森吉米尔二十辊冷轧机具有一套完整的轧辊调整系统,以保证得到正确的板型和板厚。森吉米尔轧机轧辊布置如图11-7所示。工作辊的压下和提升是根据液压马达的旋转方向来决定的。......
2023-06-15
过去二辊、三辊、四辊轧机均为在轴端支承轧辊,为了在宽度方向得到厚度均匀的产品,辊型要有补偿轧辊挠度的凸度,必须对轧辊进行研磨。但是在研磨轧辊时不太可能得到所要求的准确凸度。森言米尔轧机用U形径向辊型调整装置和第一中间辊轴向调整装置解决了此问题。
1.径向辊型调整机构
森言米尔轧机采用U形辊弯曲调整机构(即径向调整机构)来保证获得宽度方向厚度一致的带材。它通过改变支撑辊某一段的位置来改变工作辊的辊型。径向辊型调整装置液压原理如图11-22所示。B、C支撑辊有两套偏心机构(其轧辊布置和结构见图11-7和图11-8),每套包括六组液压马达、双面齿条和偏心环,可以调整压下和辊型。通过电磁阀控制液压马达驱动蜗轮蜗杆机构(见图11-23),使双面齿条带动B、C支撑辊的外偏心环回转,由于外偏心环与机架半圆形孔是偏心的,因而支撑辊心轴某一部位发生弯曲,从而使支撑辊的某一轴承位置发生改变,来达到凸度(辊型)调整的目的。由于外偏心环与鞍形座内面之间装有滚针轴承,因此在轧制过程中可做微细的调整。
