图9-16 精轧机AGC液压调整系统组成2.精轧机AGC液压系统精轧机AGC液压调整系统由两个双动作液压缸与机架组成,如图9-16所示。AGC液压缸传动侧和操作侧分别采用单独的位置控制系统,两套位置控制系统之间又有同步控制。一般热轧精轧机组具有7架连轧机,每两个机架间设置一个活套,采用伺服阀驱动的液压活套控制系统。套量控制与轧机主传动速度控制系统的关系密切。活套张力控制是以活套位置为反馈信号的机架间带钢控制系统。......
2023-06-15
该系统用于控制和操作装在热连轧机1~7机架和下支撑辊轴承座中的液压缸,提供作为工作辊的弯辊。该弯辊液压系统使用的工作介质为磷酸酯,最合适的工作介质黏度在38℃下是200SSU,液压油温度范围是20~55℃,而30~55℃是最合适的温度。高压油系统采用三台柱塞泵,其内部循环采用一台叶片泵(流量为184L/min,压力为1MPa),油箱为封闭式,容量为3000L,且预充0.02MPa干燥的压缩空气。弯辊采用电液溢流型比例减压阀来控制,系统设有3μm的过滤器,以保证油液清洁及使减压安全阀能够正常准确地操作。
主油路系统配置三台柱塞泵,每台泵流量为61L/min,压力为25MPa。三台柱塞泵中,二台用于正常工作,一台作为备用。柱塞泵通过150目过滤器自油箱内吸液并加压到25MPa的高压。泵打出的液体流经单向阀和过滤器进入阀座,而后经减压安全阀进入弯辊液压缸,对工作辊进行弯辊。
泵打出的高压液体经单向阀和过滤器后还通向重物蓄能器。当蓄能器柱塞上升或下降时,由限位开关操作,使蓄能器存储油液或排出油液。该系统的主蓄能器为重物蓄能器,而重物蓄能器响应速度低,所以该系统还采用了囊式蓄能器,以提高比例电液减压安全阀的响应性。
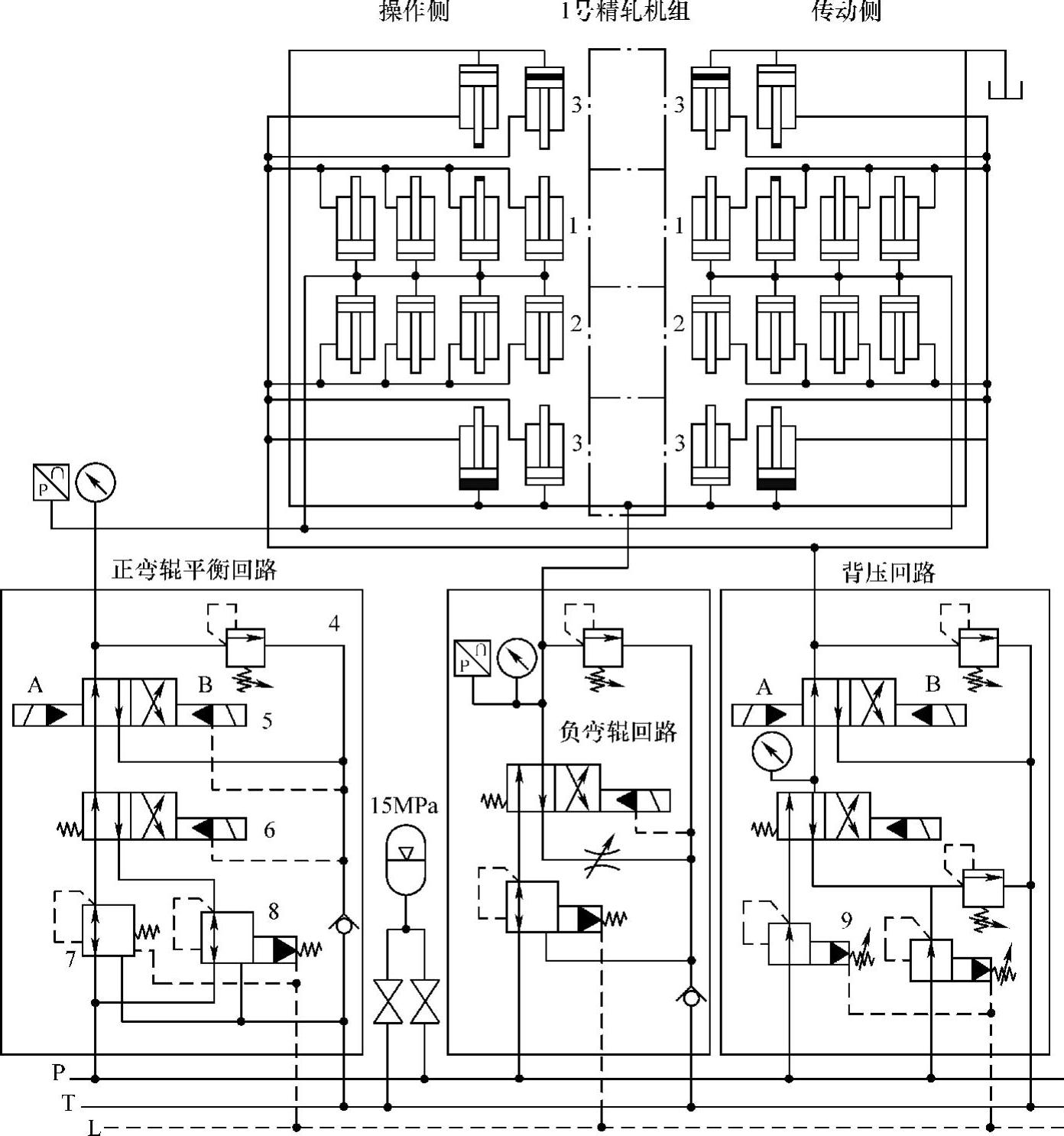
图11-21 热轧精轧机弯辊系统
1—上辊正弯辊缸 2—下辊正弯辊缸 3—负弯辊缸 4—溢流阀 5、6—电液换向阀 7—三通减压阀 8—三通比例减压阀 9—二通减压阀
该系统阀座包括三个油路块(见图11-21),其一是轧辊平衡与正弯辊回路,其余两个是负弯辊回路和背压回路。背压回路用于防止水和其他杂物侵入弯辊缸的活塞杆侧,以及使轧辊下降尽可能地快和准确。主油路有一支路,在此支路上装有20L的囊式蓄能器,以改善比例电液减压安全阀的响应性。
1.工作辊平衡及正弯辊油路
该油路把减压阀、电液比例减压安全阀、换向阀、压力表、压力开关、闸阀等紧凑地布置在一个油路块上。减压阀用于工作辊平衡,比例电液减压安全阀用于正弯辊,弯辊压力可在30~21MPa范围内调节,它通过设在精轧机操作台控制屏上的表由人工来操控。压力管路上设有压力表,其可用于精轧机控制屏上的指示器显示,使弯辊压力容易监控。
2.工作辊负弯辊油路
原理和组成同“工作辊平衡及正弯辊油路”,不同之处是用于负弯辊。
3.背压油路
该油路把两个减压阀、两个安全阀、两个换向阀、压力表、闸阀等紧凑地布置在一个油块上。两个减压阀中,其一是使液压缸的活塞杆侧加以低压,以防止灰尘、氧化皮、冷却水及其他污物在轧制过程中侵入液压缸;另一个减压阀用于换辊时使液压缸拉回。
该液压系统是闭式系统,主要供给七台精轧机组弯辊的需要。系统在高峰负荷时,主要由重锤蓄能器(有效容积为155L)和两个囊式蓄能器(有效容积共100L)供给补油。该系统一个重要的特点是采用重锤式蓄能器和囊式蓄能器并联使用,以达到稳压、缓冲和高峰负荷时补油的需要。该系统为囊式蓄能器预充15MPa氮气,还附设有一套氮气增压装置。
有关现代冶金设备液压传动与控制的文章

