双机架平整机的辊缝调节柱塞缸放置在下机架的横梁上,是推上控制。虽是推上控制,但在带钢连轧机伺服系统中仍统称压下系统,其辊缝控制量仍称压下量。双机架平整机组22/15MPa液压系统是供平整机的液压辊缝调整和工作辊弯辊装置共用的。被过滤的液压油经过可变节流阀2分别输送给控制推上柱塞缸的4个控制阀座。在工作过程中,第一机架的两个推上柱塞缸从柱塞和缸体间泄露的油被引入另一油管直接返回油箱。......
2023-06-15
1.概述
装备有液压推上系统的轧机轧制是通过操纵推上缸来完成的,这种轧机对于下述两种控制都适用,一种是压力控制,另一种则是辊缝控制。前者被应用于平整机上,轧制以恒定轧制力来完成,而后者被用于带材轧机上,可使辊缝保持恒定,以保证厚度均匀的轧制。
在压力控制系统中,操作侧和传动侧的轧制力可同时调整,而每一侧的单独调整也是可能的。
在辊缝控制系统中,两侧辊缝可以同时控制,或者像在通常的电动机压下系统中那样进行单独控制。此外,该平整机能容易地调整轧辊位置,保证高准确度和辊缝控制反应速度。
2.平整机液压推上系统的原理
该平整机液压推上由伺服偏心泵(即偏心泵上装有伺服阀)来完成。在液压推上系统中使用一个变量泵来产生轧制力,泵的出口直接同推上液压缸的液压油入口相连接。
在压力控制系统中,推上液压缸的压力是用压力传感器来测定的,所测的压力(电压)被放大,而压力差(电压差)反馈给控制输送流量的泵。
在轧辊位置控制系统中,实际辊缝用数字位置检测器来检测,并将测得的辊缝值在读数计上与预设定的辊缝相比较,即在读数计的输出量部分做成读数模拟换算器,将辊缝值转换成电压并输入前置放大器输入点。前置放大器的信号经主放大器放大后驱动伺服阀的力矩马达,控制伺服阀芯的开度,进而控制泵变量活塞的位移,调定泵的流量,以保持轧辊辊缝的恒定。
推上系统辊缝控制框图如图11-15所示。
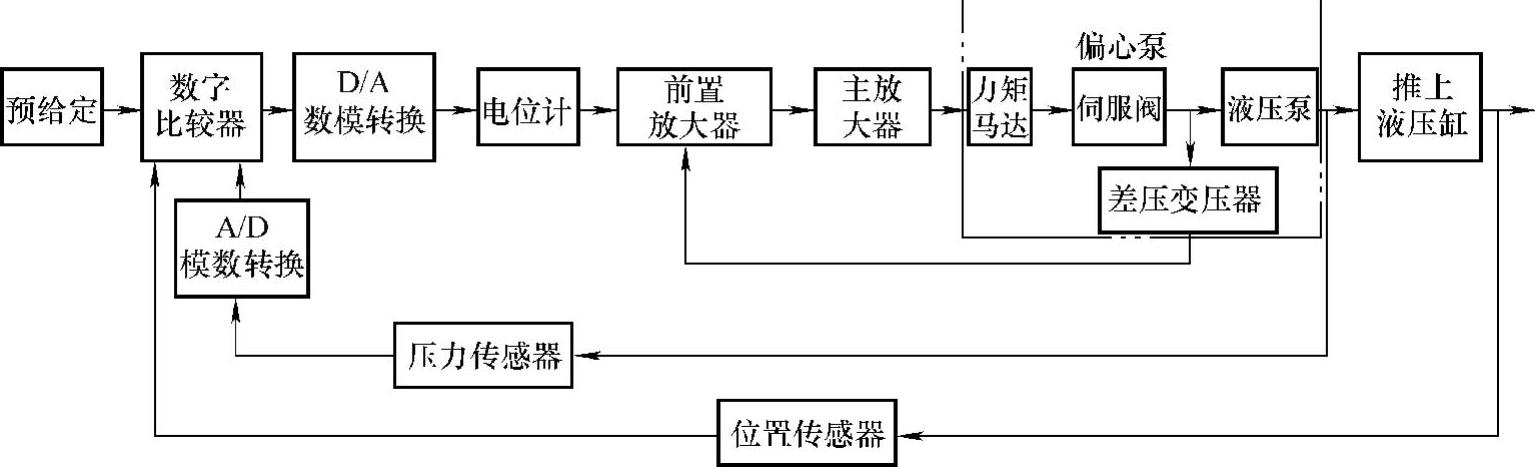
图11-15 推上系统辊缝控制框图
3.推上系统液压原理(见图11-16)
