合成纤维的生产成型温度相对较高,整个挤出机机筒上要有良好的保温隔热措施。③合成纤维挤出成型与塑料单丝挤出成型所使用的挤出机和机头基本相同,只是成型合成纤维的挤出机的保温、隔热要求严格,机头喷丝板孔的直径也稍小。喷丝头组件中的精密齿轮泵使熔体从喷丝板中喷出,形成纤维,然后通过冷却系统进行冷却,上述过程称为挤出成型区,简称Ⅰ区。......
2023-06-15
1)配置新型激光测量仪,连续监测型材尺寸,并根据结果调整牵引机和挤出机速度,从而有效地保证质量。
2)在自动生产线装一个德国公司生产的C4微信息处理机。该处理机包括一个用于远程误差分析的存储器,它可以通过调质解调器或网络服务器从用户机器将操作数据传送到服务中心,这样可以监控转矩、熔体压力、温度和牵引速度等参数,以便更好地控制质量和产量。
管材的自动控制工艺流程如下:

图示工艺流程线路图是浙江省迈得自动化公司生产的医用一次性输液导管自动化生产线的流程图,它选用德国西门子公司生产的软件,配套光学测径仪LS-7030M测量头,可自动测量管子的外径、内孔、壁厚公称值及公差值,并自动显示在显示屏幕上。
①可以利用牵引机的线速度与对应直径值来设定参数值实现闭环控制,牵引机配速度传感器,当直径值发生波动时,通过软件的联动,使牵引速度微调自动修正误差,在调试过程中要先把相关技术参数设定准确。
②也可以利用螺杆的转速与导管直径波动变化值微调螺杆速度传感装置来实现闭环联动控制,确保导管直径保持在公差范围内。
③还可以用挤出压力或流速流量与标准直径,再应用精密熔体齿轮泵,依据压力或流速流量传感装置实现闭环全自动控制。当直径大小波动时,微调精密齿轮泵转速来控制尺寸。
④用先进的加料装置实现自动控制。先进的计量加料技术,就是通过对进入挤出机料斗的加料量进行连续控制,保持挤出过程加料量的一致性和均匀性,达到控制制品米重(或直径)波动在最小的目的。
通常是采用计量失重加料装置来达到尺寸精度偏差在0.5%之内,也有用增重式加料装置。图1-40所示为失(增)重式加料器。

