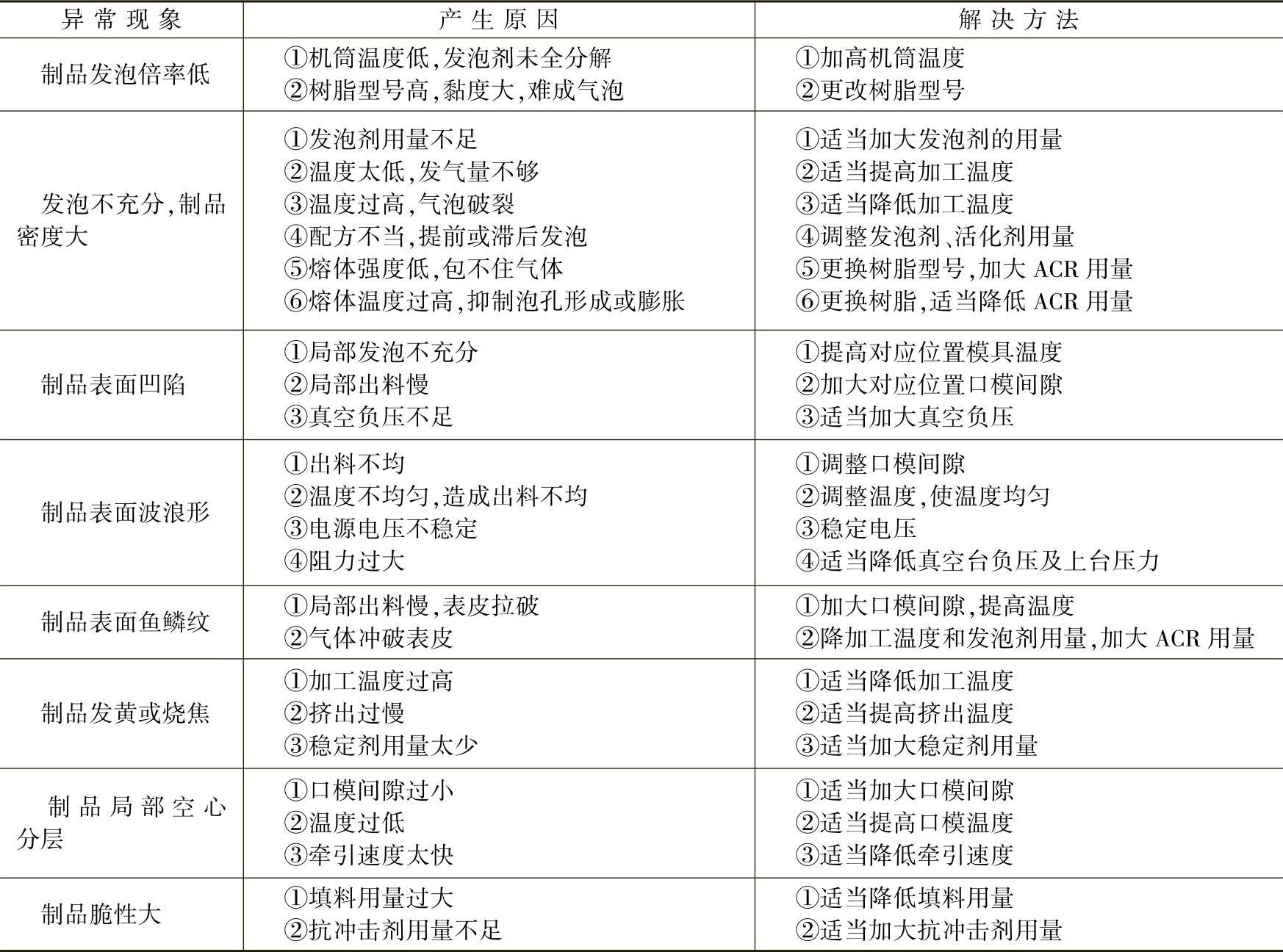
(8)木塑低发泡型材生产中异常现象、产生原因及解决方法(见表1-13、表1-14)。
