棒材挤出成型生产线HDPE实心硬棒挤出成型生产线如图7-6所示,它由挤出机、机头、隔热垫圈、冷却定型套、冷却水槽、牵引机、切断装置、制品堆放架等组成。不同塑料挤出成型棒材的收缩率见表7-2。根据试验数据,直径40~120mm的聚酰胺1010连续挤出棒材的收缩率为2.5%~3.0%。①棒材的冷却定型模与挤出机头紧密相连,连接处要加隔热垫圈。但应注意温度高于250℃时易变形损坏。不能夹得过紧,否则阻力过大棒材挤不出口模,会造成胀死在定型模腔内。......
2023-06-15
(从主机到辅机)
(1)挤出主机调试
1)开机前的准备工作。
①开机前要全面检查所有设备上的螺栓、螺母是否松动,有松动的要拧紧,各运动部位是否加足润滑油,油箱的润滑油是否在规定范围内。
②检查料斗内是否清洁,有无杂物和砂粒、铁屑等。
③检查开机用的原料质量是否合格,粒料大小是否均匀,料是否潮湿,要干燥的料是否烘烤,料内有无杂质,料的牌号是否符合工艺要求,把合格料加入漏斗。部分塑料在生产前的干燥达标要求见表1-5。
表1-5 部分塑料在生产前的干燥达标要求

