【摘要】:6)可调电源用来测试MR16灯杯的3×1W工作是否正常。图4-13 组装面板图4-14 固定面板 通电检验:用AC/DC 12V接MR16射灯两引脚进行通电检测,3个1W串联LED全亮为合格。若发现不亮,需对MR16射灯进行检查,并修理不良项。到此,MR163×1W灯杯的组装已完成。
1.MR16灯杯3×1W的技术指标
1)功率:3×1W。
2)输入电压:AC12V。
3)LED驱动方式恒流驱动。
4)采用美国芯片、中国台湾封装的LED。
5)光束角
① 25°(聚光):采用25°的透镜。
② 35°(聚光):采用35°的透镜。
③ 45°(聚光):采用45°的透镜。
6)铝合金电镀外壳,体积小,散热好。
2.MR16灯杯3×1 W组装工具
组装工具见表4-2。
表4-2 MR16灯杯3×1 W组装工具

1)焊台是用来焊接元器件或导线的。
2)镊子是手机维修中经常使用的工具,常常用它夹持导线、元器件及集成电路引脚等。
3)斜口钳主要用于剪切导线、元器件多余的引线,还常用来代替一般剪刀,剪切绝缘套管、尼龙扎带等。
4)十字螺钉旋具用来拧转螺钉。
5)万用表是一种多功能、多量程的测量仪表,主要测试电路是否开路、短路,测试大功率LED的正负极性。
6)可调电源用来测试MR16灯杯的3×1W工作是否正常。
7)热风枪主要利用发热电阻丝的枪芯吹出的热风来对冷缩管进行加热,使之收缩。
3.辅助材料
需要用到的辅助材料见表4-3。
表4-3 MR16灯杯3×1W组装辅助材料

1)焊锡:在焊接电路中连接电子元器件的重要工业原材料,广泛应用于电子工业、家电制造业、汽车制造业、维修业和日常生活中。
2)导线:一般由铜或铁制成,用来疏导电流。
3)散热硅脂(导热硅脂):主要应用在各种不规则零件表面与散热器、外壳等之间,起导热填充作用。散热硅脂不是散热主体,它只是帮助散热片散热而已。
4)松香(助焊剂):清除氧化膜的一种专用材料,主要是增加焊锡流动性,有助于焊锡湿润焊件。
5)有机硅胶:其应用主要是作绝缘涂料、黏合与密封、灌封、导热。在这里用来黏合、固定电源。
4.MR16的组装流程
MR16灯杯3×1W的主要部件如表4-4所示。
表4-4 MR16灯杯3×1W的主要部件

MR16灯杯3×1W的组装流程:
① 外观检查:目测灯杯、面板、透镜、灯头外观有无刮伤、毛刺、裂痕、变形等不良现象;取一套样品进行试装,以确认各配件的螺钉孔大小、位置是否合适;目测电路板(铝基板)、LED极性是否标志清楚,铜箔有无鼓起,用数字式万用表测试其是否有开路、短路等不良状况;核对大功率LED的发光颜色、色温、封装等是否与所需一致,LED灯表面有无刮伤,焊接引脚上锡是否光亮;电源尺寸大小是否与灯头相配合,若配合正常,则可加负载通电,确认电源标志参数与实际是否一致。3颗长螺钉、3颗平头螺钉是否与螺钉孔大小配合,棕/白两根约6cm长的电源引线是否适中。
② 铝基板涂散热硅脂
取散热硅脂均匀涂在铝基板标志的LED灯对应位置上(应涂在铝基板所标志LED封装的中心圆上),如图4-3所示。
③ 铝基板上焊接LED
取3个LED按正负极与铝基板上所标示的“+/-”位置进行焊接。具体做法是,在铝基板的其中一个极性点上少量焊锡,然后将LED同极性端(如正极性)与预先点好的焊锡端进行焊接,再将LED的另一端焊接在铝基板上。焊好LED的铝基板如图4-4所示。

