电器的用途非常广泛。如在短路或严重过载时利用熔断作用而切断电路的保护电器的熔断器,利用电流热效应原理进行动作的一种保护电器、在电路中主要用于过载保护的热继电器及反映电路中电压变化的电压继电器等。电器的品种规格较多,分类方法也很多,具体如下。按元件与系统的关系区分,有配电电器、控制电器和弱电器。按操作方式区分,有手动电器和自动电器。此外,还有与电子器件相结合的智能化和机电一体化电器。......
2023-06-30
当前塑料加工中用的挤出机主要分为单螺杆挤出机和双螺杆挤出机。单螺杆挤出机又有排气和非排气之分,双螺杆挤出机又有同向旋转和异向旋转之分,还有平行双螺杆和锥形螺杆之分。双螺杆挤出机一般用在异型材、管材、板材、挤出造粒生产中。此外还有特殊挤出机。
(1)常规单螺杆挤出机 目前我国生产的常规螺杆直径为20~250mm,最小为12mm,最大也在400mm以上。长径比多数为25~34,最小的为20,大的为40、甚至60。新型螺杆如分离型、屏障型、分流型、变流道型,以及各种混炼组件也都得到应用。
常规单螺杆挤出机由于具有结构简单、坚固耐用、维修方便、价格低廉、操作容易等优点,被广泛用在聚烯烃、聚酰胺、聚苯、聚碳、聚酯等塑料的挤出生产中,热敏性树脂PVC挤出生产中也大量应用。当挤出聚酰胺、聚碳、聚酯等吸湿性较强和聚氯乙烯这样挥发物较多的物料时,最好采用排气式挤出机。排气式挤出机的螺杆是专门设计的,它有一个排气段,在该段螺槽突然加深,当物料通过该段时,压力降低为一个大气压,此时就可以借助于真空泵把气体排除,而物料不会溢出。
(2)单螺杆挤出机设备完好标准
1)挤出机在说明书规定的转速范围内运转正常,能稳定生产合格产品,挤出量能达到核定产量的80%以上。
2)传动装置运转正常,变速平稳,无异常声响振动。
3)V带无严重磨损,松紧适中。
4)减速箱润滑管路畅通,油质合格,油量适中,油标醒目,无漏油。
5)加料座冷却水无堵塞,冷却效果良好。
6)机筒加热冷却系统装置完整,工作可靠。
7)安全防护装置齐全、完好。
8)设备无漏油、漏水、漏料现象。
9)电器元件齐全、完好,仪表指示准确。
11)设备外观整洁,无黄袍,无油垢,铭牌齐全清楚。
12)随机附件齐全,保管妥善。
(3)双螺杆挤出机 双螺杆挤出机结构如图1-8所示。在挤出机的机筒内,有两根螺杆在同时旋转工作,即为双螺杆挤出机。工作时,两根螺杆配合工作,转速相同,共同完成对塑料的强制向前推进、输送和塑化工作。
