根据测定,其一级频率约为22Hz,二级频率约为4Hz,虽然动态响应特性不快,但能满足冶金工业上带钢跑偏控制的要求。为了防止穿带时和卷取带钢尾部时带钢把光电检测器打坏,在该工况下,光电检测头要由检测位置退回到卷取机一边。图11-30 光电液跑偏控制系统液压原理......
2023-06-15
根据纠偏控制检测位置的不同,可将跑偏控制系统分为带钢边缘位置跑偏控制(对边)和带钢中心位置跑偏控制(对中)两种。根据纠偏控制在生产线上应用部位的不同可分为三种形式:开卷纠偏控制、中间纠偏控制和卷取纠偏控制。
(1)开卷纠偏控制(见图11-26) 为了使带钢开卷后能够准确地送入生产线,通常要安装对中或对边纠偏装置,以对带钢跑偏进行纠正。
(2)中间纠偏控制(见图11-27) 为了控制带钢在许可的限定范围内行进,通常在生产线的中间位置安装对中纠偏装置,以使跑偏的带钢重新回到预定位置上。
(3)卷取机纠偏控制(见图11-28) 为了使带钢卷取后卷边平整,在卷取机处通常要安装带钢边缘控制的纠偏装置,以对带钢位置进行跟踪,使带卷的一边平齐。
(4)纠偏系统的组成 图11-29所示为带钢卷取机纠偏电液伺服系统示意图。该系统采用闭环控制。带钢纠偏装置一般由伺服液压缸、伺服比例阀、电子放大器、光电传感器和液压站等组成。首先通过光电传感器测出带钢位置偏差,然后将偏差值变为电信号并放大,再输入到电液伺服比例阀,伺服比例阀根据信号大小驱动伺服液压缸,使传动装置做相应的移动,从而使带钢准确地行进在预先调整好的位置上。
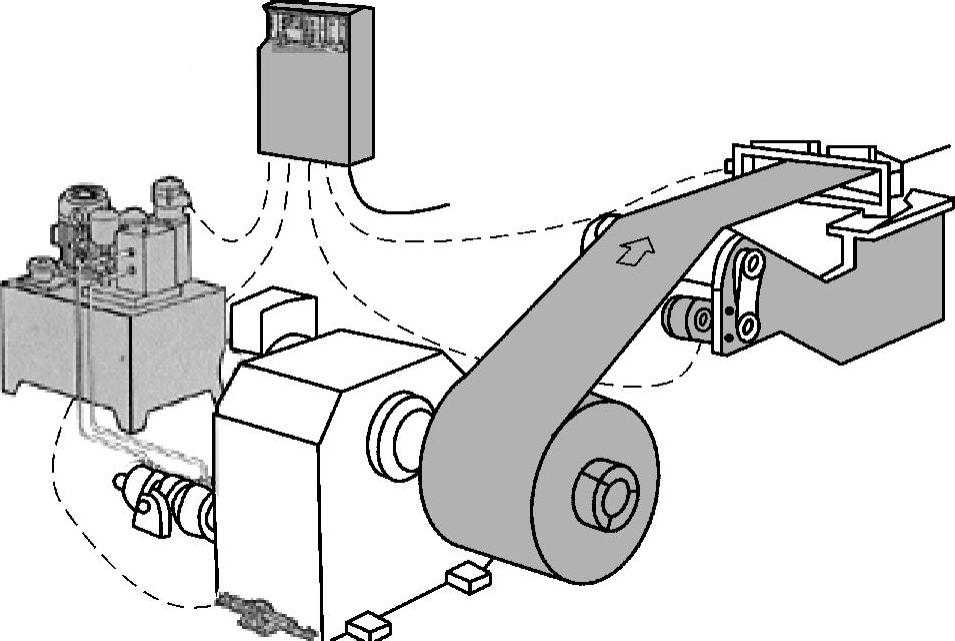
图11-26 开卷纠偏控制示意图
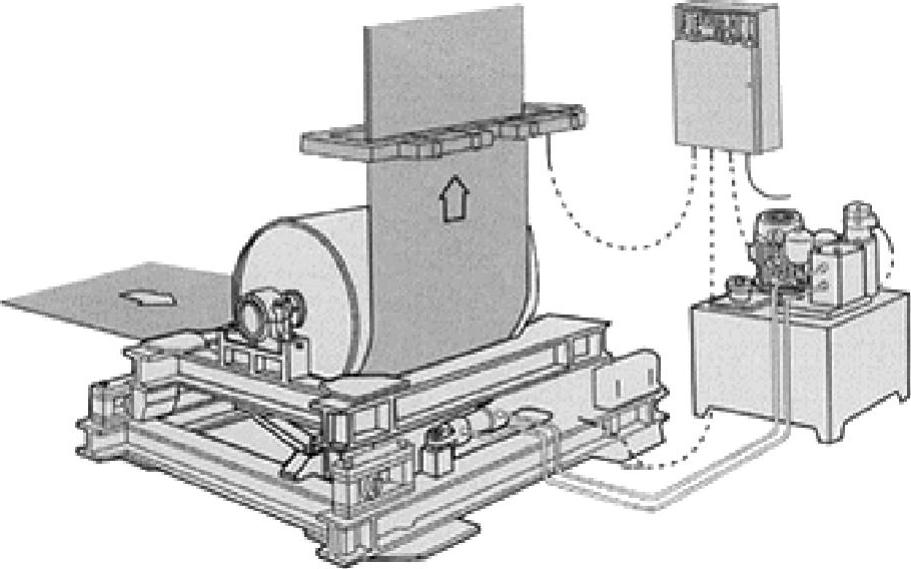
图11-27 中间纠偏控制
有关现代冶金设备液压传动与控制的文章