工作辊和支撑辊由轴承座支撑安装于轧机机架内。在支撑辊轴承座的下面安装有换辊导轨,而工作轧辊轴承座则被支撑在推上液压缸上。
供检查推上液压缸行程的位置传感器被安装于轧机机架下面。
带有电液伺服阀5的变量偏心泵(主泵)6通过改变输入电信号来控制输出流量及控制推上液压缸移动。叶片泵4为辅助泵,用于控制主泵变量滑块的往复移动及电液操纵系统。
溢流阀3用于控制辅泵提供的控制油压力以使之恒定,电磁换向阀10用于控制主泵卸压和工作,溢流阀8控制叶片泵向主泵的供油压力,溢流阀9用于限定最高管路压力以防止过载。先导溢流阀14用于控制推上液压缸工作腔的压力,推上时电磁阀15断电,推上液压缸工作腔的压力由阀14调定。电磁换向截流阀17用于控制推上液压缸返回时的回油流量,进而调节工作时推上液压缸的返回速度。
电磁换向阀10和电液换向阀12联锁,当电液换向阀12断开(不接通)时,电磁换向阀10必定打开(接通),从而使泵卸载。此种操作用于保持轧辊位置并使辊缝不变。
蓄能器只在压力控制系统中使用,它作为一个缓冲器,用以防止带钢厚度突然发生变化。例如,当带钢端部在互相接触的工作辊之间被咬住时,电液换向阀13接通,使蓄能器打开。
压力传感器安装在操纵台上,推上液压缸的压力数值被压力传感器转换为电压数值(线性可变微差转换器),而这个电压可由前置放大器放大后用来控制推上液压系统的压力。
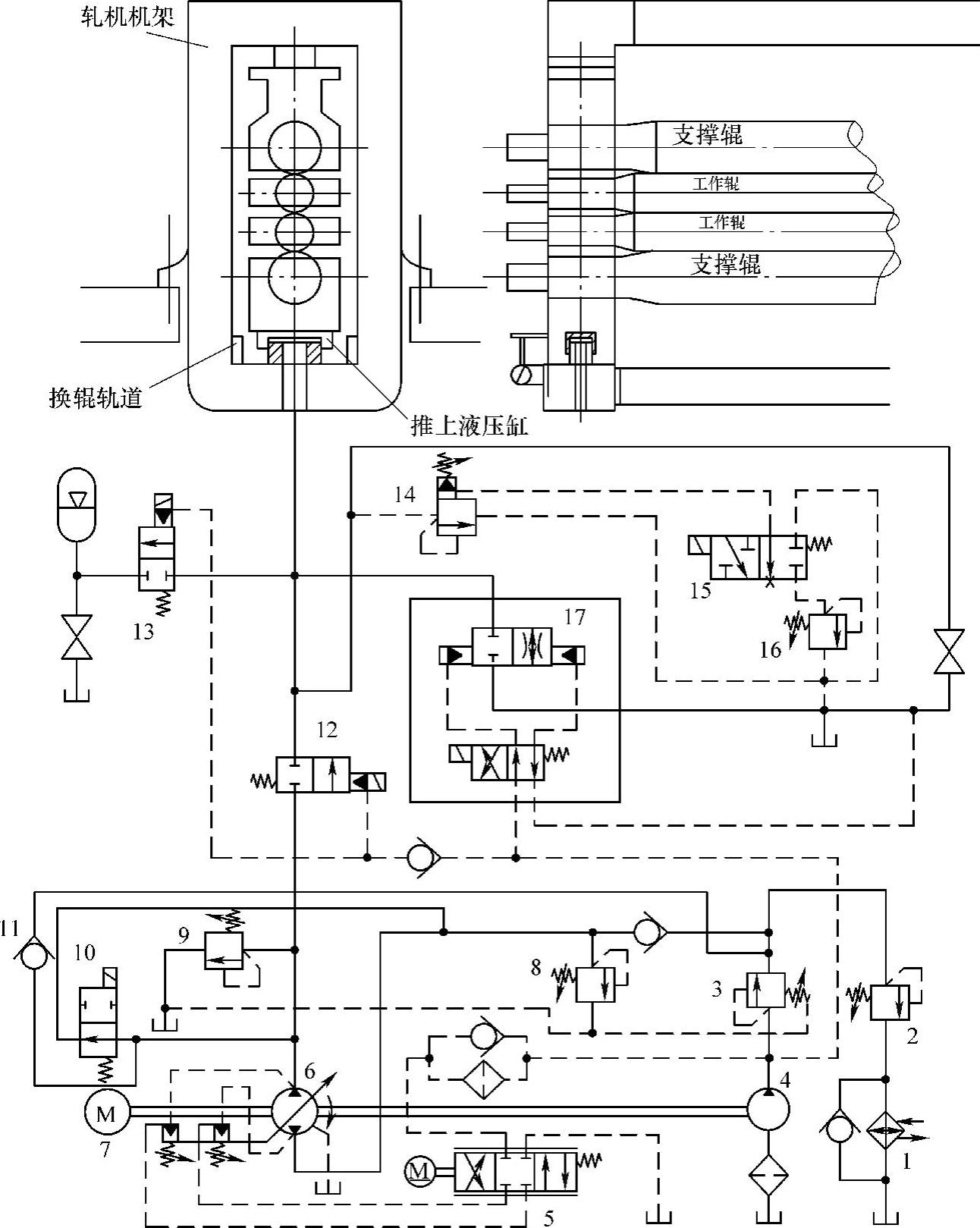
图11-16 推上系统液压原理图
1—冷却器 2、3、8、9、16—溢流阀 4—叶片泵 5—电液伺服阀 6—变量偏心泵 7—电动机 10—电磁换向阀 11—单向阀 12、13—电液换向阀 14—先导溢流阀 15—电磁阀 17—电磁换向截流阀
在换辊时,电磁阀15通电,推上液压缸工作腔的压力由阀16调定为约1MPa,推上液压缸的液压油经阀14回油箱,使轧辊迅速降低。
系统的部分回油经阀2到冷却器进行循环冷却。
该推上液压缸系统共有两套,分别安设在操纵侧和传动侧,共用一个油箱。操作侧和传动侧的系统可单独操纵,也能同时控制。
有关现代冶金设备液压传动与控制的文章

