双机架平整机的辊缝调节柱塞缸放置在下机架的横梁上,是推上控制。虽是推上控制,但在带钢连轧机伺服系统中仍统称压下系统,其辊缝控制量仍称压下量。双机架平整机组22/15MPa液压系统是供平整机的液压辊缝调整和工作辊弯辊装置共用的。被过滤的液压油经过可变节流阀2分别输送给控制推上柱塞缸的4个控制阀座。在工作过程中,第一机架的两个推上柱塞缸从柱塞和缸体间泄露的油被引入另一油管直接返回油箱。......
2023-06-15
1.概述
双机架平整机组15MPa液压弯辊系统主要用于改善带钢的板型和平直度。该系统是一种闭环的压力控制系统。生产时,操作人员根据实际操作经验,选定正负弯辊中的一种,将弯辊力调整至被轧制的带钢的板型和平直度符合目测要求为止。例如,在轧制过程中带钢的两侧出现波纹时,操作人员预选正弯辊,将正弯辊力调整到带钢两侧的波纹消失为止;反之,当带钢的中间出现波纹时就预选负弯辊,将弯辊力调整至使中间波纹消失为止。
双机架平整机的轧辊平衡和弯曲液压缸设置在轧机机架里,其设备布置如图11-19所示。轧机机架由机架主柱(图11-19中未画出)和机架液压嵌入件组成。机架嵌入件安装在机架主柱的凹槽里,它也作为工作辊轴承座的导块。8个锻钢制的平衡活塞(即轧辊的正弯辊缸)插入在导块里。轧辊的8个负弯辊液压缸设置在支撑辊轴承座里。15MPa液压弯辊平衡系统和22MPa液压辊缝控制系统共用一个高级合金钢板焊制的6000L油箱,油箱内部循环冷却系统工作压力为1MPa,其液压油合适的黏度在50℃时为4.5°E(相当于运动黏度33.5cSt),系统油液合适的工作温度为30~50℃。15MPa液压弯辊平衡系统包括油箱装置、蓄势站、泵装置、控制阀座、液压缸装置以及连接这些设备的管道。
2.弯辊及平衡系统的技术数据
液压系统的额定工作压力:15MPa。
负弯液压缸规格(mm):8个ϕ120/100×37.5。
正弯(平衡)缸规格(mm):下平衡缸,4个ϕ110/90×57.5。
上平衡缸,4个ϕ110/90×87.5。
支撑辊平衡缸规格(mm):4个ϕ150/125×240。
