与光致发光不同的地方在于激发的手段,光致发光是光激发,而电致发光是通过电场激发。图2.5.3电致发光谱的光路示意图2.电致发光谱的测量装置如图2.5.3所示,电致发光谱的测量装置与光致发光谱相似,不同点在于激发源的不同,分光系统、样品室以及探测和数据记录系统与光致发光谱装置基本相同。......
2023-06-23
随着板带轧机制品的宽度逐渐增加和厚度逐渐减小,纵向厚度偏差与横向厚度偏差要求越来越小。板带沿长度方向的纵向厚度偏差是由于轧制力波动和机座各零件(轧辊除外)的弹性变形引起的,它可用轧机的液压压下和AGC系统进行控制,由于上述控制系统的不断完善,使带钢的纵向厚度精度越来越高。相比之下,带钢的横向厚度偏差问题变得日益突出,成为提高带钢质量的一个主要问题。带钢的横向厚度偏差是由于轧辊辊型和辊缝形状的变化造成的,所以减小横向厚度偏差主要是控制轧辊辊缝的断面形状,而辊缝的断面形状与工作辊的凸度大小及形状有关,因此控制精度主要从工作辊的凸度入手。控制方式有多种,下面介绍一种较新的CVC(Continuous Variable Crown)技术。
CVC系统是将一对工作辊或中间辊的两个辊面磨削成相同的近似S的形状,上下轧辊的S形成180°反向布置(通俗地说,就是上轧辊粗处对应下轧辊细处),这样上下轧辊的S形状可以相互吻合,形成一个对称的辊缝轮廓。当两个轧辊和轴承座或轧辊的辊颈在轴承座内做无级轴向移动,且其移动方向相反,数值相等时,会在两轧辊间形成一个连续可变的辊缝,从而也部分地改变了带钢横断面的凸度。
图11-17所示为工作辊CVC功能原理图。
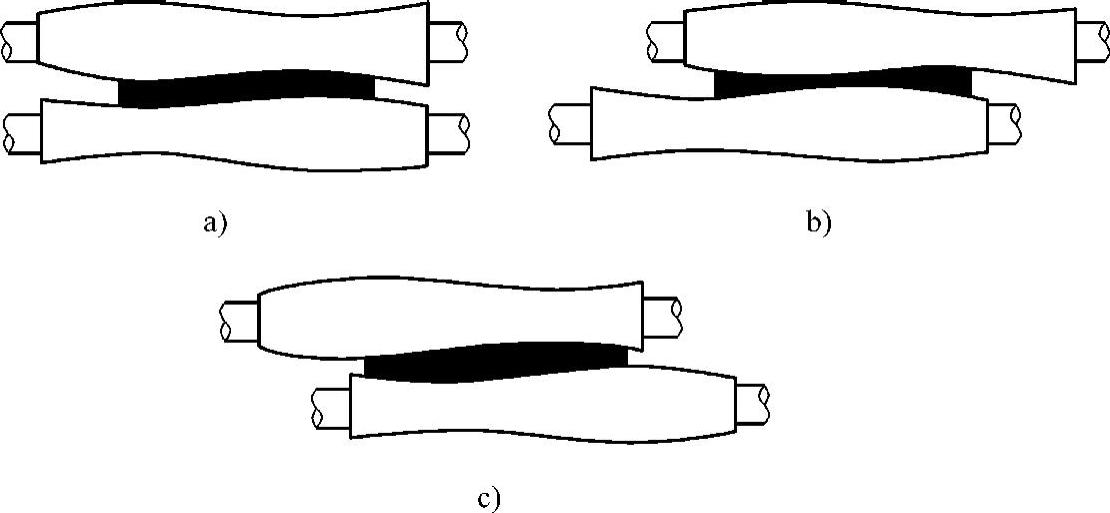
图11-17 CVC功能原理图
在图11-17a中,CVC轧辊的轴向调节为零,以致使辊缝沿整个辊身长度上具有相同的高度,尽管辊缝呈S形,这时CVC辊和平辊一样有效凸度值为零。在图11-17b中,上辊向右移动,下辊向左移动,移动量相同,这样辊缝在中间位置较小,形成的凸度值大于零(即正凸度)。在图11-17c中,上辊向左移动,下辊向右移动,移动量相同,这时辊缝在中间位置较大,形成的凸度值小于零(即负凸度)。
CVC轧辊的作用与一般凸度的轧辊相同,但是其凸度可以通过轧辊轴向移动在最大和最小凸值之间进行无级调节。
有关现代冶金设备液压传动与控制的文章

