1.防误闭锁操作功能1)五防内容智能变电站可通过站控层操作员工作站对可控的电气设备进行控制操作。监控系统的操作员站主机与微机五防系统的主机相互独立,两者通过串口连接。由于 IEC-61850 规约是一个普遍通用的规约形式,而且接口统一,因此只需要将五防系统主机以太网口和操作员站主机以太网口共同接到监控网交换机上,就可以实现数据的交互。......
2023-06-28
精密挤出的产品有极高的附加值和利润,它是高效率、高质量的生产方式。例如光导纤维、医用导管等产品的直径都有严格要求,挤出系统要配置精密齿轮熔体泵,以确保熔体挤出流量和压力的稳定。同时还要配置在线壁厚和直径测量装置,以实测显示数据为依据,对挤出机螺杆转速和牵引速度实现闭环控制。精密挤出对温度的控制要求精度达到±1℃,对真空度的稳定性要求也非常高。精密挤出的管材壁厚误差可控制在2%以下,而通常的挤出管材壁厚误差一般为10%。精密挤出主要用在医用导管的生产上,而医用导管主要应用在心脏内外科、脑系科、泌尿科、妇科、儿科所使用的各种介入导管,以及各种插管、一次性注射输液管等,是一种发展迅速、消耗量大、技术要求高的大批量一次性使用产品。为实现挤出过程的精密化,必须建立具有精密计量、塑化、成型、控制等功能的精密挤出成型系统。一方面,应用精密挤出成型可以显著提高产品的精度和质量,满足高速包覆电线电缆、精密医用软管、双向拉伸薄膜、复合共挤薄膜等高精密度的高新技术产品的生产要求。另一方面,通过精密挤出成型技术可提高产品壁厚的均匀性,保证产品的合格率,减少树脂的浪费,降低生产成本,增加生产收益。由于产品质量的提高,更容易实现自动流水线生产。
精密挤出生产线的主要特点和应用装置的配套选择方法如下。
1)熔体齿轮泵的稳压系统。熔体齿轮泵是最有效的稳压装置。对尺寸精度要求高的产品,可选择进口目前国际先进水平的熔体齿轮泵作为稳压装置。采用熔体齿轮泵后,管材轴向尺寸的波动可以降低80%~90%。对热稳定性较差的塑料,如聚氯乙烯、聚氨酯等,则不能选择熔体齿轮泵,以防止加工过程中材料降解。另外,由于进口熔体齿轮泵的价格较高,所以不能过分依赖进口。为了解决挤出成型系统的挤出稳定性,可采用熔体齿轮泵与挤出机串联使用。