图1-40 失(增)重式加料器
a)失重式计量 b)增重式计量
失重或增重式计量控制系统通过对加料机的控制,达到精确定量加料的目的。失(增)重式计量控制系统通过测定把加料量实际值与设定值作比较,并不断调节加料机的加料量,实现精确加料。图1-41所示为计量控制系统控制流程图。
从图示可以看出传感器采集实际加料流量,然后反馈给控制器,再与设定值作比较,如果实际值小于设定值,控制器就增加加料机的转速,反之就减少加料机的转速,从而使实际值与设定值接近,因此传感器的精确度和采样速度与控制的精度密切相关。实时的加料流量靠重量的减少来测定,这种计量方法称失重式计量。失重式加料机,其机械形式有螺杆式、皮带式、振动盘式、计量泵(液体)等,它们均可采用失重式控制得到精确加料。
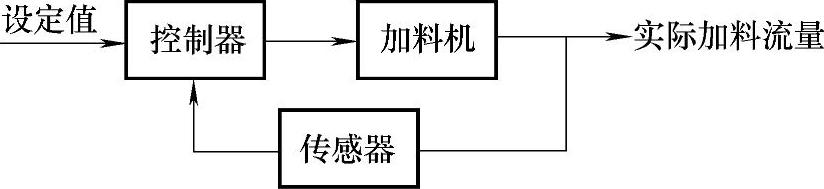
图1-41 计量控制系统控制流程图
失重式加料在HDPE燃气管生产线、室内外冷热水管材高速生产线、薄膜挤出生产线、PC板材挤出生产线都得到广泛应用,并获得显著经济效益。
管材生产线的在线测径,是为了严格控制管材径向壁厚的均匀以及外径公差。测径测厚装置,一般采用超声波技术和激光技术。超声测径测厚装置需要附加一个短的浸泡水槽,并且要用纯净水。也有采用射线或红外线的测径测厚装置,这类装置结构较简单,测径测厚装置的显示精度为0.001mm。图1-42所示是德国SIKORA(西科拉)公司生产的在线壁厚检测系统的可视化界面,图中右侧四格,从上到下依次表示的是管材内径、管材外径、壁厚公差、公称壁厚。
在管材实际生产中,测径测厚装置通常在开机时使用。通过它在管材走出真空水槽后就可知道管材直径和壁厚是否符合要求,以及时地调整机头或者牵引速度。如果无测径测厚装置,操作人员需在生产线的末端,也就是在生产数十米后从末端锯下一段进行测量,再去调机头,调牵引速度,既浪费时间又浪费原材料。如果有测径测厚装置,又配置了失重加料装置,就可以保持管材几何尺寸的稳定。如果再安装了此方面的软件,通过传感器闭环联动,就可实现自动控制,确保生产过程中制品的质量稳定。在流延膜和板、片材生产中,利用机头配置的精密齿轮熔体泵的联动,通过传感器的作用实现闭环联动控制,实现自动调节。
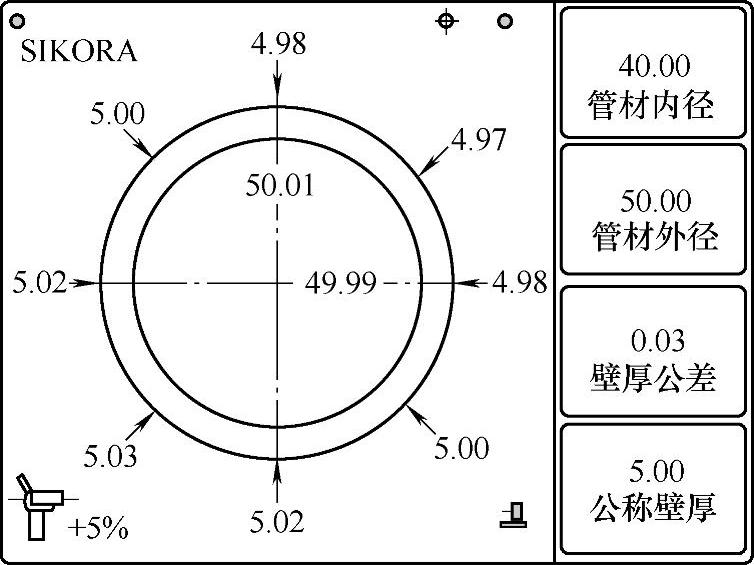
图1-42 在线壁厚检测系统可视化界面
⑤全数字直流电动机调速器在自动调节中的应用。全数字直流电动机调速器的操作面板如图1-43所示。这是我国(四川英杰电气有限公司)开发的产品,是模拟式直流电动机调速器的换代产品,用在挤出机大速比无级调速的直流驱动系统上。它功能齐全,性能稳定,完全代替了进口产品。低速大转矩输出的稳定性是挤出机调速器最重要的性能指标,它可确保挤出流量均匀。M3R10系列产品具有功能完善(满足多种需要的控制、通信、信息查询和功能保护)、调速精度高、性能稳定、中英文人机界面等优点,所有的控制、调节、监视及附加功能都由微处理机实现,软件功能模块功能齐全、检测和保护功能完善,自带操作面板、LCD中文显示,方便的参数设定、监测。多种速度给定方式和开关量给定是通过上升、下降软件模块实现。三种速度反馈方式:①电驱电压反馈。②测速机反馈。③脉冲编码器反馈。有多路可编程开关量和模拟量输入、输出。用操作面板可对调速器进行参数设定、状态监控等操作。

图1-43 全数字直流电动机调速器的操作面板

合成纤维的生产成型温度相对较高,整个挤出机机筒上要有良好的保温隔热措施。③合成纤维挤出成型与塑料单丝挤出成型所使用的挤出机和机头基本相同,只是成型合成纤维的挤出机的保温、隔热要求严格,机头喷丝板孔的直径也稍小。喷丝头组件中的精密齿轮泵使熔体从喷丝板中喷出,形成纤维,然后通过冷却系统进行冷却,上述过程称为挤出成型区,简称Ⅰ区。......
2023-06-15