图4-3 铝基板涂散热硅脂

图4-4 焊好LED的铝基板
注意:
要求焊点饱满,没有虚焊、假焊、短路的现象,LED焊接位置正确;焊接时必须配载防静电环。
④ 铝基板焊接引线并通电测试:用斜口钳将棕/白两根电源引线的线头剥开约0.2~0.4cm,对已剥开的线头进行上锡处理,将上锡后的棕色引线焊接在铝基板的“+”端,白色引线焊接在铝基板的“-”端,如图4-5所示。通电测试3颗1W串联LED发光是否正常,如图4-6所示。
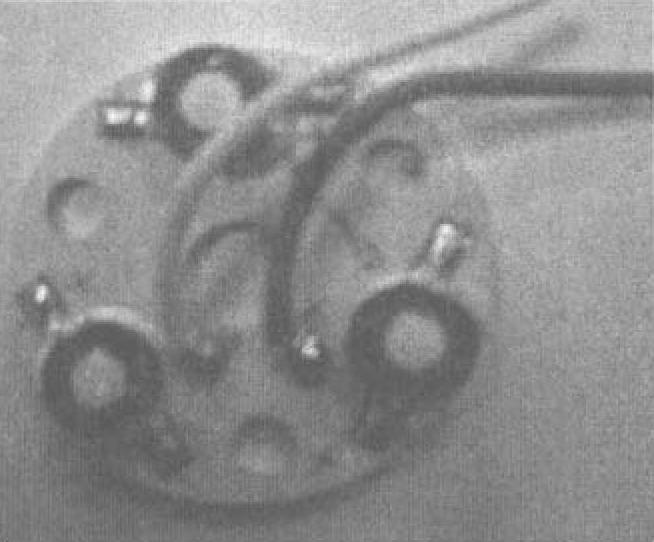
图4-5 焊接好的电源引线铝基板
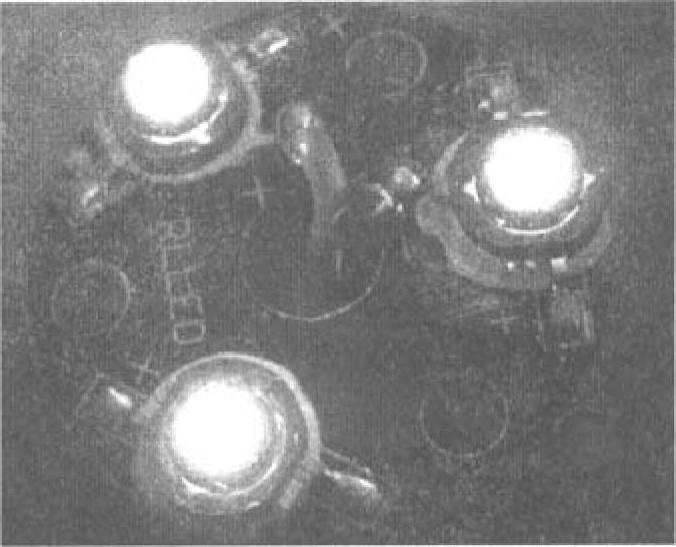
图4-6 通电测试3颗1W串联LED
注意:
直流可调稳压电源调至恒流输出9V,并将其表笔按正负极接已焊灯珠的MR16半成品电源引线末端进行通电,检测铝基板上的LED灯,全亮为合格。若发现不亮,则需对铝基板、LED灯及焊接点进行检查,并针对不良项进行修理。
