但由于带钢和设备本身的原因,带钢很难一直沿生产线中心运行,即带钢的运行会偏离机组的中心线,这就是带钢的“跑偏”。跑偏会导致带钢质量缺陷,并可能造成设备故障。为了避免带钢跑偏,带钢连轧线必须配置带钢纠偏系统。简单地说,带钢纠偏就是一个检测偏差和消除偏差的过程。......
2023-06-15
带钢纠偏系统的设备主要由纠偏辊装置、液压系统、带钢位置检测元件和电气控制系统组成。在国内各钢厂冷轧带钢生产线上使用最多的是由德国EMG公司设计生产的纠偏系统,所以下面以EMG设备为例做简单介绍。
1.纠偏辊装置
纠偏辊装置根据外形可以分为单棍、双辊和三辊三类,根据控制功能主要分为比例型纠偏辊、比例积分型纠偏辊和积分型纠偏辊三类。
(1)比例型纠偏辊 比例型纠偏辊的原理是:纠偏辊在进带平面上围绕一个固定的转轴而转动,由此将带钢的出带部分做横向移动。虽然纠偏辊本身不能纠正进带的偏差,但能纠正出带位置,使带钢回到预定的中心位置上来,如图10-20所示。
带钢运行时的纠偏量与纠偏机架的调节距离成比例,进带和出带与转动面成90°,其最大的纠偏能力取决于进带和出带之间的间距,其纠偏能力+/-c=Uesinβ。
(2)比例积分型纠偏辊 比例积分型纠偏辊的原理是:带钢通过一段较长的自由进带距离后成90°通过纠偏辊,两根倾斜的连杆转动有纠偏辊的机架,使带钢与滚轴之间形成一定的角度d(积分调节),同时又能使带钢横向移动(比例调节),两者就构成了比例积分型纠偏辊,如图10-21所示。
这种类型的纠偏辊除了对出带的位置进行精确的纠正外,对进带也有一定的纠正效果,其纠偏能力+/-c=LKsinα,其中K=0.66~0.75,L为虚焦点与轴的距离(15~20m)。