定径套的长度应保证管材在套内停滞期间冷却到玻璃化温度以下,以确保圆度。这时定径套内径的选取主要考虑塑料管材定型后的收缩率波动。定径套外径应设计成锥形,其斜度为0.6%~1.0%,适用于直径大于30mm的管材。定径套外径应比管材内径放大2%~4%,这样有利于内径尺寸公差的控制,可使挤出的管材内壁贴紧在定径套外壁上,而且可有效地降低表面粗糙度。管材定型后的收缩波动也在此范围内得到补偿。......
2023-06-15
出风口与薄膜间的径向距离应调节到最佳长度,以得到最好的风速。图2-3 冷却水环结构1—冷却水槽 2—定型管溢流式水冷定型环的内径,主要根据薄膜规格和塑料的性能决定。图2-6 管泡内热交换器式空气内冷装置1—电风扇轴 2—热交换器 3—内风环 4—外风环图2-7 膜泡直径的定径框篮孔线控制系统1—定径框 2—监控阀 3—调节器 4—挤出机 5—节流阀 6—真空式鼓风机 7—外空气调节阀(3......
2023-06-15

仿木挤出概述 木塑制品是植物纤维和树脂(塑料)的一种复合材料。2)仿木纹型材六个关键技术。在木塑制品中木塑纤维起增强强度及降低成本的作用。加入助剂对改善木塑制品性能非常明显。木塑制品对挤出机的要求 木塑制品的生产都需要先造粒的二步法生产。聚烯烃类木塑制品用平行同向双螺杆挤出机造粒,用单螺杆机成型,通常用销钉螺杆挤出。1)单螺杆挤出机。5)双阶挤出机。......
2023-06-15

在挤出机的结构和塑料品种及制品类型已确定的情况下,挤出速度只与螺杆转速有关,调整螺杆转速是控制挤出速度的主要措施。挤出速度直接影响塑料制品生产能力的高低。表3-2 几种常用塑料管材的挤出成型工艺参数(续)......
2023-06-15
图3-24所示为PVC波纹管挤出机头结构,图3-25所示为波纹管成型原理。图3-23 直角式软管挤出机头1—芯模 2—机头体 3—口模 4—并紧帽 5—颈接图3-24 PVC波纹管挤出机头结构1—气塞棒 2—口模 3—锁母 4—分流锥支架 5—调节螺钉 6—机头体 7—进气管 8—芯轴 9—芯棒图3-25 波纹管成型原理1—波纹管 2—成型模具 3—口模 4—芯棒图3-26 筛孔式机头双层异形式机头 其挤出原理如图3-27所示,此种机头可用直通式结构,但采用筛孔式结构更好。......
2023-06-15

棒材挤出成型生产线HDPE实心硬棒挤出成型生产线如图7-6所示,它由挤出机、机头、隔热垫圈、冷却定型套、冷却水槽、牵引机、切断装置、制品堆放架等组成。不同塑料挤出成型棒材的收缩率见表7-2。根据试验数据,直径40~120mm的聚酰胺1010连续挤出棒材的收缩率为2.5%~3.0%。①棒材的冷却定型模与挤出机头紧密相连,连接处要加隔热垫圈。但应注意温度高于250℃时易变形损坏。不能夹得过紧,否则阻力过大棒材挤不出口模,会造成胀死在定型模腔内。......
2023-06-15

光学和电磁测量装置主要用于测量挤出产品的外形尺寸,而另四种测量装置主要用于测量制品的壁厚。气动测量仪非常灵敏,在0~2mm范围内灵敏度很高,它适于需记录压力信号的生产线控制,或当厚度超出限定值时,用此操纵报警器及时报警。图10-14 气动测量仪原理非接触式测量技术 在自动化挤出生产线上,非接触式直径、厚度测量已广泛使用。γ射线和高频χ射线具有较高的穿透能力,既可用于高达40mm的厚制品,也可用于3~5mm的较薄制品。......
2023-06-15
相关推荐