1)双螺杆挤出机与单螺杆挤出机比较有如下优点。
①原料被双螺杆挤压塑化过程中,螺杆的转速不高,相互啮合的螺杆中受到均匀的剪切作用,产生的摩擦力小,摩擦热量也少。
②原料在机筒内受双螺杆啮合剪切作用稳定均匀、输送效率高,塑化、混合原料质量好。
③原料在机筒内停留时间较短,适合于热敏性原料的塑化成型加工。
④加料容易,双螺杆挤出机是靠正位移原理输送物料,适合于不同黏度料的塑化,如粉料、糊状料及带状料等都适宜塑化挤出,且混合塑化质量比较稳定,功率消耗低,与单螺杆挤出机比,能量消耗要少50%。
⑤工作时对原料的输送能力高,物料在排气段能够得到充分的翻动,从而得到较好的排气效果,有利于产品质量的稳定。
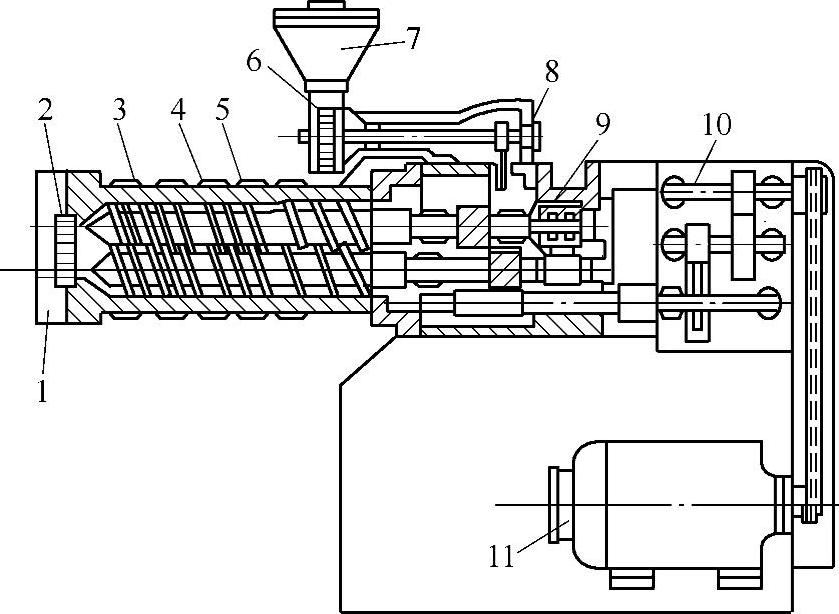
图1-8 双螺杆挤出机的结构
1—连接器 2—过滤板 3—机筒 4—加热器 5—螺杆 6—加料器 7—料斗 8—加料器传动机构 9—推力轴承 10—减速箱 11—电动机
⑥双螺杆啮合旋转工作,机筒内残料可以自动清理,并可防止物料抱住螺杆或停留分解。
⑦优异的排气性能。由于双螺杆挤出机啮合螺杆有效的混合,排气部分的自洁功能使得塑料在排气段所得到的表面可以完全更新。
⑧容积效率非常高,双螺杆挤出机的流率对口模压力不敏感,对生产大面积的制品有利。
2)双螺杆挤出机的分类。双螺杆挤出机按两根螺杆轴线是否平行可分为平行双螺杆和锥形双螺杆;按两根螺杆旋转方向是否相同,又可分为同向旋转和异向旋转。
①平行异向旋转双螺杆挤出机。图1-9a所示为平行异向旋转双螺杆挤出机螺杆功能分段,共分七段:1为加料段,2、3为预压缩段,4为压缩段,5为排气段,6为计量段,7为动态混合段。对超大的聚烯烃制品(如大口径管材,超宽幅膜、板、片材),以及1m以上的高密度聚乙烯管材,选择平行异向旋转双螺杆挤出机是最经济理想的。
②锥形异向旋转双螺杆挤出机。图1-9b所示为锥形异向旋转双螺杆挤出机螺杆功能分段,共分五段:1为加料段,2为预压缩段,3为压缩段,4为排气段,5为计量段。生产聚氯乙烯(PVC)或者氯化聚氯乙烯(C-PVC)制品时一般选择锥形异向旋转双螺杆挤出机。这主要是因为锥形异向旋转双螺杆挤出机有较好的混炼和塑化能力,能够建立较大的、稳定的机头压力,因此适合生产PVC类制品。挤出木塑制品选择锥形异向旋转双螺杆挤出机也是非常理想的。