(3)积分型纠偏辊 积分型纠偏辊由于在控制上有一定难度,所以在实际应用中使用较少,该类型的纠偏辊主要是通过辊子的摆动来实现对带钢的位置调整。当带钢出现偏差时,纠偏辊会摆动一个角度,这时进带平面与纠偏辊的滚轴形成一定的夹角,再通过辊子的旋转,使带钢与辊子的接触面以螺旋线轨迹运行,最终使带钢回到中心线上。在使用积分型纠偏辊时必须配有位置反馈信号,以防止辊子过度摆动而引起系统振荡。
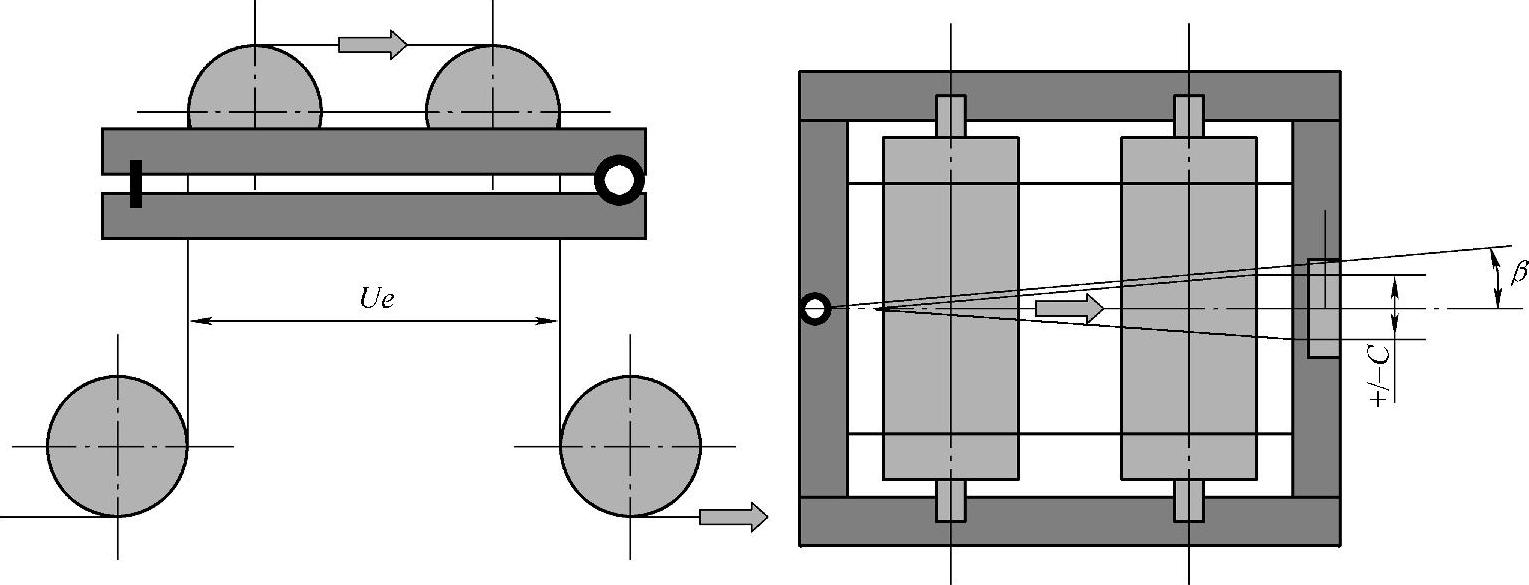
图10-20 比例型纠偏辊原理图

图10-21 比例积分型纠偏辊原理图
2.液压系统
纠偏系统的液压系统由液压站、伺服阀和液压缸组成,其中最主要的部件是伺服阀。在EMG纠偏系统中使用的是EMG公司自己开发的一种伺服阀,该阀采用单级阀靠液压力压紧的转盘式结构,可以最大限度地减小摩擦,使其具有重复精度高、零漂小、泄漏量小以及调节范围大、清洁度要求低、可在线清洗等特点,而且由于阀内部没有节流孔,所以不需要安装内置式过滤器。该伺服阀的结构如图10-22所示。电流通过线圈产生一个力矩,力矩的大小和方向与电流的大小和方向成正比,这一力矩克服弹簧的阻力带动转子转动,从而带动旋转盘转动。转盘上有四个盲孔,当处于中位时,盲孔恰好关闭A口通道孔和B口通道孔,此时没有流量输出,当转盘从中间位置稍有转动时,则转盘的盲孔将P-A通道、B-T通道接通或者P-B通道、A-T通道接通,并且随着接通的面积连续增加,输出的流量也连续增加,从而控制输出流量和方向。该伺服阀还具有手动调节、在线冲洗和零位调整功能,在实际应用中效果较好并且使用方便。