⑤ 灯杯打胶及固定铝基板:将灯杯内侧底部均匀涂上散热硅脂,如图4-7所示。将棕/白两根电源引线从灯杯中心孔中穿过,并使铝基板与灯杯相结合,铝基板与灯杯的3个螺钉孔位置正对,如图4-8所示。
⑥ 铝基板引出线与电源的连接:将电源引线未焊接的一端与MR16电源输出端进行连接,棕色引线接MR16电源标有“+”的位置,另一根引线接MR16电源标有“-”的位置,如图4-9所示。
⑦ 组装灯头:先在灯头内涂上适量的189胶,然后插入MR16电源,使电源两引脚从灯头后部孔中穿出,如图4-10所示。
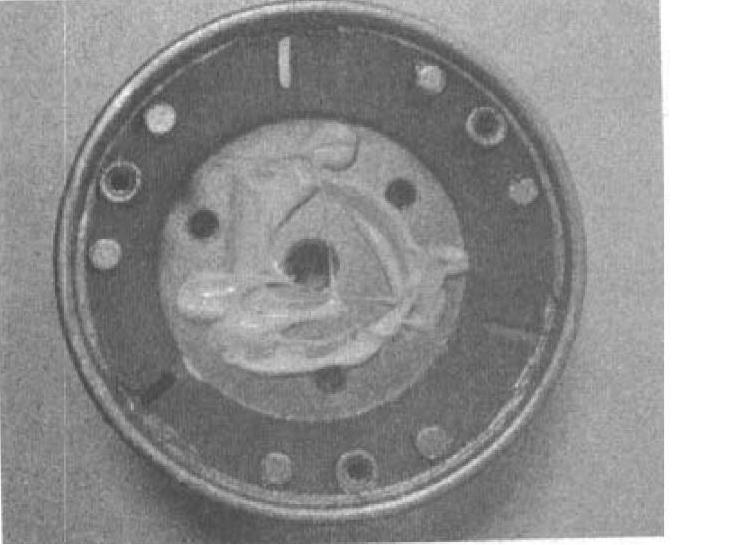
图4-7 涂上散热硅脂
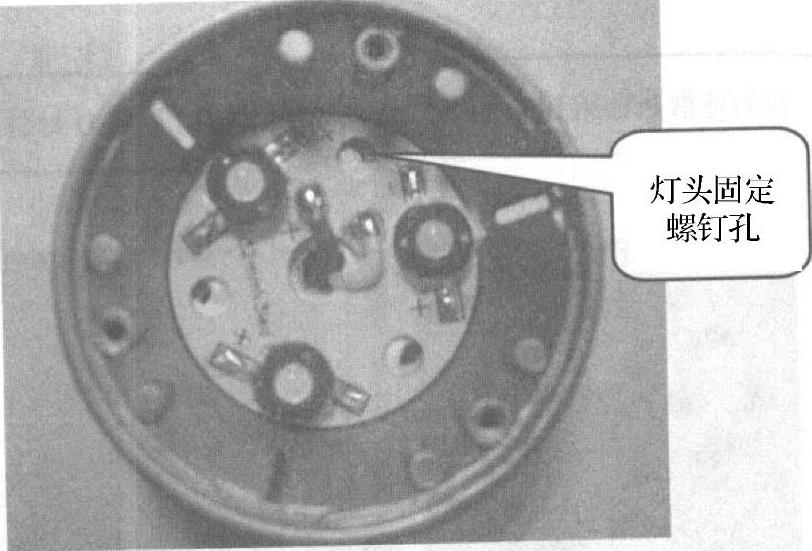
图4-8 固定铝基板
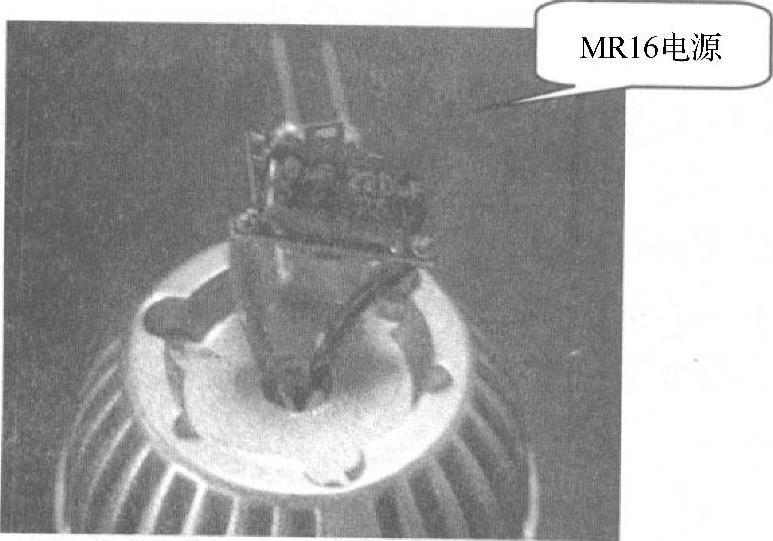
图4-9 电源的连接