图1-9 异向旋转双螺杆挤出机螺杆
a)平行异向旋转双螺杆挤出机螺杆 1—加料段 2、3—预压缩段 4—压缩段 5—排气段 6—计量段 7—动态混合段 b)锥形异向旋转双螺杆挤出机螺杆 1—加料段 2—预压缩段 3—压缩段 4—排气段 5—计量段
③同向旋转双螺杆挤出机。紧密啮合型平行同向旋转双螺杆挤出机的螺杆的排列结构如图1-10所示。由于螺杆平行且同方向旋转,啮合紧密,物料在螺槽中呈∞形螺旋运动,并且转速较高,物料所受剪切作用较大。这些特点使得同向旋转双螺杆挤出机具有优异的分散混合力、较短的机筒停留时间、优良的自清理效果等优点,因此广泛应用于聚合物的共混、填充、增强、排气(脱挥)以及反应挤出(聚合物聚合及反应型改性)等领域,例如改性塑料的造粒机组大多数都配置平行同向旋转双螺杆挤出机。但是,同向旋转双螺杆挤出机的输送效率较低,建立机头压力的能力较差,并且不容易获得稳定的机头压力,因此一般不用于直接挤出成型,而要在下游接聚合物熔体齿轮泵或接单螺杆挤出机。
(4)双螺杆挤出机设备完好标准
1)挤出机在说明书规定的转速范围内运转正常,能稳定生产合格产品,挤出量达到核定产量80%以上。
2)传动装置运转正常、变速平稳、无异常声响和振动。
3)工作部件无严重腐蚀、磨损。
4)减速箱润滑管路畅通,油质合格、油量适中、油标醒目、无漏油。
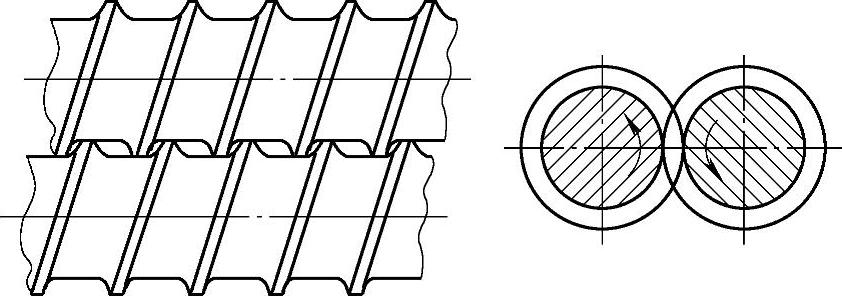
图1-10 紧密啮合型平行同向旋转双螺杆挤出机螺杆的排列结构
5)机筒加热和冷却系统装备齐全、可靠。螺杆油加热系统齐全完好,温控精度满足工艺要求。
6)真空泵工作正常,真空度符合工艺要求。
7)计量加料装置变速平稳、喂料正常。
8)机头压力传感器灵敏、可靠。
9)报警装置灵敏、可靠。
10)电器元件齐全、完好,仪表指示准确。
11)电动机温升不能超过电动机铭牌上的规定。
12)安全防护装置齐全、可靠。
13)设备外观整洁、无黄袍、无油垢,铭牌齐全、清楚。
14)随机配套附件齐全,保管妥善。
(5)特殊挤出机 特殊挤出机如串联式磨盘螺杆挤出机、往复式销钉螺杆挤出机、带熔体齿轮泵的挤出机、行星挤出机、多螺杆挤出机、行星螺杆挤出机等,国内均有厂家生产。华南理工大学研制的电磁动态塑化挤出机系列产品已批量生产。北京化工大学研制的ϕ12mm手提式高速排气挤出机、ϕ28mm熔体齿轮泵挤出机和CPJ 75/135串联式磨盘挤出机都是比较先进的新产品。
(6)挤出成型的工艺参数
1)螺杆的转速。螺杆的转速在挤出机生产线中主要是对控制装置进行调节。螺杆转速的大小直接影响挤出口模的物料量,也决定摩擦产生的热量,影响熔体物料的流动性。螺杆转速的高低根据所加工的原材料而异,要视制品的形状、产量要求和辅机中的冷却速度而调节适合的速度。
2)螺杆背压。挤出机前的多孔板、滤网、机头调节压力的阻力元件都可以影响螺杆的背压。背压的调节可使物料得到不同的混合程度和剪切力,改变塑化质量和供料的平稳性。
3)机筒、螺杆和机头的温度。当物料被加入挤出机机筒内时,受到外部加热装置提供的热量及物料在机筒输送挤压中产生的摩擦热量综合作用,进入机头的熔料在机头又受到机头提供的热能进一步塑化。如果温度不足塑料塑化不好,则料流动性差无法成型;温度过高会使物料过热分解,同时挤出机的挤出量也因温度的变化而受到很大影响。挤出机的温度由螺杆、机筒各段、机头各段分别设定并控制。
4)定型装置、冷却装置的温度。挤出不同的产品,定型装置形式和冷却方式是不同的。温度的高低直接影响冷却速度、生产效率、产品内应力。若是结晶聚合物,还影响制品的结晶度、晶粒尺寸相关的物理性能。
5)牵引速度。挤出机是连续挤出物料,进入机头,从机头流出的物料型坯被牵引出,进入定型、冷却装置,牵引速度都要与挤出速度相适应。牵引速度决定制品断面形状尺寸、冷却效果,还直接影响制品的拉伸、力学性能和纵向尺寸的稳定性。