双机架平整机的辊缝调节柱塞缸放置在下机架的横梁上,是推上控制。虽是推上控制,但在带钢连轧机伺服系统中仍统称压下系统,其辊缝控制量仍称压下量。双机架平整机组22/15MPa液压系统是供平整机的液压辊缝调整和工作辊弯辊装置共用的。被过滤的液压油经过可变节流阀2分别输送给控制推上柱塞缸的4个控制阀座。在工作过程中,第一机架的两个推上柱塞缸从柱塞和缸体间泄露的油被引入另一油管直接返回油箱。......
2023-06-15

15MPa液压弯辊平衡系统包括油箱装置、蓄势站、泵装置、控制阀座、液压缸装置以及连接这些设备的管道。图11-19 双机架平整机液压平衡和弯辊设备布置示意图支撑辊重量:250000。双机架平整机组15MPa液压泵站是液压辊缝调整和工作辊弯辊装置共用的。系统供给压力恒定为15MPa。......
2023-06-15

某2050mm热轧厂运输线系统的作用是将热轧钢卷运送至精整钢卷库及冷轧厂,而液压升降台的作用是将钢卷从1号运输线摆渡到2号运输线向冷轧厂方向运送钢卷。液压升降台每次故障都会不同程度地影响钢卷直送率,造成冷轧来料吃紧。通过调节单向节流阀9流量,使锁紧销拔出速度与升降台瞬间上升速度匹配后故障排除。......
2023-06-15

YA32-315 型液压机液压系统工作原理如图7.5 所示,该系统由一高压泵供油,控制油路的压力油则由一低压泵提供。图7.5YA32-315 四柱式万能液压机液压系统图在主液压缸活塞尚未接触工件的初始阶段,主液压缸活塞在自重作用下快速下行,而液压泵的流量小,所以液压机顶部的充液筒20中的油液经液控单向阀19 也流入液压缸上腔。此时顶出液压缸下腔的油经节流阀5 及背压阀3 回油箱。......
2023-06-18

2)液压系统生产运行过程中,要注意油质的变化状况,定期进行取样化验,若发现油质不符合使用要求,要进行净化处理或更换新油液。3)液压系统油液的工作温度不得过高,机床类液压系统,油液的工作温度不应超过60℃,一般控制在35~55℃范围内。其他行业的液压系统,油液温度按使用说明书要求的范围进行控制,超过允许的温度使用范围,应检查原因并采取相应对策。11)高压软管、密封件的使用期限,应根据具体的液压设备而定。......
2023-06-22

进、回油路压力损失应分别计算。单向阀一个,Δpe1=0.2 MPa;换向阀一个,Δpe2=0.2 MPa;单向顺序阀(反向流)一个,Δpe3=0.2 MPa;直角弯头一个,ξ=1.12。换向阀一个,Δpe=0.2 MPa;直角弯头一个,ζ=1.12。由此可算得:②回油路:已知流量q=542c=542×0.44 m3/s=238 cm3/s=14.28 L/min,单向顺序阀(正向流),Δpe=0.3,其余同前。但应扣除液压缸的机械效率因素的影响,因功率循环图反映的是液压缸的输入功率的变化规律。......
2023-06-18

泄漏严重时,系统容积效率过低,甚至工作压力达不到要求值。若密封过度,虽可防止泄漏,但会造成密封部分的剧烈磨损,缩短密封件的使用寿命,增大液压元件内的运动摩擦阻力,降低系统的机械效率。这种密封的优点是摩擦力小,缺点是磨损后不能自动补偿,主要用于直径较小的圆柱面之间,如液压泵内的柱塞与缸体之间,滑阀的阀芯与阀孔之间的配合。......
2023-06-24

液压系统中使用的管道分为硬管和软管两类。硬管有无缝钢管、铜管等,软管则有橡胶管和尼龙管等。一般应优先选用硬管,只有在连接具有相对运动的液压元件时,或有时为了安装方便才采用软管。②硬管弯曲部分应保持圆滑,防止皱褶。软管交叉时应避免接触摩擦,为此可设置管夹子,如图5.16 所示。图5.14金属管连接实例图5.15软管的弯曲图5.16软管夹子......
2023-06-18
相关推荐