2)并联式稳压装置的稳压系统。如图1-26所示,并联式移动装置具有结构简单、稳压效果显著、造价低廉的优点。可以将管材轴向尺寸的波动降低70%以上。并联式稳压装置对热敏性材料同样不适用,加工热敏性材料的医用导管需要采用其他形式的稳压系统。并联式稳压装置适合中等精度导管的生产。采用并联式稳压装置,可以消除83%~91%的压力波动和挤出流速波动。
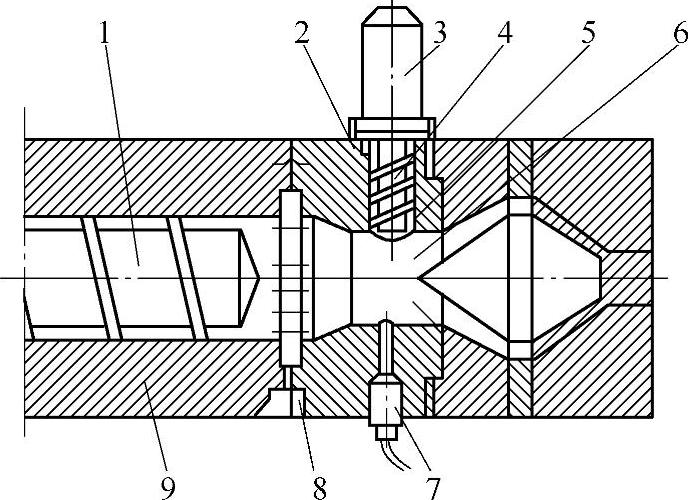
图1-26 并联式稳压装置
1—挤出机机筒 2—溢流孔 3—稳压螺杆驱动装置 4—稳压螺杆 5—稳压熔体流道 6—机头流道 7—压力传感器 8—连接螺栓 9—挤出芯轴
3)锥体座套式压力控制装置。锥体座套式压力控制装置如图1-27所示。锥形螺杆头与锥形套筒间形成的熔体流道就像一个阀门,螺杆在机械或液压装置的推动下进行轴向移动,此时阀门的开度、螺杆锥形头部与机筒上的锥形套筒之间的间隙就会改变,使挤出流量得到控制。
4)螺钉型阀门装置。螺钉型阀门装置的结构如图1-28所示,通过对调节体的旋入深度的调节,可以改变挤出机头流道阻力的大小,达到调节流量的目的。
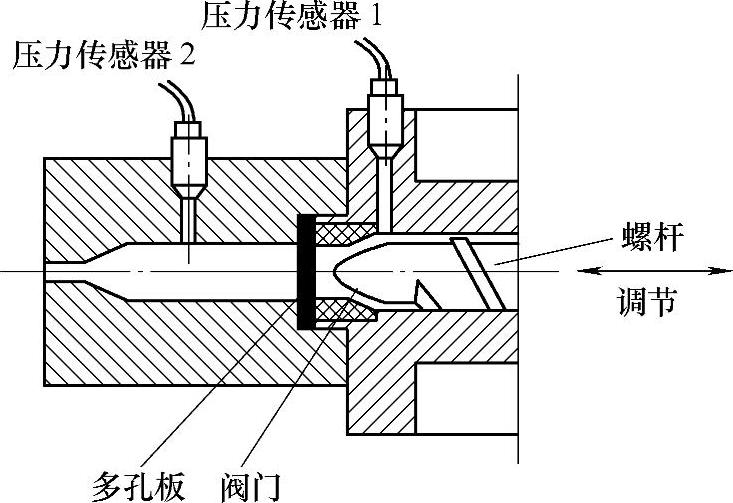
图1-27 锥体座套式压力控制装置
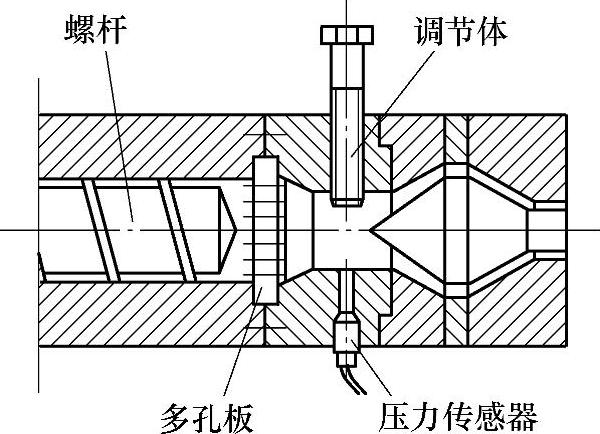
图1-28 螺钉型阀门装置的结构
5)多环活动阀门式稳流装置。多环活动阀门式稳流装置的结构如图1-29所示,该装置的工作原理与锥体座套式压力控制装置完全相同,只不过在螺杆头部开设了若干个环型槽。环型槽与固定在挤出机筒上的环形座形成了多个阀门。
6)鱼雷头移动式稳流装置。鱼雷头移动式稳流装置的结构如图1-30所示,可轴向移动的鱼雷头置于机头入口处,当挤出机头内的压力发生波动时,移动鱼雷头可以改变流道阻力,达到调节流量的目的。
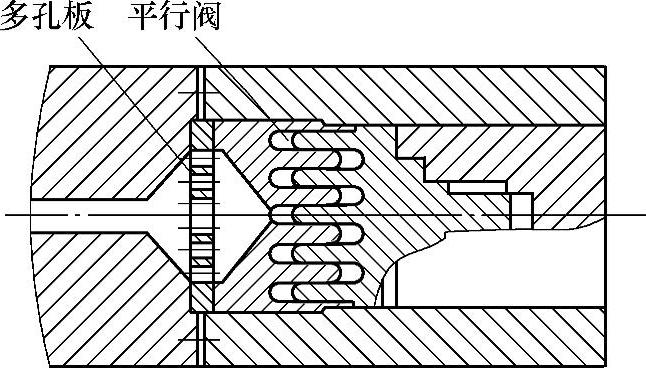
图1-29 多环活动阀门式稳流装置的结构