支撑辊平衡缸的运动速度(mm/s):10。
负弯缸活塞腔面积(cm2):113.3。
正弯缸活塞腔面积(cm2):95。
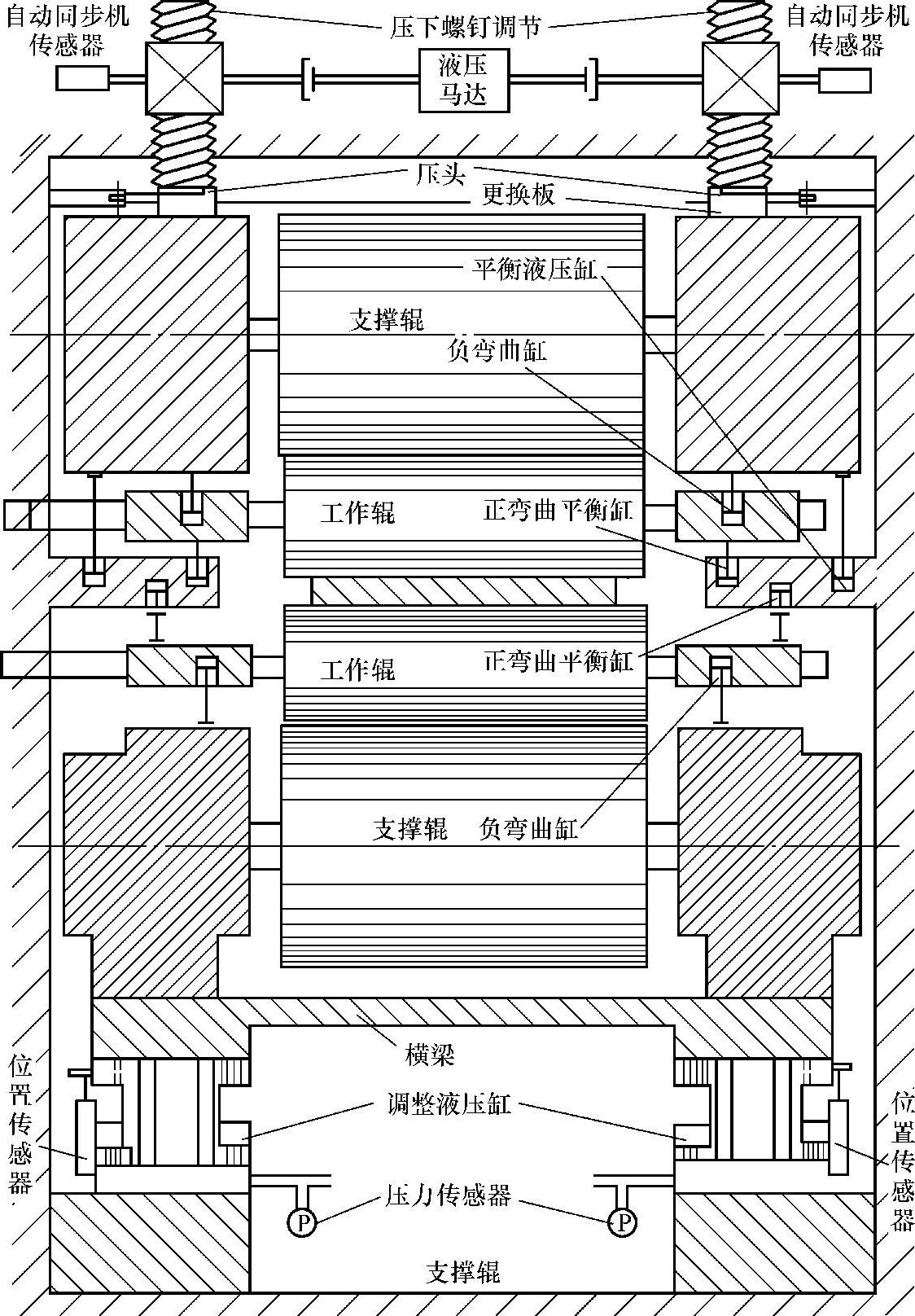
图11-19 双机架平整机液压平衡和弯辊设备布置示意图
支撑辊重量(N):250000。
工作辊重量(N):45000。
支撑辊平衡力(N):1000000。
工作辊平衡力(N):0~500000(工作辊平衡力=最大正弯辊力)。
3.弯辊及平衡控制用伺服阀
15MPa弯辊平衡控制用Moog73-103伺服阀。伺服系统的电气设备包括带有整定点的预调节器、压力传感器、调节器和伺服阀用的放大器。
4.液压伺服弯辊系统
伺服控制的15MPa轧辊弯曲和平衡液压系统原理如图11-20所示。
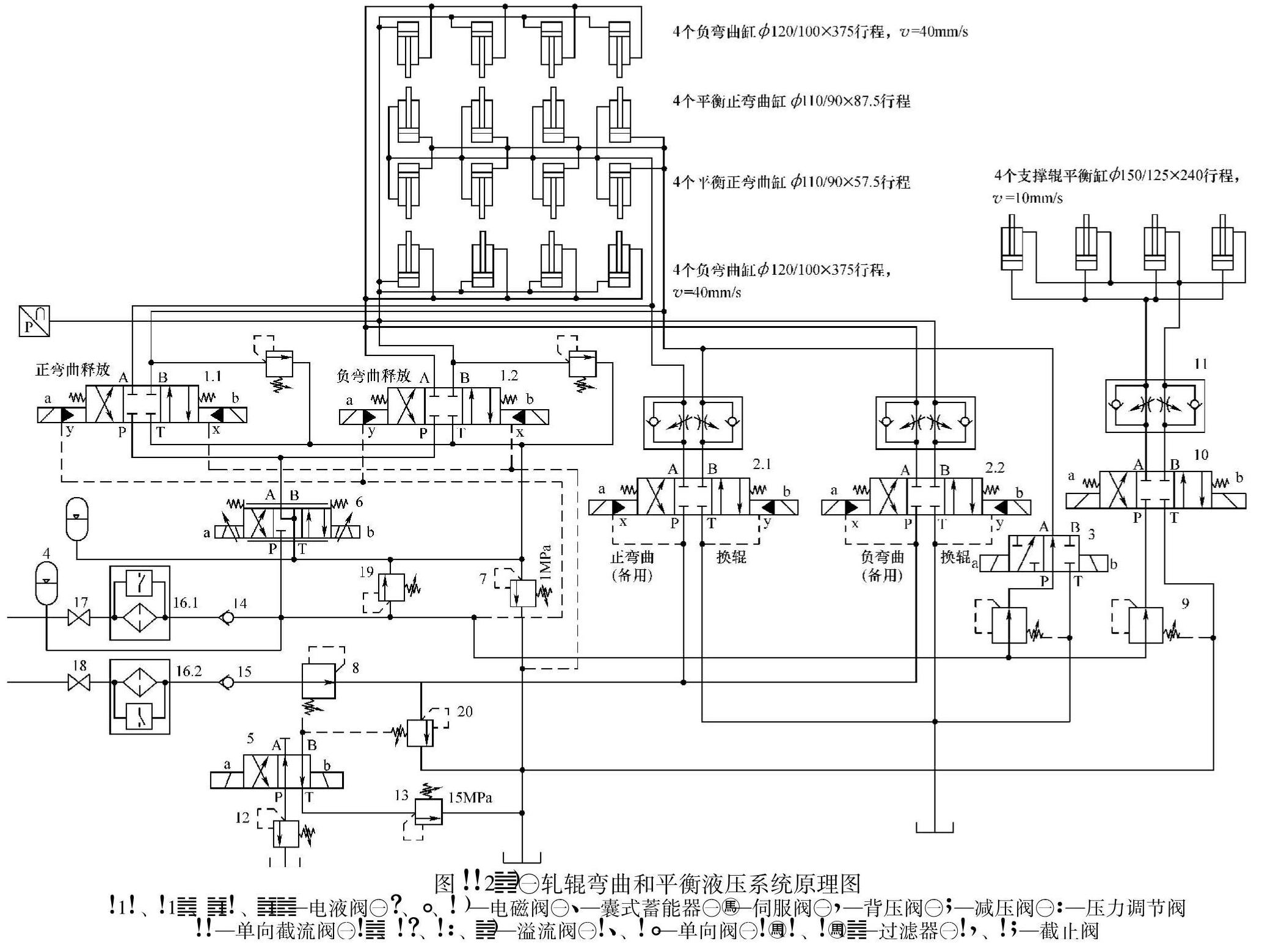
双机架平整机组15MPa液压泵站是液压辊缝调整和工作辊弯辊装置共用的。15MPa液压泵站装有三台(两台工作,一台备用)带压力调节的轴向变量柱塞泵。系统供给压力恒定为15MPa。液压油通过单向阀进入两个并联的过滤器蓄势站。过滤后液压油的精度为10μm,被滤清的液压油经过2个可调节流阀分别输送给控制轧辊弯辊平衡系统的两套相同的弯辊平衡控制阀座,分别用于控制第一机架和第二机架的轧辊弯辊平衡。
每套弯辊平衡控制阀座控制对应机架的16个轧辊平衡弯辊和4个支撑辊平衡缸。控制阀座上包括伺服阀在内的所有液压元件均采用板式或插装式集中安装。该弯辊平衡控制阀座和机架的压下系统的伺服控制阀座平行地设置在轧机的机架上。下面仅对第二机架的弯辊平衡控制阀座进行分析(见图11-20,第一机架弯曲平衡阀座的工况完全相同)。
(1)伺服弯辊油路 从过滤器蓄势站来的15MPa液压油首先经过一个嵌入式安装的常开的截止阀17和一个带电气污染指示器的过滤器16.1,此时液压油再次被滤清,其过滤精度为10μm,用以保证进入伺服阀的液压油的可靠的清净度。液压油在进入各控制阀前又通过一个单向阀14,这样可以避免各液压缸在工作过程中压力突增时波及油源。被滤清的液压油经过单向阀14通向Moog73伺服阀6,由操作人员根据轧制过程中的实际板型选择工作辊正弯或负弯。伺服阀在该系统中的作用是控制弯辊力和保证输出压力在允许的范围内波动。也可认为伺服弯辊系统是一个压力反馈的闭环伺服系统。