④确认机筒清洁,无异物卡螺杆后,安装过滤网、多孔板和成套调试的模具。
⑤模具安好后把芯模发热棒、模周边发热圈装好,连接好测温热电偶,并把口模间隙用调节螺栓调整好,使缝隙均匀。
⑦检查主机机头、定型模水槽、牵引机、收卷机或堆放台架在一条中心线上,并中心高度一致,定位固定。
⑧开启电源,给机筒、机头加热,并按工艺要求设定各段温度值,待温度达到设定值时再保持恒温30~60min左右。冬天或气温在12℃以下工作时保持恒温的时间要求1.0~1.5h,使内外温度一致,并稳定各部位温度后才允许开机。
⑨检查辅机,如牵引机、切断机等运转是否正常,用手搬动应活动自如、无杂音,有问题及时修复。起动润滑油泵加油,查看真空定型套安装是否到位,真空管接通是否良好。
⑩检查安全装置和报警装置是否完好,操作场地应无杂乱堆放,行走通畅。螺杆转动方向正确,油、水、气管路畅通,不渗漏,电路有接地保护,重要连接螺栓开机前再拧紧一次。
2)开机操作。
①用手拨动带轮看螺杆转动是否灵活,有无卡滞或存留塑胶是否熔蚀。确认没问题后低速起动螺杆驱动电动机,观察电压表、电流表指针摆动是否正常,螺杆转动是否平稳,各传动部位零件工作声音是否正常,一切正常后才可投料。
②拉开料斗门缓慢均匀投料,在缓慢投料过程中观察电流表、电压表指针变化情况和螺杆转动是否平稳,如无异常现象,可逐渐增加供料量,直到口模出胶料。
③管坯挤出口模后要先观察出料的塑化情况,待熔蚀料均匀正常后,管坯出模成直线型就正常。如管坯是偏斜的要调整口模与芯棒的间隙,先松开管坯薄壁边的调整螺栓,也就是管坯弯曲的方向,再紧管坯壁厚边的调整螺栓,直到管坯直线射出为止。
④开起牵引机和切割机、真空泵电动机,打开水、气、真空开关。
⑤把管坯引向真空套进入冷却水槽,真空定型冷却后,起动切断机,取样检查质量尺寸情况,根据情况再调节工艺参数值。按不同情况对加热温度、螺杆转速、口模间隙、气压、真空度等工艺参数分别调整,直到产品质量完全合格,再起动喷码机或印字机。
⑥稳步提速,先提高螺杆转速,适当提高加热温度,相应同步提高牵引速度,检验产品尺寸是否合格。如还有不合格项再相应调节,直到完全合格,达到高产、优质、稳产的要求。
3)停机操作。
①关闭料斗闸板停止供料,把螺杆转速降到最低。
②关闭机筒、机头加热电源,起动机筒冷却风机。
③待口模不出料、机筒料空时,关闭螺杆驱动电动机、牵引电动机,切断电源。
④关闭压缩空气开关和真空泵及真空开关,关闭冷却水。
⑤把机头从螺杆前端拆下,清理残料,用铜、竹片刮削。清理多孔板、过滤网的残料。
⑥如果机头暂时不用,要清理干净后涂油装配在一起,封严进、出料口,摆放在干燥通风的架子上。
⑦排净水槽积水,关闭总电源和供水总开关。
⑧清理挤出生产线设备和周边环境卫生,整理好工具、产品、剩余原材料。
4)生产中异常现象紧急停机操作。挤出生产运行过程中,有时遇上突然停电或机筒内进入异物导致螺杆突然停止转动的故障,此时处理方法如下。
①立即关闭各电动机开关、电加热开关、供料系统开关或闸门,断开各控制旋钮或调到零位。
②如果机筒内是聚氯乙烯料,或是螺杆因机筒内有金属异物不转动,此时应起动风机降温,并拆卸机头模具,退出螺杆。然后清除模具、机筒、螺杆上的粘料,待故障排除后再安装螺杆和成型模具,重新加、升温,准备继续生产。
③如果机筒内是PP、PE料,只要把各电动机、加热装置和供料系统开关切断,各控制旋钮调到零位,等上电后再按开车程序开机操作。机筒成型模具加、升温达到工艺设定温度后,还要保持恒温2~3h,用手扳动皮带轮应转动灵活正常,起动润滑油泵3min后再低速起动螺杆电动机工作,按正常开机规程操作。
5)挤出成型工作过程的检查事项。
①运行设备运转不正常、局部有响声或有振动,应及时停车找维修人员解决。不要自行在运行中维修或用手拨动运行零件。
②机筒无塑料原料空运转时间不得超过3min,以免造成螺杆磨损。
③在调机调模过程中,操作人员不得面对机筒出口或机头成型口模,防止熔蚀料喷出伤人。
④设备运行过程中,操作人员要经常查看电流表、电压表指针摆动情况,不得长时间超载运行,超载要及时处理排除。
⑤对轴承部位和电动机外壳要用手经常摸一下温度是否过热,过热要及时处理。
⑥机筒要有足够的加热保温时间,不允许机筒塑料未完全熔蚀状态下,或低于工艺温度条件下开机生产。
⑦检查安全护罩安装牢固度,报警安全装置是否准确可靠。
⑧在机器运行中操作者不能离岗,特殊情况离岗可暂停机或找人代管。
(2)挤出辅机牵引机操作调试 常用牵引机由两条履带或橡胶带、直流牵引电动机、调速器、升降电动机、气动调节装置组成。上履带或橡胶带由气缸控制,下履带或橡胶带由直流电动机控制,牵引速度和牵引力矩由直流电动机控制。工作原理是由直流调速器控制牵引速度,用气缸的气动回路控制履带间距的压紧力和松开度,以及一个手轮调节带轮的高度。