从以上的结构和原理分析中可以看出,EMG的这种伺服阀从控制原理上来说其实还是比例阀,因为它并不具备伺服阀的阀芯检测和闭环反馈的功能,但在实际使用中的效果已经足够。
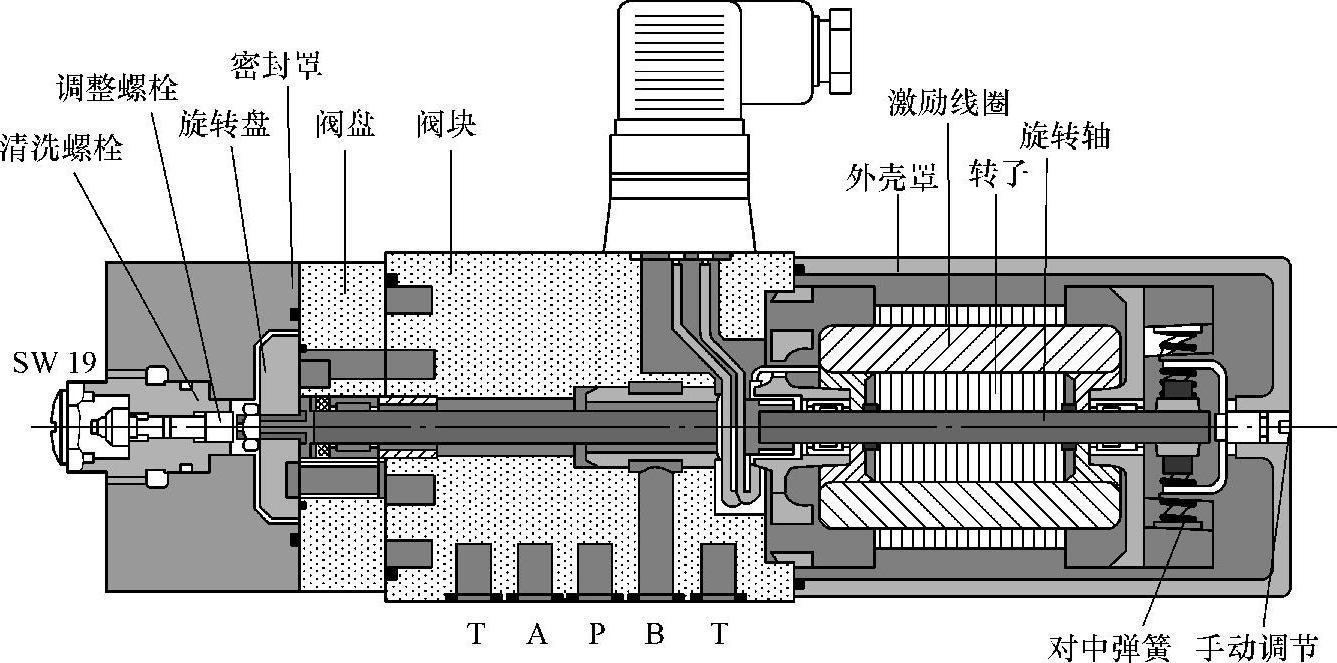
图10-22 EMG伺服阀结构图
EMG伺服阀还配备了专门的伺服放大器,除了正常的控制功能外还具备了±10%的零位调节(电气调节)、颤振频率调节、颤振振幅调节三个功能,在实际使用中非常方便。
3.带钢位置检测元件
带钢位置检测元件根据其工作原理可分为电感式、光电式、CCD摄像头检测等,在冷轧酸轧、镀锌、连退机组中最常使用的是电感式和光电式两种,下面对这两种检测元件做简单介绍。
(1)电感式传感器 电感式传感器的检测原理如图10-23所示。在机组中心的对称位置安装有两对传感器,每对传感器分别用于检测带钢的一边,通过这两对传感器的信号偏差可检测金属带钢的位置偏差。
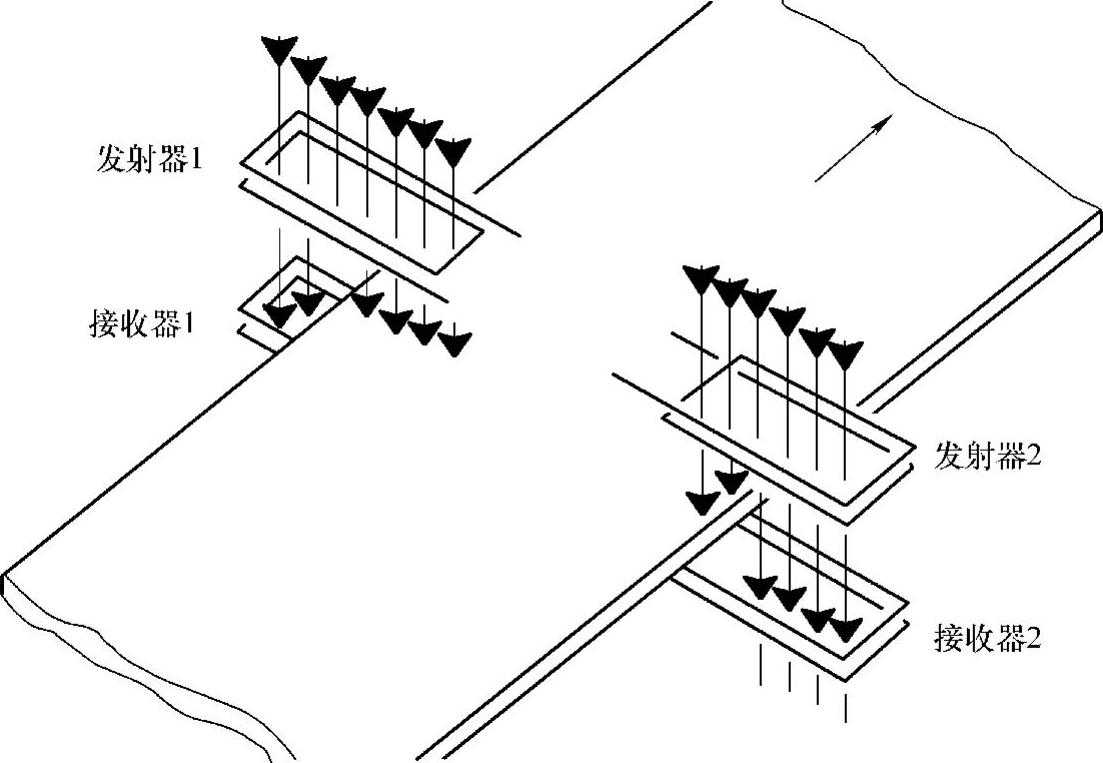
图10-23 电感式传感器检测原理图
每对传感器由一个发射线圈和一个接收线圈组成,每对线圈本身又是有方向的空心变压器。带钢在通过这些接收线圈和发送线圈时,在所连接的线圈之间会产生磁通量差异,该差异就被作为测量结果。
根据带钢偏离中心线的位置,两对传感器所产生的接收信号也会有差异,将这两个接收信号值相减并放大,就可以得出带钢偏离机组中心线的一个连续位置信号。
(2)光电式传感器 光电式传感器的检测原理如图10-24所示。在运行板带的下部,安装了一台电源,用于产生使接收器能接收到的光源。在运行板带的上部,安装了一台或两台接收器调节装置,每台接收调节装置由检测接收器和参考接收器组成,并固定在滑动导轨上。