选择正弯辊时,三位四通电液阀1.1的a得电,三位四通电液阀1.2处于中间位置。三位四通电液阀2.1处于中间位置,而三位四通电液阀2.2的b处于得电状态。这时由伺服阀控制的液压油经过三位四通电液阀1.1输向8个正弯活塞液压缸的活塞腔,产生一个正弯辊力。活塞杆腔的回油也通过该阀和一个背压阀7,以1MPa背压经过回油管直接返回油箱。在轧辊正弯时,负弯辊液压缸的活塞退回,即另一路液压油经过三位四通电液阀2.2的右边工作位置控制8个负弯辊液压缸的活塞退回。
选择负弯辊时,仅一个电液阀1.2的a得电,该阀处于左边的工作位置,其他三个电液阀(1.1、2.1、2.2)处于中间零位。二位三通电磁阀3的a得电,该阀处于右边工作位置,这时由伺服阀控制的液压油经过三位四通电液阀1.2左边工作位置进入负弯辊活塞液压缸的活塞腔,产生一个负弯辊力,活塞杆腔的回油经由该阀和背压阀7以1MPa背压从回油管返回油箱。
伺服负弯辊时,正弯辊活塞液压缸的活塞腔被接通1MPa的背压,这样设计的本意是为了使正弯液压缸在负弯过程中允许在外力作用下回弹。但是从原理上说这样的设计是不周到的,正弯缸的活塞腔通了1MPa的背压而活塞杆腔都没有设置补油的油路,如果正弯辊在外力作用下活塞退回时,活塞杆腔的液压油无法补充,这样可以致使活塞杆腔被处于吸空状态无法运动,还可能在该腔被吸进空气,使系统工作的稳定性受到影响。在生产过程中此系统出现问题时,可考虑在伺服负弯辊时,让三位四通电液阀2.2的b处于得电状态,该阀处于右边工作位置,使正弯活塞缸退回。
在伺服弯辊油路上还有如下两种特点:一是在伺服阀6的压力管路和回油管路上各设有一个4L的囊式蓄能器4,用以消除液压油路上的压力脉动和改善伺服阀的响应特性;二是在伺服阀6的A口上并联了两个三位四通电液阀1.1和1.2,做正负伺服弯辊的预选。在这两个电液阀的B口上各设了一个安全阀,阀的调定压力比系统压力高1MPa,并在安全阀的溢流回路上设置了1MPa背压阀,这是为了系统工作更为安全可靠。在伺服阀的液压油路上串联了一个溢流阀19,将其作为系统的安全阀。