表1-13 木塑低发泡型材挤出成型中的异常现象、产生原因及解决方法
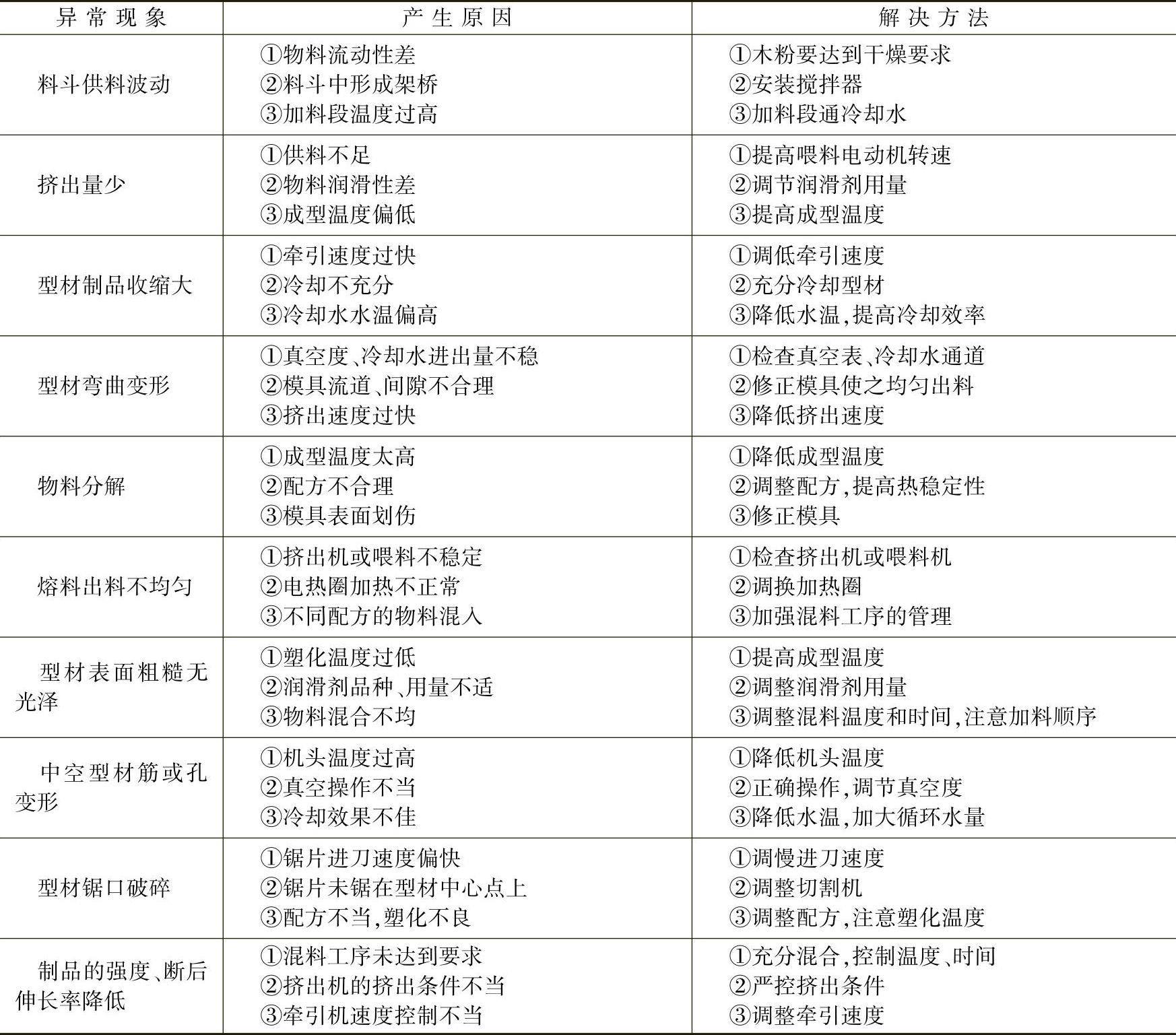
表1-14 结皮法UPVC低发泡型材生产中异常现象、产生原因及解决方法