根据测定,其一级频率约为22Hz,二级频率约为4Hz,虽然动态响应特性不快,但能满足冶金工业上带钢跑偏控制的要求。为了防止穿带时和卷取带钢尾部时带钢把光电检测器打坏,在该工况下,光电检测头要由检测位置退回到卷取机一边。图11-30 光电液跑偏控制系统液压原理......
2023-06-15

图9.14是跑偏控制系统工作原理图,图9.14是液压系统图。带材的横向跑偏量及方向由光电位置检测器5 检测。该信号经放大器7 放大后输入电液伺服阀9,伺服阀则输出相应的液流量,推动伺服液压缸,使卷筒带着带材向纠正跑偏的方向移动。图9.14跑偏控制块图工作原理图液压系统图 1—伺服液压缸;2—电动机;3—传动装置;4—卷筒;5—光电检测器;6—跑偏方向;7—伺服放大器; 8—辅助液压缸;9—伺服阀;10—能源装置;11—钢带;12—钢卷;13—卷取机......
2023-06-18

轧机作业线上带钢纵向高速运行时,带钢的中心线或带钢的边缘会向两侧偏移,这种现象称为跑偏。带钢跑偏必须限制在一定的公差范围内,否则就会刮坏设备或使得带材边缘损坏,影响成品质量,跑偏严重时还会导致不能正常生产,所以带钢跑偏控制是带材连续作业线上必不可少的环节。4)光电液伺服系统:采用光电检测器将跑偏信号检测出来并经过放大器放大,控制电液伺服阀推动液压缸进行纠偏。......
2023-06-15

LED控制系统由控制系统和驱动系统两大部件组成。LED控制系统内置高性能单片微型控制芯片,控制器通过内部控制程序向LED驱动芯片发送控制信号和数据,LED驱动芯片根据控制信号和数据的要求,产生相应的动作,从而对每一路红、绿、蓝LED实现单独的控制。驱动系统驱动系统的功能是接收颜色数据并驱动LED按该数据所表示的亮度值显示。LED控制系统承载着控制的总功能,在LED越来越被广泛使用的今天,其功能也将越来越强大。......
2023-06-15

发动机冷却液由水、防冻剂和各种添加剂组成。1)缓蚀剂缓蚀剂是冷却液中最主要的添加剂,其主要作用是减缓或防止冷却系统中金属零部件因腐蚀而穿孔,以免造成冷却液渗漏和流失。3)防垢剂为了防止冷却系统内水垢的产生,有的冷却液中还含有一定量的防垢剂。......
2023-06-23

电液伺服控制系统是以液压为动力,采用电气方式实现信号传输和控制的机械量自动控制系统。下面就以电液位置伺服控制系统为例,简要介绍一下电液伺服系统的组成和原理。电液伺服阀的作用是将小功率的电信号转换为阀的运动,以控制流向液压动力机构的流量和压力。电液伺服系统主要由电信号处理部分和液压的功率输出部分组成。图4-21电液伺服控制系统②反馈测量元件:测量系统的输出并转换为反馈信号。......
2023-06-23
半闭环控制,减速器和丝杠间隙造成的误差在位置反馈环外,这些误差不能被抑制,因此控制准确度较全闭环控制低,但是成本低,安装和维护都比较方便。......
2023-06-19
相关推荐