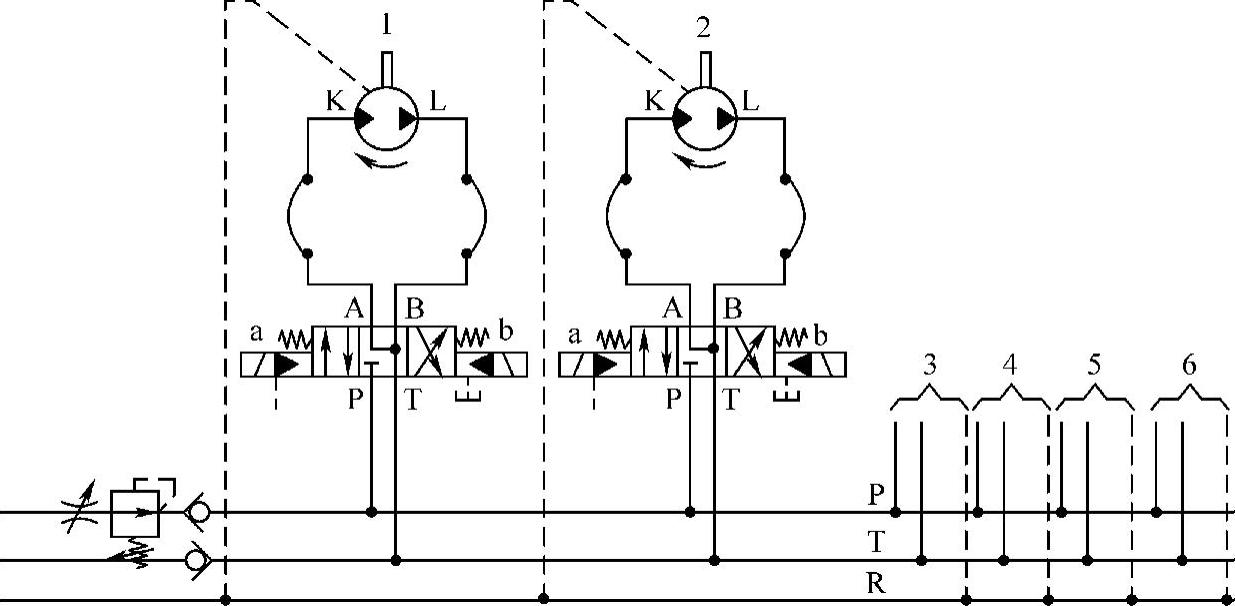
图11-22 径向辊型调整装置液压原理图
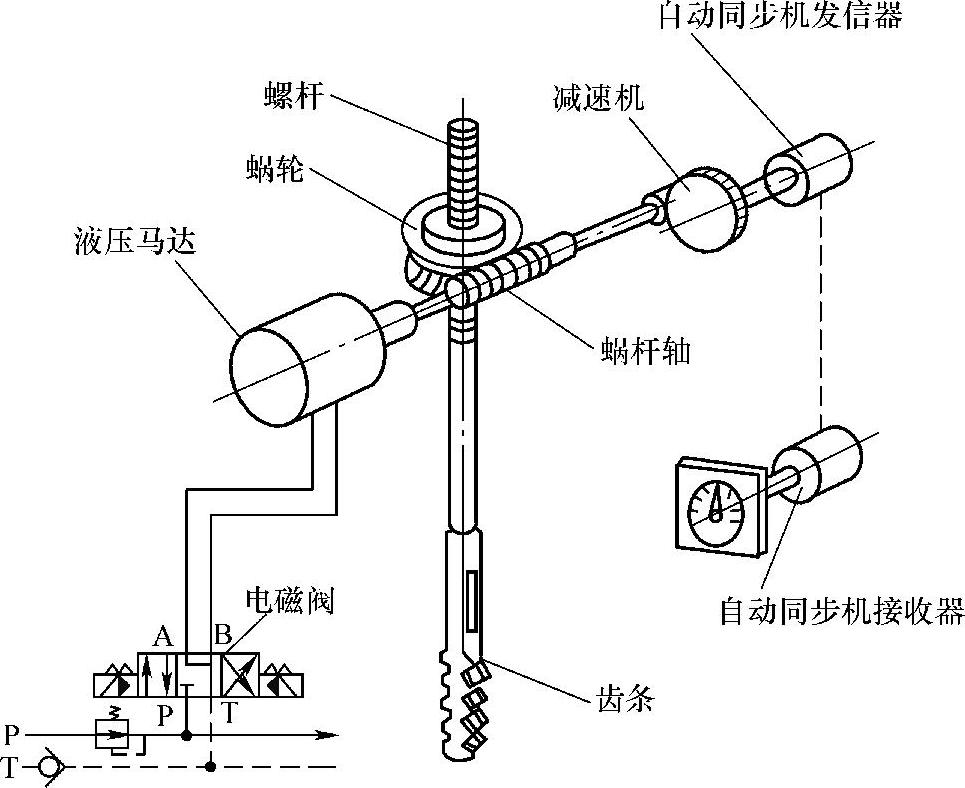
图11-23 液压马达驱动蜗轮蜗杆机构
2.轴向辊型调整机构
在轧制时为了调整带材边部过压而产生的不良形状,该轧机设有轴向辊型调整机构。在上下两对第一列中间辊上,将相反的两端做成锥形,以其同向或反向移动来调整重合平行部分的长度,就可以调整好带材边部的形状。该机构不能在轧制过程中在线调,只能预先调好。
第一列中间辊轴向辊型调整原理和机构如图11-24和图11-25所示。液压油通过电磁阀控制液压马达的旋转方向和角度,而液压马达经过链传动装置带动啮合的螺母,使上下辊分别做轴向移动,调整轧辊圆柱部分的长度或位置,从而补充调整凸度。调整值可通过指示器在轧机前面的操作盘上显示出来。
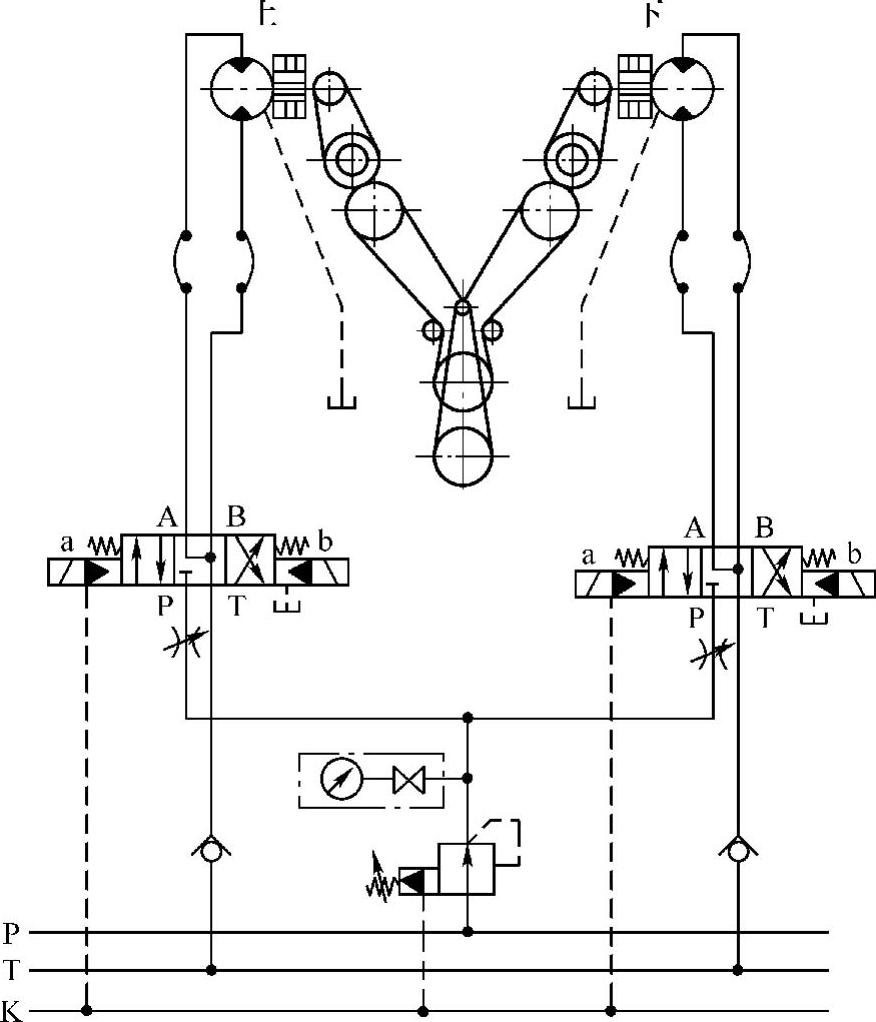
图11-24 第一中间辊轴向辊型调整原理
有关现代冶金设备液压传动与控制的文章