图1-30 鱼雷头移动式稳流装置的结构
7)稳压-稳流型挤出模具。对热稳定性较差的材料,不适于采用熔体齿轮泵和并联式稳压系统,可以采用稳压-稳流型挤出模具,以提高导管轴向尺寸的稳定性。
①阻力可调节机头。挤出流量的波动会引起制品轴向尺寸的波动,这种波动可以通过调节机头流道的阻力来加以平衡。阀式阻力可调节机头的结构如图1-31所示。
②稳流调节式机头。稳流调节式机头的结构如图1-32所示。其工作原理是当在线测量仪器测试到挤出流量发生波动时,微处理器就会给伺服电动机发出动作指令,通过传动系统驱动阻力调节环沿轴向位移。由于阻力调节环的位移,使机头阻力发生变化,起到了稳定挤出流量的作用。
③口模间隙自动调节机头。图1-33所示是一种广泛使用的热螺栓式机头口模调节装置。其原理是在膨胀螺栓外部设有加热器,螺栓长度随温度变化而变化。

图1-31 阀式阻力可调节机头的结构
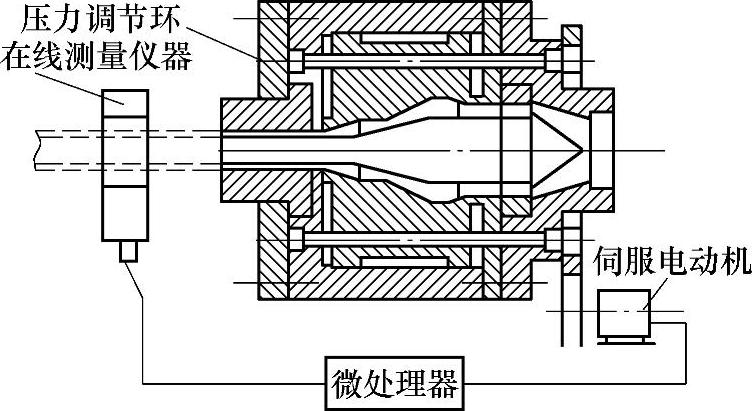
图1-32 稳流调节式机头的结构
8)失重式计量料斗装置。该装置采用精密失重加料系统,加料精度可以控制在±1g,配合在线壁厚、直径检测装置,可以实现挤出机螺杆转速和加料装置的闭环控制。
单螺杆精密挤出机的工作无论多么稳定,总会存在波动,这种波动可以通过挤出机的控制系统加以调节。如可以将挤出机的实测产量与挤出机的螺杆转速或牵引速度形成闭环,提高挤出制品的轴向尺寸精度。但由于挤出制品的产量很难测定,人们开发出了失重式计量料斗,其结构如图1-34所示。该料斗较好地解决了挤出产量的在线测量问题。
失重式计量料斗上装有称重传感器,通过测量单位时间内料斗重量的减少量,可以得到挤出机的即时产量。挤出机的PLC控制系统可以根据失重式计量料斗得到的挤出产量,实现挤出产量与牵引机转速的闭环控制。采用失重式计量料斗,可对制品的米重进行精密控制。在普通生产线挤出工作时,牵引机的牵引速度保持不变,制品的米重随挤出机产量的波动而变化。制品的米重基本上保持不变。采用失重式计量料斗控制挤出制品的米重,不但可以提高制品的壁厚均匀度,而且可减少原材料的浪费。
9)配备高速带式牵引机、高速双工位自动切换收卷机、高速无屑切断机。
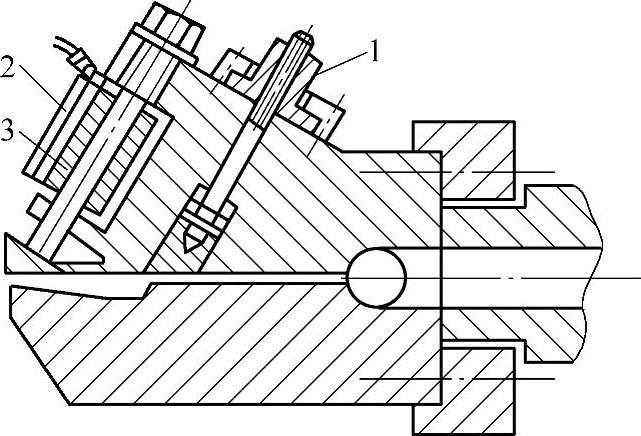
图1-33 热螺栓式机头口模调节装置
1—阻流调节器 2—加热器 3—膨胀螺栓