1)开机。
①打开气源,并把气源压力调为0.5MPa,小管、薄管气压可调低点。
②按管径要求调节好履带高度和压紧力。
2)停机。
①按下履带放松按钮,把上履带向上升起。
②调节速度按钮,降低牵引速度。
③按下停止按钮,停止牵引电动机运行。
④关闭气源。
(3)挤出辅机切割装置操作调试 飞刀与圆锯片切割大多数都是自动定长切断,其结构与工作原理如下。
1)结构简介。行星自动切割主要由夹紧、切割、旋转、复位、吸尘、翻料几部分组成。夹紧部分包括前上、前下、后上、后下四个气缸(四对履带)。切割部分包括切割电动机、液压泵电动机、油路换向电磁阀、切割锯片、位置行程开关、换向器。旋转部分包括旋转电动机、电磁制动器、旋转定位开关、变频调速器。复位部分包括复位气缸、机械减振器、气动减速装置。
2)工作原理。行星切割分为手动和自动控制两部分。
手动控制时,旋转、吸尘、翻料可单独进行操作。但夹紧、切割部分的控制是有条件的,只有夹紧后才能进行切割,只有当切割完成后才能松开夹紧(当起动切割后,在规定的时间内如果不旋转,则会自动停止切割,松开夹紧)。复位按钮的作用是在动作过程中取消相应的动作,以及在出现故障时进行系统复位。
自动控制时,当控制系统接到切割信号后,各部位动作顺序依次为夹紧气缸动作→切割电动机、液压泵电动机、液压阀动作→测量锯片行程→行程到位→旋转电动机动作→延时松开夹紧→复位→等待翻料→接到翻料信号→翻料→准备下次切割。
切割机的旋转速度可调,可根据所切割的管材直径大小,调整切割机的旋转速度。管径越大,对应的切割机旋转速度越小;反之,管径越小,则对应的切割机旋转速度越快。
切割机的进给量为40mm,切割深度一般为10mm。因此,切割不同管径的管材时,应相应调节切割机进刀液压缸后部的丝杆。否则,会引起切割锯片及切割锯片压紧行程开关损坏,且切割出的管材切口不好,也会将管材划伤。
3)机器参数值。
电源:三相带中性线,380V,50Hz,交流,带保护接地。
最大输入功率:5.25kW。
气源压力:0.45~0.6MPa。
4)操作说明(操作面板如图1-12所示)。
第一排:从左到右分别为长度计量器、旋转电动机速度显示。
第二排:从左到右分别为紧急停止按钮、旋转电动机速度调节。
第三排:从左到右分别为电源指示、系统测试键(系统测试键是乒乓键,按一次为起动,再按一次为停止)、自动∕手动转换开关、复位按钮。当系统的测试程序或动作没有完成时,不能进行自动运行,否则系统可能会发生错误。
第四排:从左到右分别为吸尘指示、夹紧指示、切割指示、旋转指示、堆料指示。
第五排:从左到右分别为吸尘起动∕停止、夹紧起动∕停止、切割起动∕停止、旋转起动∕停止、堆料起动∕停止。各键都是按一次为起动,再按一次为停止。
切割机有自动控制、手动控制和测试三种运行方式。
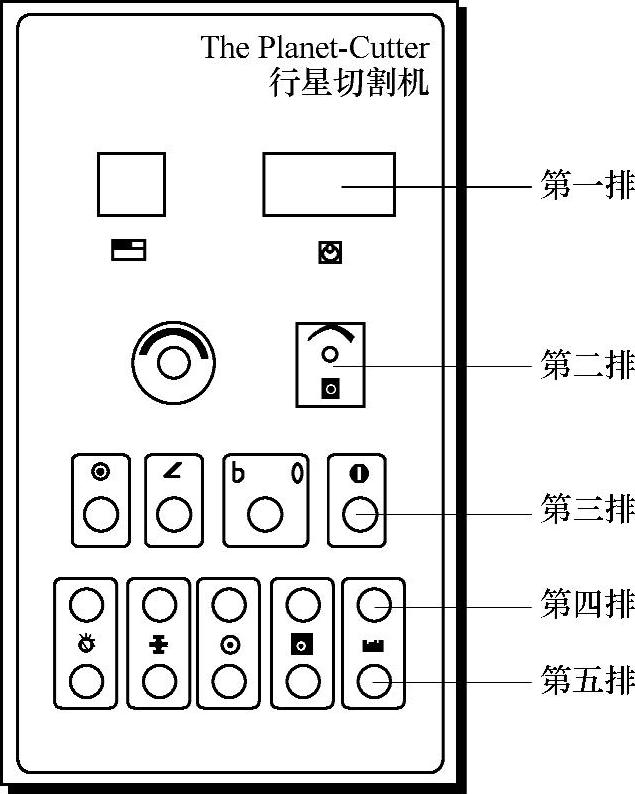
图1-12 切割装置操作面板
①自动控制。当管材达到切割设定长度,夹紧装置夹紧管材移动。2s后切割机、液压泵电动机起动并进刀。又过2s,旋转部分开始旋转,旋转一圈后退刀。再过2s,切割电动机和液压泵电动机停止,夹紧装置松开回到原先位置,推动气缸动作,移动小车回到原先位置。当管材达到堆料设定高度时,堆料气阀动作进行推料,延迟一段时间后复位,等待下次动作。
②手动控制。自动∕手动选择开关置于手动位置。在管材所需切断的位置,依次按下夹紧按钮、切断按钮和旋转按钮。当需要堆料时按下堆料按钮。
③测试。当系统进入测试状态时,可以对夹紧装置、切割装置、旋转装置和堆料装置进行测试。只有自动∕手动选择开关打到手动位置和切割装置在起始位置,系统没有故障报警时,按一次测试键系统才能进入测试状态。测试操作完成并且切割装置在起始位置,按一次测试系统退出测试状态。
a.夹紧装置测试包括夹紧位置、夹紧气缸的夹紧速度及伸缩长度、夹紧气缸中心的安装和夹紧退回位置。
b.切割装置测试包括切割刀的旋转方向、进刀深度、调节油压控制进刀和退刀速度。
c.旋转装置测试包括旋转速度、旋转方向、旋转起始位置和旋转的中心位置。
d.堆料装置测试包括堆料气缸的气压和气缸动作延时时间。
在系统测试状态,“CLAMP”、“CUTTING”、“REVOLUTION”、“PILEUP”按钮是乒乓键,按一次为起动,再按一次为停止。
5)开机和停机操作。
①开机。
a.打开气源开关,调节好气压,一般调为0.45~0.6MPa。
b.闭合电源。
c.释放紧急停止按钮。
d.把自动∕手动选择开关打到自动位置。
②停机。
a.把自动∕手动选择开关打到手动位置。
b.按下紧急停止按钮。
c.断开电源。
d.关闭气源。