图9-16 精轧机AGC液压调整系统组成2.精轧机AGC液压系统精轧机AGC液压调整系统由两个双动作液压缸与机架组成,如图9-16所示。AGC液压缸传动侧和操作侧分别采用单独的位置控制系统,两套位置控制系统之间又有同步控制。一般热轧精轧机组具有7架连轧机,每两个机架间设置一个活套,采用伺服阀驱动的液压活套控制系统。套量控制与轧机主传动速度控制系统的关系密切。活套张力控制是以活套位置为反馈信号的机架间带钢控制系统。......
2023-06-15
图11-13 轧机压上系统控制原理三菱日立的UCM六辊轧机的压上系统分为电气控制系统和液压控制系统两个部分,电气控制系统主要根据检测元件的检测数据和系统中建立的数学模型对液压系统提供的轧制力和压上缸的位移进行控制,并进行几个机架间的轧制力分配,而液压控制系统则根据控制系统的信号来进行快速响应的输出。......
2023-06-15
平衡力及弯辊力由液压缸产生的液压力提供,由液压回路进行压力控制。在同一轧辊的两端所施加的弯辊力由同一个液压回路控制,并提供相同的液压力。图10-19 工作辊正弯辊液压原理图......
2023-06-15
在几何量计量领域内,测量基准包括长度基准和角度基准。图3-1是国家标准规定的长度量值的传递系统,通过线螺纹和量块这两个主要媒介把基准波长向下传递,传递的媒介不同,基准要求也不相同。在实际应用中,为了测量方便,角度基准的实物基准常采用特殊合金钢和石英玻璃制成的多面棱体,并建立了角度量值的传递系统。图3-4所示为角度量值传递系统。量块主要用作尺寸传递系统中的中间标准量具,或作为标准件调整仪器的零位。......
2023-06-15

热轧机的1~7号机架的弯辊控制方式完全相同,均由操作人员根据轧制过程中的实际操作经验预选正负弯,并确定弯辊油压,再通过电液比例减压阀输出所给定的稳定压力来控制弯辊液压缸。调节电液比例减压阀的输出油压,则可调节弯辊力,从而改善板型。......
2023-06-15

表11-6 控制方式与对应的常数设定①此设定值是指带钢轧机在实际控制时Ke所使用的近似值。所以对应ΔS有只要改变轧机刚性调节系数,就可以改变因轧制力引起辊缝变化所对应的轧机常数,便可补偿轧机弹跳量。......
2023-06-15

某冷轧厂五机架冷连轧机组的辊缝调整有两个液压系统,即1号和2号机架为一个系统,3号~5号机架为一个系统。液压油经高压泵20送往截止阀和格栅过滤器21,再经过单向阀将油送入压力蓄能器管路,并到达液压缸控制系统的单独的蓄能器1。表11-3 辊缝调整液压缸技术参数4.五机架冷连轧机液压压下系统的特点组成结构特点 该系统是由液压站、减压装置、蓄能器装置伺服阀和控制盘等组成。......
2023-06-15
液压弯辊又可分为下面几种:1)弯曲工作辊。使用弯曲工作辊能节约功率,操作灵活,且能得到满意的板型。2)弯曲支撑辊。弯曲支撑辊本身刚度大,能够消除复合浪纹。同样,弯曲支撑辊也有正负弯之分,其最大的弯辊力约为轧制力的20%。......
2023-06-15
相关推荐