图1-34 失重式计量料斗结构
10)应用统计过程控制系统。它是根据统计学模型,对过程参数进行统计学处理和分析,实现对过程精密控制的方法。该方法是一种基于预先预测过程发展趋势的先进控制方法,可比常规的逻辑程序控制方法大幅提高控制精度80%以上。

1.防误闭锁操作功能1)五防内容智能变电站可通过站控层操作员工作站对可控的电气设备进行控制操作。监控系统的操作员站主机与微机五防系统的主机相互独立,两者通过串口连接。由于 IEC-61850 规约是一个普遍通用的规约形式,而且接口统一,因此只需要将五防系统主机以太网口和操作员站主机以太网口共同接到监控网交换机上,就可以实现数据的交互。......
2023-06-28

解决多址接入问题的方法叫多址接入技术。多址接入方式的数学基础是信号的正交分割原理。图10.21FDMA、TDMA 和CDMA 示意图目前在无线通信中应用的多址方式有:频分多址、时分多址、码分多址以及它们的混合应用方式等。图10.24TDMA 帧结构从图可看出,TDMA 帧是由若干时隙组成的,每一帧都是由头比特、信息数据和尾比特组成。......
2023-06-26

超临界流体具有与液体相近的密度,黏度较低,扩散性好,这使得其与高分子熔体在工业生产条件下的混合成为可能。2)将超临界流体作为发泡剂给工业化生产增加了很大的难度。如CO2的临界温度为31.3℃,临界压力为7.37MPa,尽管这是可以实现的,但所需设备将变得复杂,在将超临界流体加入到塑料熔体起到发生发泡为止这一段时间、区间内,流体必须始终处于其温度和压力的临界点之上,这使得加工工艺十分复杂、更难控制。......
2023-07-02

反应挤出是采用挤出机连续完成单体的聚合,以及原有聚合物改性的工艺过程。2)反应挤出技术的缺点。其中脱挥分段位置和长度是双螺杆反应挤出机的关键。目前,聚合反应挤出机用双螺杆挤出机多为全啮合式双螺杆挤出机,而且同向旋转啮合式平行双螺杆挤出机较多。典型双螺杆挤出机工艺参数为螺杆转速小于400r/min,螺杆直径为20~30mm,L/D=30,物料平均停留时间为1~2min,其中螺杆转速是反应挤出的重要工艺条件。......
2023-06-15

焊接结构因用途不同而有多种形式,其焊接工艺方法、生产条件和生产过程也不尽相同,但其必备条件包括以下内容:1.生产准备生产准备包括审查和熟悉施工图样,了解技术要求,进行工艺分析,制定整个焊接结构生产工艺流程、工艺评定及确认工艺方法,制定工艺文件及质量保证文件,订购技术材料及有关的焊接、涂装用辅助材料。......
2023-06-15

图5-80 生物微阵列a)玻片上的DNA阵列 b)玻片上的蛋白质阵列 c)尼龙膜上的蛋白质阵列在非接触式打印成形中,常用的是喷墨打印自由成形。图5-81是上海富奇凡机电科技有限公司生产的DYS系列生物微阵列自由成形系统。图5-81 富奇凡公司生物微阵列自由成形系统a)系统照片 b)压电式喷头照片 c)压电式喷头结构示意图DYS系列生物微阵列自由成形系统有如下特点:1)采用自主专利的非接触式压电陶瓷微滴喷头。......
2023-06-15

前一年,这张栅网的主人发现刺网拦截了鲥鱼渔源,还跟刺网的主人大打出手。原来刺网安置在栅网的正下方,鱼群一来就会先碰上刺网。刺网渔人寡不敌众,后来只好在河口的另一端设网,结果收获不佳,咒骂栅网渔人不止。栅网渔人日出时才会去查看渔获,而那时刺网早已收回到渔船上,没有证据可以证明他们的鱼都是在哪儿捕的。......
2023-10-18
图4.11是不同龄期水泥水化物XRD物相分析结果。其中2θ值为18°,d值为4.905处的CH衍射峰强度随龄期变化尤其明显,有研究人员以此峰研究表征水泥水化程度或者水化速率。图4.11图4.11不同龄期水化水泥XRD分析图A—Alite B—Belite CH—Ca2G—AFt C—CaCO3a,b,c和d分别代表龄期为5h、1d、3d和28d......
2023-11-03
相关推荐