(2)备用弯辊油路 轧机在生产过程中,当控制弯辊力的伺服阀6出现故障时,弯辊力就会无法控制,这样就会直接影响带材的板型和产品的质量,为了在弯辊系统的伺服阀出现故障进行检修时轧机可以连续生产,同时又能够保持良好的板型,双机架平整机组里还设置了一套备用弯辊系统。
备用弯辊油路和伺服弯辊油路是并联的。从过滤器蓄势站来的15MPa液压油首先经过一个嵌入安装的常开式的截止阀18到一个带电气污染指示器的过滤器16.2,液压油再次被滤清,精度为10μm。液压油在进入备用弯辊系统的控制阀前设置了一个单向阀15,以避免系统液压缸在工作过程中发生压力突跳时波及油源。
清洁的液压油经过一个外控的减压阀8来控制系统的工作压力,减压阀8的外控口分别接两个溢流阀12或13,其中溢流阀12通过一个二位四通电磁阀5连接,该溢流阀可以在0~15MPa的范围内调整。减压阀输出压力的实际值受溢流阀12或13的控制。经减压阀输出的液压油被送到两个并联的电液阀2.1和2.2。备用弯辊系统由这两个三位四通电液阀来控制正负弯辊。备用弯辊油路采用回油节流形式,以增加弯辊缸的运动稳定性。
1)备用正弯辊油路。在使用备用正弯辊时,三位四通电液阀5的a得电,阀在左边的工作位置,由溢流阀12定位。三位四通电液阀2.1的a得电,阀处于左边的工作位置,而三位四通电液阀2.2的b得电。由减压阀8输出的液压油经过三位四通电液阀2.1的左边工作位置进入轧辊正弯辊液压缸的活塞腔。活塞杆腔的液压油经由该阀从回油管返回油箱,液压缸产生一个正弯辊力。另一路液压油经过三位四通电液阀2.2的右边工作位置,使液压油进入负弯辊活塞液压缸的活塞杆腔,活塞退回。负弯辊缸的活塞运动也是采用回油节流形式,以保证活塞运动平稳。
2)备用负弯辊油路。使用备用负弯辊油路时,二位四通电磁阀5的a得电,阀处在左边工作位置,而三位四通电液阀2.2的a得电,阀处在左边工作位置,三位四通电液阀2.1失电,阀处在中间零位。二位三通电磁阀3的a得电,阀在右边工作位置。