聚氯乙烯结皮发泡棒材的生产工艺流程:配料→高速热混→冷混→挤出→发泡→冷却定型→牵引→定长切割→翻转堆料→检验→成品入库。PVC结皮发泡棒材挤出成型生产线如图7-8所示。结皮发泡制品挤出成型的关键是使发泡剂的分解、气泡核的形成、气泡核的膨胀和泡体的固化定型与PVC树脂的塑化及成型过程相适应。......
2023-06-15

合成纤维的生产成型温度相对较高,整个挤出机机筒上要有良好的保温隔热措施。③合成纤维挤出成型与塑料单丝挤出成型所使用的挤出机和机头基本相同,只是成型合成纤维的挤出机的保温、隔热要求严格,机头喷丝板孔的直径也稍小。喷丝头组件中的精密齿轮泵使熔体从喷丝板中喷出,形成纤维,然后通过冷却系统进行冷却,上述过程称为挤出成型区,简称Ⅰ区。......
2023-06-15

塑料异型材挤出是由一条生产线来完成的,生产线包括单、双螺杆挤出机、异型材机头、真空定型装置、风冷或水冷却装置、牵引装置、切割装置、堆料装置或料台等。当型材断面积小,每米重量小于250g时,只能用单螺杆机生产;型材截面积大时,建议选用双螺杆挤出机。3)异型材用双螺杆挤出机时,可直接用混合搅拌均匀的粉料挤出成型,但机筒温度控制和单螺杆挤出机不一样。......
2023-06-15
棒材挤出成型生产线HDPE实心硬棒挤出成型生产线如图7-6所示,它由挤出机、机头、隔热垫圈、冷却定型套、冷却水槽、牵引机、切断装置、制品堆放架等组成。不同塑料挤出成型棒材的收缩率见表7-2。根据试验数据,直径40~120mm的聚酰胺1010连续挤出棒材的收缩率为2.5%~3.0%。①棒材的冷却定型模与挤出机头紧密相连,连接处要加隔热垫圈。但应注意温度高于250℃时易变形损坏。不能夹得过紧,否则阻力过大棒材挤不出口模,会造成胀死在定型模腔内。......
2023-06-15
定径套的长度应保证管材在套内停滞期间冷却到玻璃化温度以下,以确保圆度。这时定径套内径的选取主要考虑塑料管材定型后的收缩率波动。定径套外径应设计成锥形,其斜度为0.6%~1.0%,适用于直径大于30mm的管材。定径套外径应比管材内径放大2%~4%,这样有利于内径尺寸公差的控制,可使挤出的管材内壁贴紧在定径套外壁上,而且可有效地降低表面粗糙度。管材定型后的收缩波动也在此范围内得到补偿。......
2023-06-15
挤出成形是一种利用挤出机把热塑性塑料连续加工成各种截面形状制品的方法,主要用于管材、棒材、线材、薄膜、电线电缆和异形截面型材的加工。挤出成形是塑件成形的主要方法之一,在塑件成形生产中占有重要的地位。......
2023-06-24

机头是挤出机的成型部件,它主要包括机头体、分流器、分流器支架、芯棒、口模、调节螺栓等。2)按机头内压力大小分类。3)按挤出制品的形状分类。管材挤出成型机头主要是挤出软质和硬质圆形塑料管状制品,另外还有塑料与塑料、塑料与金属复合管状制品。板与片的挤出成型模具主要指机头,定型在辅机中进行。又称电缆挤出成型机头。棒材一般是指实心的圆棒、方棒、多角棒等,挤出成型模具包括机头和定型模套。⑨坯料挤出机头。......
2023-06-15

图7-31所示为直角式单丝机头结构,它主要用于聚氯乙烯单丝挤出成型生产。图7-30 直通单丝机头结构1—机头体 2—熔体过滤器 3—支承隔板 4—加热带 5—喷丝板图7-31所示为直角式单丝机头结构。以下我们以生产聚乙烯单丝的技术参数对机头及喷丝板进行介绍。从喷丝板出来的单丝温度很高,聚乙烯可达300℃。表7-7 单丝直径与喷丝板孔径关系......
2023-06-15
相关推荐