接收器调节装置用于检测带钢边部位置,而带钢遮住检测接收器检测范围的一半光源的位置则认为是带钢边部位置。如果板带边部位置不对,则有可能是板带宽度发生了变化或跑偏,该变化可由光电探测器检测。控制回路中的控制电路可控制直流伺服电动机的动作,以使板带边部保持遮住光电检测器检测范围的一半。
为了补偿光源的变化,光电式传感器采用了参考接收器检测的方法,所以在每一套检测设备上都装配了一个检测接收器和一个参考接收器,以它们同时聚焦在同一光点时作为光电变送器。检测接收器的作用是探测板带边部的最新位置,参考接收器的作用是检测光点的亮度。
如果用于EPC控制,则一台接收器检测带钢的一边即可;如果用于CPC控制,则需要两台检测器检测带钢的两边,并通过计算两边的位移差来得出带钢偏离中心的位置。
4.电气控制系统
纠偏系统的检测信号、控制信号等都是由电气控制系统进行监控、计算并进行控制的,该电气控制系统相当于整套装置的PLC系统。EMG纠偏系统使用的是自己开发的数字控制系统,具有人性化的操作界面和在线监控功能。
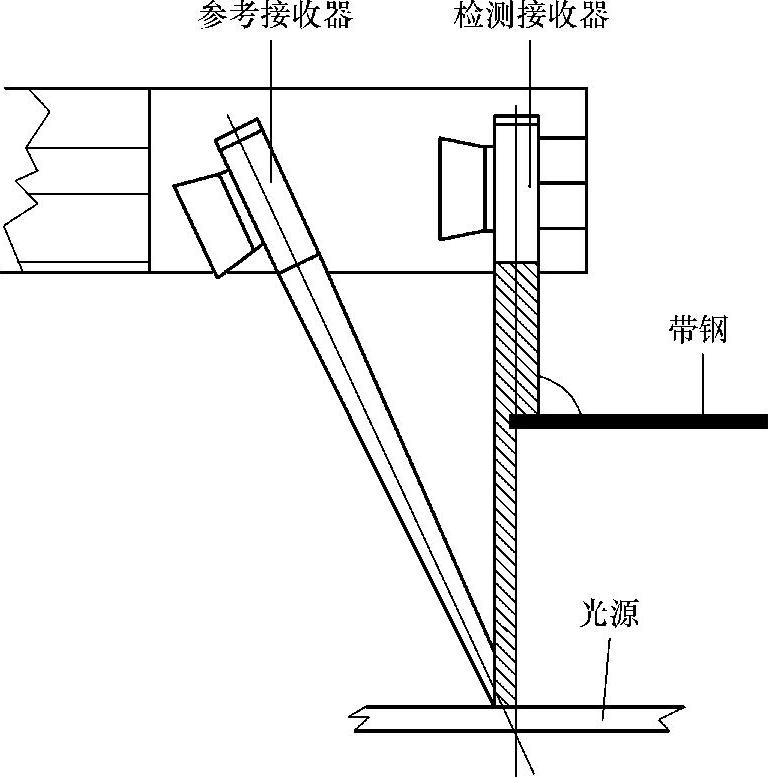
图10-24 光电式传感器检测原理图
有关现代冶金设备液压传动与控制的文章

但由于带钢和设备本身的原因,带钢很难一直沿生产线中心运行,即带钢的运行会偏离机组的中心线,这就是带钢的“跑偏”。跑偏会导致带钢质量缺陷,并可能造成设备故障。为了避免带钢跑偏,带钢连轧线必须配置带钢纠偏系统。简单地说,带钢纠偏就是一个检测偏差和消除偏差的过程。......