由减压阀8来的液压油经过三位四通电液阀2.2的左边工作位置进入8个负弯辊缸的活塞腔,活塞杆腔的液压油也经由该阀和回油管流回油箱。由此负弯辊缸产生一个负弯辊力。
在采用备用负弯辊时,二位三通电磁阀3的a得电,则正弯辊缸的活塞腔有1MPa的背压,以增加正弯辊缸在外力作用下移动的稳定性。但是活塞杆腔没有补油系统,当正弯辊缸在外力作用下活塞需要退回时,活塞杆腔的油液无法补充,这样会引起活塞杆腔被吸空进入空气,使系统工作的稳定性受到破坏,或者活塞移动发生困难。在生产过程中出现上述问题时,备用负弯辊油路的操作方式改为控制备用负弯辊缸的三位四通电液阀2.2的a得电,产生负弯辊力,正弯辊缸由三位四通电液阀2.1的b得电,使正弯辊缸的活塞退回。
备用弯辊油路还有以下特点,即系统的工作压力也决定于减压阀8的出口压力,其出口压力由两个溢流阀12、13来调定。油路中溢流阀20的调定压力值为1MPa,这是为了保证系统的最高安全压力比减压阀8的出口压力(系统的工作压力)始终高1MPa,以起到安全阀的作用。
轧机在更换工作辊时必须卸掉16个弯辊缸所产生的弯辊力,故在换辊时要使两个三位四通电液阀2.1、2.2的b得电,两个电液阀处在左边工作位置,则16个正负弯辊缸的活塞全部退回。
支撑辊的平衡油路也是布置在轧辊弯辊系统的阀座内,被滤清的液压油经过一个压力调节阀9,此阀用以调整支撑辊的平衡力。三位四通电磁阀10控制四个支撑辊平衡缸的动作,在该阀的A、B口设了一个复式单向节流阀11,阀11起回油节流作用。
有关现代冶金设备液压传动与控制的文章

双机架平整机的辊缝调节柱塞缸放置在下机架的横梁上,是推上控制。虽是推上控制,但在带钢连轧机伺服系统中仍统称压下系统,其辊缝控制量仍称压下量。双机架平整机组22/15MPa液压系统是供平整机的液压辊缝调整和工作辊弯辊装置共用的。被过滤的液压油经过可变节流阀2分别输送给控制推上柱塞缸的4个控制阀座。在工作过程中,第一机架的两个推上柱塞缸从柱塞和缸体间泄露的油被引入另一油管直接返回油箱。......