棒材挤出成型生产线HDPE实心硬棒挤出成型生产线如图7-6所示,它由挤出机、机头、隔热垫圈、冷却定型套、冷却水槽、牵引机、切断装置、制品堆放架等组成。不同塑料挤出成型棒材的收缩率见表7-2。根据试验数据,直径40~120mm的聚酰胺1010连续挤出棒材的收缩率为2.5%~3.0%。①棒材的冷却定型模与挤出机头紧密相连,连接处要加隔热垫圈。但应注意温度高于250℃时易变形损坏。不能夹得过紧,否则阻力过大棒材挤不出口模,会造成胀死在定型模腔内。......
2023-06-15

硬板生产线 挤出板(片)材生产线由加料器、双螺杆挤出机、机头、三辊压光机、输送装置、两辊牵引机切边装置、纵向圆盘切边机、横向锯切机、板材堆放车组成。塑料硬板挤出成型生产线如图6-2所示。......
2023-06-15

合成纤维的生产成型温度相对较高,整个挤出机机筒上要有良好的保温隔热措施。③合成纤维挤出成型与塑料单丝挤出成型所使用的挤出机和机头基本相同,只是成型合成纤维的挤出机的保温、隔热要求严格,机头喷丝板孔的直径也稍小。喷丝头组件中的精密齿轮泵使熔体从喷丝板中喷出,形成纤维,然后通过冷却系统进行冷却,上述过程称为挤出成型区,简称Ⅰ区。......
2023-06-15

异型材成型生产线,主要由挤出机、机头、定型冷却装置、牵引装置、切断装置、堆放或收卷装置等组成,如图4-8所示。冷却水槽和真空装置根据需要配置,制品堆放平台也可按需要确定,有的带状、条形软质产品也可改配收卷机。塑料异型材挤出生产线如图4-9所示。异型材生产的主机和辅机与管材生产既有许多相似之处,又有特殊性和不同的地方,应从实际出发,合理设计和配套。......
2023-06-15

图7-31所示为直角式单丝机头结构,它主要用于聚氯乙烯单丝挤出成型生产。图7-30 直通单丝机头结构1—机头体 2—熔体过滤器 3—支承隔板 4—加热带 5—喷丝板图7-31所示为直角式单丝机头结构。以下我们以生产聚乙烯单丝的技术参数对机头及喷丝板进行介绍。从喷丝板出来的单丝温度很高,聚乙烯可达300℃。表7-7 单丝直径与喷丝板孔径关系......
2023-06-15
原料选择PP打包带挤出成型主要用料是聚丙烯树脂,树脂的熔体流动速率为2~3.5g/10min,密度为0.91g/cm3。聚丙烯母料采用无规聚丙烯,需加入一定比例的碳酸钙和其他辅料制成。机头模唇温度应比机筒最高温度低10℃,这样成型较好。料坯合格后,才能把带坯引入冷却水槽和拉伸牵引辊,并引进压花辊和双盘收卷机。7)通常模唇口宽度是打包带制品宽度的4~4.5倍,模唇口间隙是打包带成品厚度的3倍。......
2023-06-15

单丝冷却水箱温度控制在25~35℃,单丝出机头的温度在300℃以上。包角为20°时,单丝在机头喷丝板处不易产生熔融断丝,单丝质量好。辊筒牵引拉伸倍数为8~10,烘道内温度可达140~160℃,单丝强度较高。挤出机温度控制为170~190℃、190~210℃、210~230℃、230~250℃,接颈温度为240~250℃,机头温度为230~240℃。挤出前需干燥至含水量小于0.1%。聚氯乙烯单丝生产工艺RPVC单丝挤出成型要选用流动性好的SG4和SG5拉丝级专用树脂。......
2023-06-15

打包带挤出成型生产设备包括突变型螺杆挤出机、机头、冷却水箱、第一牵引胶辊、热拉伸水槽、第二牵引胶辊、压花钢辊、第三牵引辊、双盘收卷机,如图7-34所示。水温偏低,带体结晶定型快,易出现横纹;水温过高,带体结晶定型慢,对二次拉伸不利。带坯经拉伸后不仅提高了打包带的纵向强度,还可消除内应力、减少打包过程的伸长率。收卷机 采用双筒收卷,可在更换卷筒时不停机。......
2023-06-15
相关推荐