2023-06-15

(二)叉车叉车是一种用来装卸、搬运和堆码单元货物的车辆,是仓库装卸搬运机械中应用最广泛的一种设备。图1-9插腿式叉车图1-10前移式叉车图1-11侧面式叉车图1-12拣选式叉车(三)货架随着仓库机械化和自动化程度的不断提高,仓库设施特别是货架技术也在不断发展。......
2023-10-04

该方法是最基本、应用最广泛的一种射线检测方法。图13-19为工业X射线检测设备。图13-21 实时X射线检测设备及透照布置a)实时成像系统 b)射线检测机......
2023-07-02
输入设备用于把原始数据和处理数据的程序输入到计算机中。③图像输入设备:数码相机、扫描仪等。④语音输入设备:语言模数转换识别系统等。下面介绍目前几种常用的输入设备,并简要说明它们的功能。3)数码相机数码相机是一种利用电子传感器把光学影像转换成电子数据的照相机,是一种重要的图像输入设备。......
2023-10-22

用于连接S7-300 PLC到PROFINET,作为IO控制器连接现场IO设备。可作为IO控制器,连接PC到PROFINET,连接现场IO设备并带有集成交换机的通信处理器。如图12-35所示,PROFINET IO的现场IO设备在PROFINET上有着相同的等级,在网络组态时分配给一个IO控制器。现场IO设备的文件描述定义在GSD文件。具体步骤为:① 导入GSD文件,并在STEP7中进行硬件组态;② 编写用户程序,下载到IO控制器中;③ IO控制器和IO设备自动地交换数据。图12-35 PROFINET IO与IO控制器......
2023-06-18

图1-3引自TI的《DM 3730芯片手册》中第136页框图,为了方便读者在芯片手册中查找相关的内容,会在引用芯片手册框图时说明其所在的页码。各种不同类型的数据连接接口其设计思想以及功能是不同的,例如I2C通常用于设备的控制,McBSP用于音频数据的传输等。图1-3基于DM 3730的设备框图为什么要有这么多连接方式呢?......
2023-11-22

(一)配浆目的将两种或两种以上的纸料,以及纸机干、湿损纸经疏解稀释后的回浆,按照工艺要求的比例混合起来的过程就称为配浆。而连续配浆是各种纸浆首先经浓度调节器稳定浓度后,再连续通过一种流量控制设备而进行的配浆方法。配浆设备是一种能控制多种物料流量的装置,中小型纸厂主要采用压力式配浆箱,而大型现代化纸厂则使用流量计配浆系统。混合浆池中已配好的纸浆送到纸机浆池。......
2023-06-23

PLC是通用的、可编程序的、专用于工业控制的计算机控制设备。在松下公司的PLC产品中,FPO为微型机,FP3为中型机,FP20为大型机,是最新产品。I/O模块是CPU与现场I/O设备或其他外部设备之间的连接部件。监控程序又称为管理程序,主要用于管理全机。诊断程序用来诊断机器故障。用户程序是用户根据现场控制的需要,用PLC的程序语言编制的应用程序,用以实现各种控制要求。......
2023-06-30
相关推荐