2023-06-15

热轧机的1~7号机架的弯辊控制方式完全相同,均由操作人员根据轧制过程中的实际操作经验预选正负弯,并确定弯辊油压,再通过电液比例减压阀输出所给定的稳定压力来控制弯辊液压缸。调节电液比例减压阀的输出油压,则可调节弯辊力,从而改善板型。......
2023-06-15

表11-6 控制方式与对应的常数设定①此设定值是指带钢轧机在实际控制时Ke所使用的近似值。所以对应ΔS有只要改变轧机刚性调节系数,就可以改变因轧制力引起辊缝变化所对应的轧机常数,便可补偿轧机弹跳量。......
2023-06-15

某冷轧厂五机架冷连轧机组的辊缝调整有两个液压系统,即1号和2号机架为一个系统,3号~5号机架为一个系统。液压油经高压泵20送往截止阀和格栅过滤器21,再经过单向阀将油送入压力蓄能器管路,并到达液压缸控制系统的单独的蓄能器1。表11-3 辊缝调整液压缸技术参数4.五机架冷连轧机液压压下系统的特点组成结构特点 该系统是由液压站、减压装置、蓄能器装置伺服阀和控制盘等组成。......
2023-06-15
液压弯辊系统控制方式一般可分为两类:手动控制方式和自动控制方式。这个板型指标用目测比较困难,所以手动控制方式对高标准要求来说还存在一定的差距。冷轧五机架轧机和双机架轧机所采用的莫格电液伺服比例阀为目前手动控制中一种较好的控制方式,如果再配上准确的板型检测器进行反馈就属于自动控制了。......
2023-06-15
减压阀用于工作辊平衡,比例电液减压安全阀用于正弯辊,弯辊压力可在30~21MPa范围内调节,它通过设在精轧机操作台控制屏上的表由人工来操控。压力管路上设有压力表,其可用于精轧机控制屏上的指示器显示,使弯辊压力容易监控。该液压系统是闭式系统,主要供给七台精轧机组弯辊的需要。......
2023-06-15

图9-21 卷取机夹送辊布置结构图带钢到来之前,夹送辊处于辊缝控制模式。此后,正常轧制卷取过程中,控制模式就保持为压力控制模式。当轧机物流跟踪系统跟踪到带尾接近夹送辊时,夹送辊将压力控制模式又切换为辊缝控制模式。图9-22 卷取机夹送辊液压控制回路1—伺服阀 2—换向阀 3—减压阀 4、5—液控单向阀组 6—压力传感器 7—溢流阀-先导电磁阀组......
2023-06-15

液压压下系统由高压泵站、蓄能器、控制阀和连接管道组成。蓄能器均采用气囊式,以消除压力波动和满足高峰负荷的需要。在伺服阀前后还装有小型蓄能器,其作用主要是提高伺服阀响应性。以上是对液压伺服系统的要求,而森吉米尔轧机和热平整机的辊缝调节液压系统按一般的液压传动系统要求即可。......
2023-06-15
相关推荐