图4-10 组装灯头
注意:
MR16灯头打189胶,用来固定电源,防止电源松动,MR16电源插针上的189胶要擦干净,防止接触不良。
⑧ 用螺钉固定灯头、灯杯:将灯头的3个螺钉导柱对准灯杯底部的3个孔径插进,在螺孔位置用3颗长螺钉固定灯头和灯杯,如图4-11所示。
⑨ 组装透镜:将透镜内凹陷处对准LED灯头分别平放,如图4-12所示。
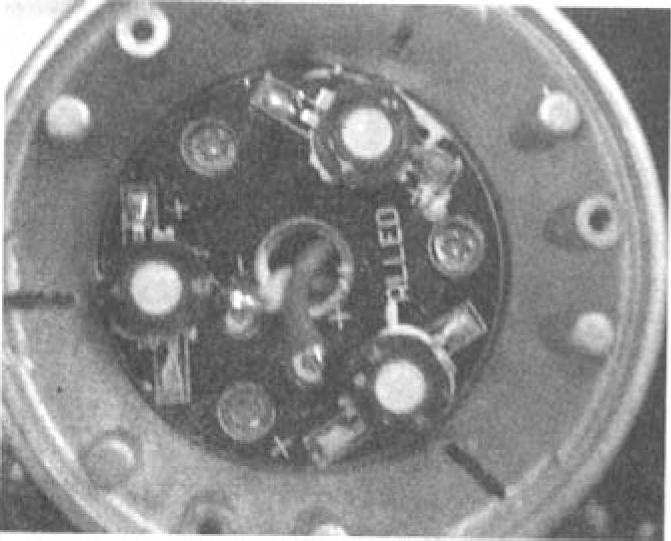
图4-11 螺钉固定灯头和灯杯
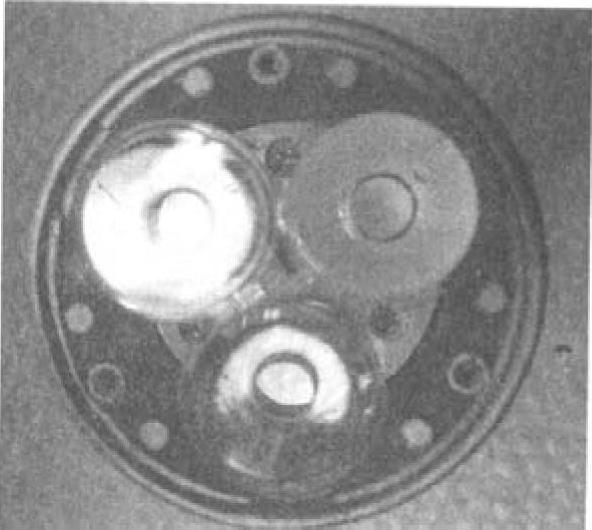
图4-12 组装透镜
注意:
透镜安装时要戴白手套,以保证镜面干净。
⑩ 组装、固定面板:将面板平放在灯杯表面,压住透镜边缘,且确保面板螺钉孔与灯杯的螺钉孔对正,如图4-13所示。在螺钉孔位用3颗平头螺钉固定面板,如图4-14所示。
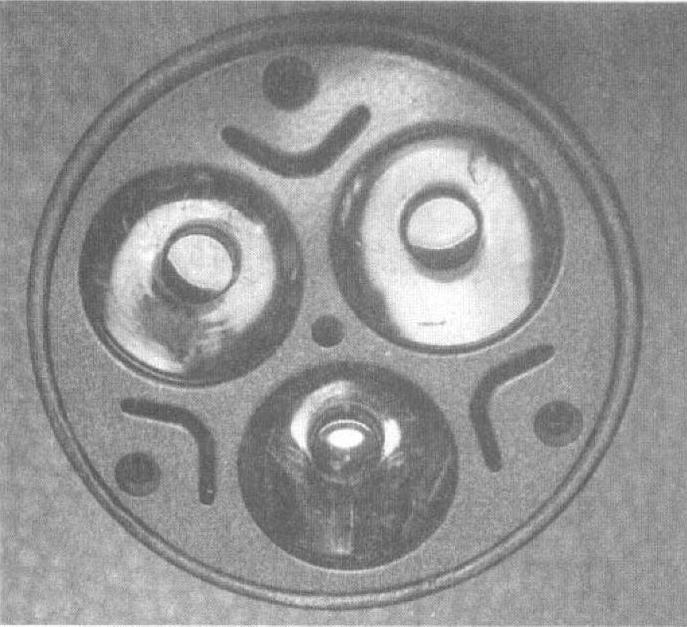
图4-13 组装面板
图4-14 固定面板
⑪ 通电检验:用AC/DC 12V接MR16射灯两引脚进行通电检测,3个1W串联LED全亮为合格。若发现不亮,需对MR16射灯进行检查,并修理不良项。
⑫ 全检:检验螺钉松紧、灯杯及面板是否牢固、外观有无残缺,确保成品表面干净,无异物。到此,MR163×1W灯杯的组装已完成。





相关推荐