森吉米尔二十辊冷轧机具有一套完整的轧辊调整系统,以保证得到正确的板型和板厚。森吉米尔轧机轧辊布置如图11-7所示。工作辊的压下和提升是根据液压马达的旋转方向来决定的。......
2023-06-15

表13-1 AGC控制系统故障症状分析2.轧机AGC系统故障诊断位置控制故障 液压压下装置位置控制主要故障有传感器故障,包括位置传感器故障、液压缸油压传感器故障、轧制力传感器故障。AGC系统主要有压力和位置两方面的故障。3)AGC液压缸出现不动作故障。......
2023-06-15

PSCAD是当前主流的电力系统暂态分析软件,主要用于一般的交流电力系统电磁暂态研究,进行简单和复杂电力系统的故障建模及故障仿真,分析电力系统的故障电磁暂态过程。EMTDC/PSCAD还可以广泛地应用于高压直流输电、FACTS控制器的设计、电力系统谐波分析及其电力电子仿真。此外,EMTDC/PSCAD还具有强大的自定义功能,用户可以根据自己的需要创建具有特定功能的装置。......
2023-06-23

有一天,陈尧咨练习射箭,只见他举起了弓,搭上箭,一连发出十支箭,每支箭都正中红心。陈尧咨自己也很得意,他环顾四周,发现一个卖油的老头只是略微地点了点头,有些不以为然的样子。陈尧咨听了十分惭愧,从此更加努力地练习射箭,再也不夸耀自己的箭术了。成长悟语学习不是一蹴而就的事情,它需要我们花费大量的时间和精力去钻研。所以,学习中不断地重复是必不可少的。......
2023-08-26

4)左脚迅速踩住离合器踏板,右手将变速杆挂入1档。8)当汽车平稳起步之后,再慢慢抬离合器踏板到顶,并且把左脚放在离合器踏板左下方,起步操作完成。给您提个醒——起步平稳的关键汽车起步时,抬离合器踏板有“快、停、慢”三个不同过程,能否做到平稳起步,关键在于能否掌握好“停”的时机。......
2023-08-29

表9.1-3 加工调整参数及其意义表表中的自定义项目1、2是由机床生产厂家定义的、2个随精度等级的调整自动改变的伺服参数,项目所对应的CNC参数号设定在CNC参数PRM13628、PRM13629上。图9.1-17 自定义项目显示2.参数显示与设定加工参数调整页面的显示和参数设定,在CNC参数PRM13601.0设定为“1”时有效,其操作步骤如下:1)选择MDI操作方式,并利用CNC数据显示和设定操作,取消参数保护功能。......
2023-06-25

逐线提取纸样、逐块提取纸样、整块提取纸样都是在最后右键单击形成纸样,光标即可变成工具形式。如果希望一条整线上的多个点都是放码点,则在造取轮廓线时要先将这条整线在需要设为放码点的位置断开、再提取样板。......
2023-06-22

在STEP7中启动PLCSIM进入仿真模式。2)启动后显示CPU仿真界面S7-PLCSIM1,如图6-62所示。下载项目前先选择正确的PG/PC接口,本例程仿真基于TCP/IP的S7通信,所以选择PLCSIM,如图6-63所示。在下载2#站点到PLCSIM前,需要再打开一个新的PLCSIM2进程如图6-65所示。图6-65 新建“PLCSIM”图6-66 PLCSIM2界面6)通信调试。将两个下载到PLCSIM中的站点CPU切换到RUN-P模式,打开Netpro查看激活的连接状态,可以看到连接已经建立成功,如图6-67所示。......
2023-06-18
相关推荐