电器的用途非常广泛。如在短路或严重过载时利用熔断作用而切断电路的保护电器的熔断器,利用电流热效应原理进行动作的一种保护电器、在电路中主要用于过载保护的热继电器及反映电路中电压变化的电压继电器等。电器的品种规格较多,分类方法也很多,具体如下。按元件与系统的关系区分,有配电电器、控制电器和弱电器。按操作方式区分,有手动电器和自动电器。此外,还有与电子器件相结合的智能化和机电一体化电器。......
2023-06-30

具有放大器的数据采集卡可配置成差分测量系统。然而,实际应用的板卡却限制了差分测量系统抵抗共模电压的能力,数据采集卡的共模电压的范围限制了相对于测量系统地的输入电压的波动范围。图3-6描绘了一个16通道的RSE测量系统。测量接地信号最好采用DEF或NRSE测量系统。在差分测量系统中,应该保证相对于测量地信号的共模电压在测量系统设备允许的范围之内。......
2023-07-02

区块链的设计初衷是开发比特币等加密数字货币的基础技术,以便在未知网络中与未验证实体进行交易,进一步解决有价值信息的传播和去中心化问题。区块链结合其他金融技术有许多衍生应用,每种均可以将一类市场中介替代。一旦底层标准得到认可与普及,类似比特币和R3区块链联盟的具体应用将会出现在金融服务的每个角落。区块链技术在金融领域的潜在应用场景见表7-2。......
2023-07-05

按润滑和摩擦状态不同,又可分为液体摩擦滑动轴承和非液体摩擦滑动轴承。液体摩擦滑动轴承,轴颈与轴承表面之间完全被压力油隔开,金属表面不直接接触,可以大大降低摩擦、减少磨损。滑动轴承适用于以下几种情况:1)转速极高和极低。如在汽轮机(大尺寸)、内燃机(剖分)、仪表、机床(高精度)及铁路机车(重载)等机械上滑动轴承被广泛应用。2)对开式滑动轴承。3)自动调心式滑动轴承。......
2023-06-26

单螺杆挤出机结构如图1-1所示。图1-1 单螺杆挤出机结构1—机头法兰 2—过滤板 3—铸铝加热器 4—鼓风机 5—螺杆 6—机筒 7—液压泵 8—测速电动机 9—料斗 10—推力轴承 11—减速箱体 12—螺杆冷却管挤出机主要由螺杆、机筒、上料系统、加热冷却系统、传动系统、温度控制和电气控制系统等组成。4)漏流也是由机头、口模、过滤网等对塑料反压引起的反向流动,区别在于它是在螺杆和机筒的间隙缝中,漏流的结果使挤出量减少。......
2023-06-15

制导律是指制导迫击炮弹飞行过程中应该遵循的规律, 制导律的优劣将直接影响制导迫击炮弹的射击精度。对于方案弹道制导律, 有一条预先确定的方案弹道, 基于方案弹道的制导律的任务是使制导弹药沿这条预定的方案弹道飞行。图3-25无偏差时落点偏差......
2023-06-15

把含有芳香基的硅烷分子结合到载体硅胶表面,从而形成芳香基固定相,也就是苯基固定相。芳香基固定相与含有芳香基或共轭双键低能量π键的被测分子间的作用力,除了色散力外,还有π-π作用力。图1-4电子云的3种不同的重叠形式图1-5苯基固定相载体的示意图苯基的固定相与含苯环或共轭双键的被测分子间会产生π-π作用力,当相互间的π电子云的能量接近时,会产生较强的亲和力及较长的保留时间,如图1-5所示。......
2023-07-02

我们知道,垃圾分类主要是为了对废弃物分流、分类处理,利用现有的垃圾回收技术,回收和利用垃圾,具体包括物质和能量的利用,对于那些无法利用的垃圾可以填埋。因此,重点是要给不同地区的人们灌输相应水平的垃圾分类回收和环保知识,使他们逐渐形成减量、循环、自觉、自治的环保意识,减少生活垃圾的产生,懂得如何让生活垃圾变废为宝,物尽其用。1吨废塑料分类回收并提炼后,可以获得600千克柴油。......
2023-06-21
相关推荐