与光致发光不同的地方在于激发的手段,光致发光是光激发,而电致发光是通过电场激发。图2.5.3电致发光谱的光路示意图2.电致发光谱的测量装置如图2.5.3所示,电致发光谱的测量装置与光致发光谱相似,不同点在于激发源的不同,分光系统、样品室以及探测和数据记录系统与光致发光谱装置基本相同。......
2023-06-23

从物理实现角度看,接入与传送网技术包括传输媒质、传输系统、传输节点设备以及接入设备。目前光纤通信使用波长多为近红外区内,即波长为1 310 nm 和1 550 nm。......
2023-06-26

子功能储存和数量变更主要发生在工件准备阶段,当改变工件预定状态时会用到运动功能和安全功能。检测一般是协助搬运的一个额外功能。表1.3搬运技术的子功能工件的存放可以通过传送带或皮带、托盘或储存架实现。这些储存选项根据节省量、节省成本和工件预定状态而有所不同。对于“储存”功能,甚至存在堆栈系统可以自动被填充或者清空,DIN19233标准定义了其自动化程度。其中,必须要考虑的问题是安全因素。......
2023-06-15

消费电子产品的LED驱动器拥有比较成熟的技术、产品和相对成熟的市场,例如手机、MP3、MP4等电子产品。目前,能耐60V高压的LED驱动器新品已推出。业界对在汽车业直接采用LED的仪表板背光、前后雾灯、第三刹车灯、方向灯、尾灯的市场十分看好和乐观。按驱动方式分类1)恒流式LED驱动器。④ 恒流驱动器的最大承受电流及电压值限制了LED的使用数量。常用LED恒流驱动器的接线方法如图3-6所示。2)稳压式LED驱动器。......
2023-06-15

PSCAD/EMTDC的主程序结构如图7-14所示。图7-14 PSCAD/EMTDC主程序结构利用PSCAD/EMTDC比较完整的控制系统模型库可以方便地设计各种不同的控制系统。此外,PSCAD/EMTDC还具有强大的自定义功能及支持子网嵌套的功能,用户可以根据自己的需要创建具有特定功能的电路模块。PSCAD/EMTDC在时间域内描述和求解完整的电力系统及其控制的微分方程方面具有显著的优势。因此,PSCAD的模拟结果能够产生电力系统所有频率的响应。......
2023-06-23
它是云计算服务系统的安全基础。外部防御是指抵御一些来自云计算服务供给系统外部的安全攻击,如非法入侵、拒绝服务攻击等。内部防范主要是防止内部具有合法身份的用户有意或无意地做出对数据中心的基础设施安全有害的行为。......
2023-11-18

供齿轮淬火时参考。齿轮淬火的冷却方式如图3-14所示,中碳钢经最佳亚温淬火处理与调质处理后的性能对比见表3-39。表3-40 常用水溶液淬火冷却介质(配方)及其应用效果(续)3.齿轮的分级淬火工艺为了尽可能降低淬火时产生的内应力,常借助奥氏体等温转变来进行各种类型的分级和等温淬火,以减少齿轮淬火畸变。齿轮在等温淬火后不需再进行回火。图3-15 常用的球墨铸铁等温淬火工艺曲线图3-16 球墨铸铁齿轮等温淬火工艺曲线2)检验结果。......
2023-06-29

弹道导弹具有较强的修正能力, 弹道导弹的射击方向与发射装置和目标点之间的连线方向重合即可, 导弹飞行中控制系统将其严格控制在发射平面内直至命中目标。基于以上5 方面的原因, 无法将弹道摄动理论直接挪用到弹道修正火箭弹上。......
2023-06-15
相关推荐